






- Fluidity, Physical Properties and Electrical Conductivity of PC/Graphite Intercalated Compound Composite for a Bipolar Plate in the Polymer Electrolyte Membrane Fuel Cell
Biraj Dhungana and Younggon Son†

Division of Advanced Materials Science and Engineering, College of Engineering, Kongju National University, Cheonan, Chungnam 331717, Korea
- 연료전지 양극판용 PC/흑연 삽입 화합물 복합재료의 유동성, 물리적 성질 및 전기전도도에 관한 연구
비라즈 둔가나 · 손영곤†
공주대학교 신소재공학부
The fluidity, physical properties and electrical conductivity of polycarbonate (PC)/ graphite intercalated compound composites were investigated for the application of bipolar plate of electrolyte fuel cells. The intrinsic difference of this study from the previous studies on the polymer/expanded graphite is that the graphite intercalated compound (GIC) with bisulfate was used instead of expanded graphite. GIC was compounded with the PC in the twin screw extruder and injection molded. During the compounding and molding procedure, GIC was expanded and transformed to expanded graphite. The advantage of the polymer/GIC compared to conventional polymer/expanded graphite lies in its higher fluidity. As a precursor of expanded graphite, GIC is finally converted to expanded graphite during extrusion and injection molding. During the filling stage of injection molding process, the PC/GIC was pushed into the mold cavity by the thermal expansion of GIC, resulting in higher fluidity.
고분자 전해질 연료전지의 양극판에 적용될 폴리카보네이트(polycarbonate, PC)/흑연 삽입 화합물 복합재료의 유동성, 물성 및 전기전도도에 관하여 연구하였다. 기존 연구와의 차이점은 팽창된 흑연을 사용하는 대신 bisulfate가 삽입된 흑연 삽입 화합물(graphite intercalated compound, GIC)을 고분자와 압출기에서 혼합하면서 동시에 GIC를 열 팽창시켜 복합재료를 제조한 점이다. 기존의 고분자/팽창 흑연과 비교하여 이 연구에서 처음으로 시도한 고분자/GIC의 장점은 유동성에 있다. GIC가 사출과정에서 팽창에 의해 금형에 밀려들어가는 형태의 유동 패턴을 보이고 이로 인해 더 높은 유동성을 보이는 것으로 관찰되었다.
Keywords: bipolar plate, graphite intercalated compound, expandable graphite, polycarbonate, injection molding
이 논문은 2017년 공주대학교 학술연구 지원사업의 연구비 지원에 의하여 연구되었음. 또한 이 논문은 2017년도 정부(교육부)의 재원으로 한국연구재단의 지원을 받아 수행된 기초연구사업임(grant number: NRF-2017R1D1A3B03031861).
양극판(bipolar plate) 또는 유로판(flow field plate)으로 불리는 분리판(separator)은 고분자 전해질 연료전지 스택의 중요 부품으로서 한 쪽 면에는 anode용 가스 유로가, 다른 쪽면에는 cathode용 가스 유로가 새겨져 있는 전기 전도성 판이다. 분리판은 anode에서 생성된 전자를 다음 셀의 cathode쪽으로 전도해주는 집전판 역할을 하며, MEA(membrane electrode assembly)를 지지해주고, anode 및 cathode 쪽으로 각각 연료와 산화제를 공급해주는 통로를 제공해 주는 동시에, 전지 운전 중에 생기는 물을 제거해주는 통로 역할을 한다. 따라서 분리판 재료는 전기전도도가 높고, 기체투과도가 낮으며, 기계적 강도가 우수하고, 화학적으로 안정해야 하며, 가볍고, 가격이 저렴해야 한다.
금속판을 양극판에 적용시키기 위해서는 산성 물질에 의한 부식을 해결해야 하는데 이 때문에 제조비가 급격히 올라가는 단점이 있다. 또 하나의 방법으로 흑연판을 기계적으로 가공하여 유로를 형성한 분리판이 적용될 수 있는데, 기계 가공이 대량생산에 적합하지 않아 제조비가 상승하는 단점이 있다. 분리판이 요구하는 특성을 만족시키면서 제조 단가를 낮추기 위해 금속 또는 탄소 분말을 고분자 재료와 혼합한 복합재를 이용해 분리판을 개발하기 위한 연구가 진행되고 있다. 고분자/흑연 복합재료는 사출 성형 및 사출 압축 성형과 같은 고속가공으로 제조할 수 있기 때문에 제조 단가를 대폭 낮출 수 있어 많은 관심을 끌고있다.
흑연은 여러 층으로 이루어진 평면 구조의 물질로 각각의 층은 그래핀이라 불린다.1 전기전도도의 임계 퍼콜레이션(critical percolation) 값에 도달하기 위해서는 많은 양의 흑연이 첨가되어야 하는데 이 때문에 복합재료의 기계적 특성 및 유동성이 나빠지고 복합재료의 밀도가 높아지는 문제가 발생한다. 흑연과 고분자를 복합화 했을 때 흑연을 이루는 그래핀 층들의 완전한 박리가 이루어진다면 매우 높은 전기전도도를 가진 복합재료를 얻을 수 있지만 일반적인 용융 혼련방법으로는 그래핀을 개개의 층으로 박리하는 것은 거의 불가능하다. 따라서 대부분의 고분자/흑연 복합재료는 화학적 또는 열적으로 전처리된 흑연, 예를 들어 흑연 산화물, 팽창 흑연 또는 박리된 흑연 산화물로 만들어진다.2-6
흑연의 그래핀 층들은 약한 반데르발스 힘에 의해 서로 결합되어 있고 결합력이 상대적으로 약하기 때문에 원자, 분자 및 이온이 그래핀 층 사이에 삽입되어 있는 흑연 삽입 화합물(graphite intercalated compound, GIC)을 쉽게 형성할 수있다. 황이나 질소화합물을 흑연에 층간 삽입하여 열을 가하면 층 사이의 화합물이 기화되면서 층들을 밀어내고 흑연 입자가 수백 배 팽창한다. 이를 팽창 흑연(expanded graphite, EG)이라고 한다. EG는 보통 황산이 삽입된 H2SO4-GICs로부터 제조된다. EG는 팽창 시 그래핀 층들의 층간 거리가 크게 증가했기 때문에 고분자와 복합화할 때 그래핀 층들의 박리가 쉬워 일반 흑연보다 우수한 특성을 보일 것으로 기대되어 많은 연구가 수행되었다.
Blunk 등과7 Du는8 에폭시/EG 복합재료 양극판을 연구하여 우수한 물성을 가진 양극판을 개발하였다. Heo 등은9 페놀 수지/EG 양극판의 성형 기술을 연구했다. Song은10,11 방향족 polydisulfide/EG 복합재료를 재조하였고, 탄소 섬유를 첨가하여 전기적 특성과 기계적 특정의 향상을 이루었다. PMMA/EG,12 PA-6/EG,13 PE/EG,14 PS/EG15 등과 같이 열가소성 고분자를 사용한 복합재료에 관한 연구도 수행되었다.
일반 흑연에 비해 EG를 사용하여 개선된 전기전도도 및 물성을 얻을 수 있었지만 미국 에너지부(department of energy)에서 제시한 양극판의 사양에 맞추기 위해서 다량의 EG를 혼합해야 하고 이는 유동성의 감소를 수반하여 고분자/EG 복합재료의 사출 성형을 불가능하게 한다. 이 연구에서는 EG의 전구체인 H2SO4-GICs를 폴리카보네이트와 직접 혼합하여 혼련과 동시에 흑연 층들을 팽창시킨 PC/GIC 복합재료의 특성에 관하여 연구하였다. 기존 연구와의 차이점은 이미 팽창되어 있는 흑연을 사용하는 대신 압출기에서 복합재료를 제조할 때 혼련과 흑연의 팽창을 동시에 이루어 한 공정을 줄일 수 있다. 또한 압출 혼련을 통하여 복합재료가 제조된 후 사출 공정에서도 팽창이 더 진행되는 것으로 관찰되었는데, 충전(filling) 공정에서 팽창을 통하여 수지가 캐비티에 밀려들어가 유동성이 증가하는 장점이 있을 것으로 기대된다. 또한 팽창 흑연에 비해 밀도가 높아서 취급이 용이하고 혼련과 동시에 팽창되기 때문에 분산이 용이할 것으로 예상된다.
재료. 실험에 사용된 고분자는 롯데 첨단소재에서 입수한폴리카보네이트(polycarbonate, PC)였다. 서로 다른 두 점도의 PC를 사용하였고, 각각 PC-H(고점도, grade name: PTULG)와 PC-L(저점도, grade name: SC1620)로 표기하였다. 사용된 흑연은 일반 흑연, 팽창 흑연(expanded graphite)과 흑연삽입 화합물(graphite intercalated compound, GIC) 세 가지였다. GIC는 그래핀 층 사이에 bisulfate(HSO4-)들이 층간 삽입 (intercalated)된 구조로 고온에서 bisulfate가 기화하면서 흑연들이 여러 조각의 흑연 나노층(graphite nanoplate, GNP)들로 분리된다. Intercalated layer 사이의 그래핀 층의 개수를 stage number라고 부르는데 제조사에 따르면 이 연구에서 쓰인 GIC의 stage 수는 5~10이다. GIC는 Graphit Kropfmühl사의 그레이드 명 ES350 F5를 사용하였다. 일반 흑연은 Graphit Kropfmühl사의 그레이드 명 Cond 20을 사용하였다. 팽창 흑연은 Graphit Kropfmühl사의 그레이드 명 SC20-OS를 사용하였다. 다중벽 탄소나노튜브(multiwall carbon nanotube, MWCNT)는 Nanocyl사의 그레이드 명 NC7000을 사용하였다.
복합재료 제조. PC/흑연 복합재료는 동회전 이축 압출기(Bautek BA-11, L/D=30)를 이용하여 스크류 회전 속도 50rpm, 압출온도 310/310/310/310/260/130 ℃의 조건에서 제조되었다. MWCNT를 혼합한 시료는 PC와 MWCNT를 먼저 혼합하여 제조한 후 다시 흑연을 혼합하는 두 단계의 압출로 제조하였다. 시료는 사용하기 전에 80 ℃로 유지되는 진공 건조기에서 12시간 이상 건조하였다. 조성에 맞추어 계량한 시료를 폴리에틸렌 bag에서 dry blend한 후 압출기에 투입하여 혼련하였다. 제조된 복합재료를 80 ℃ 진공 건조기에서 12시간 이상 건조한 후 압축 성형과 사출 성형으로 시험편을 제조하였다. 압축 성형은 실험실용 hot press(QMesys QM900, 대한민국)를 사용하여 사각형(13 mm×65 mm×2 mm)의 시편을 제조하였다. 성형 온도는 280 ℃, 압력은 20 MPa, 가열 시간은 4분, 압축 시간은 3분이었다. 사출 성형은 실험실용 소형 사출성형기를 사용하여 충격 시편(ASTM D256, 13 mm×65 mm×3.2 mm)과 굴곡 시험용 시편(ASTM D790, 13 mm×130 mm×2 mm)을 제조하였다. 사출 온도는 310 ℃, 금형 온도는 80 ℃, 사출 압력은 30 MPa이었다. 사출 성형된 시편 중 굴곡 시험용 시편의 길이를 반으로 잘라 압축 성형용 금형에 넣고 30분간 어닐링한 후 전기전도도 및 미세구조를 관찰하였다. 어닐링 조건은 압축 성형 조건과 동일하였다.
분석(Characterization). 복합재료의 유리 전이 온도는 시차 주사 열용량 분석기(differential scanning calorimetry, DSC)를 사용하여 측정하였다. 사용된 DSC는 TA instrument DSC Q20였다. 시료를 200 ℃에서 3분간 유지하여 이전의 열이력(thermal history)을 제거하였다. 그 후 시료를 분당 -20 ℃의 속도로 30 ℃까지 냉각시킨 후 3분간 유지하였고, 다시 200 ℃까지 분당 20 ℃의 속도로 승온하여 유리 전이 온도를 (Tg)를 측정하였다.
굴곡 시험은 만능 재료 시험기(Qmesys QM100T, 한국)를 사용하여 수행하였다. Crosshead의 속도는 2.8 mm/min의 조건으로 상온에서 실험하였으며 시편은 각 재료를 5회씩 측정하여 평균값을 구하였다.
노치 아이조드 충격 시험은 Qmesys사(한국)의 QM700을 이용하여 ASTM D256 규격에 의하여 측정하였다. 복합재료의 전기전도도는 Mitsubishi Chemical사의 Loresta-GP(MCPT610) 4 포인트 프로브를 사용하여 측정하였다. 복합재료의 파단 면을 백금 코팅한 후 미세구조를 주사전자 현미경(scanning electron microscopy, SEM)을 이용하여 관찰하였다.
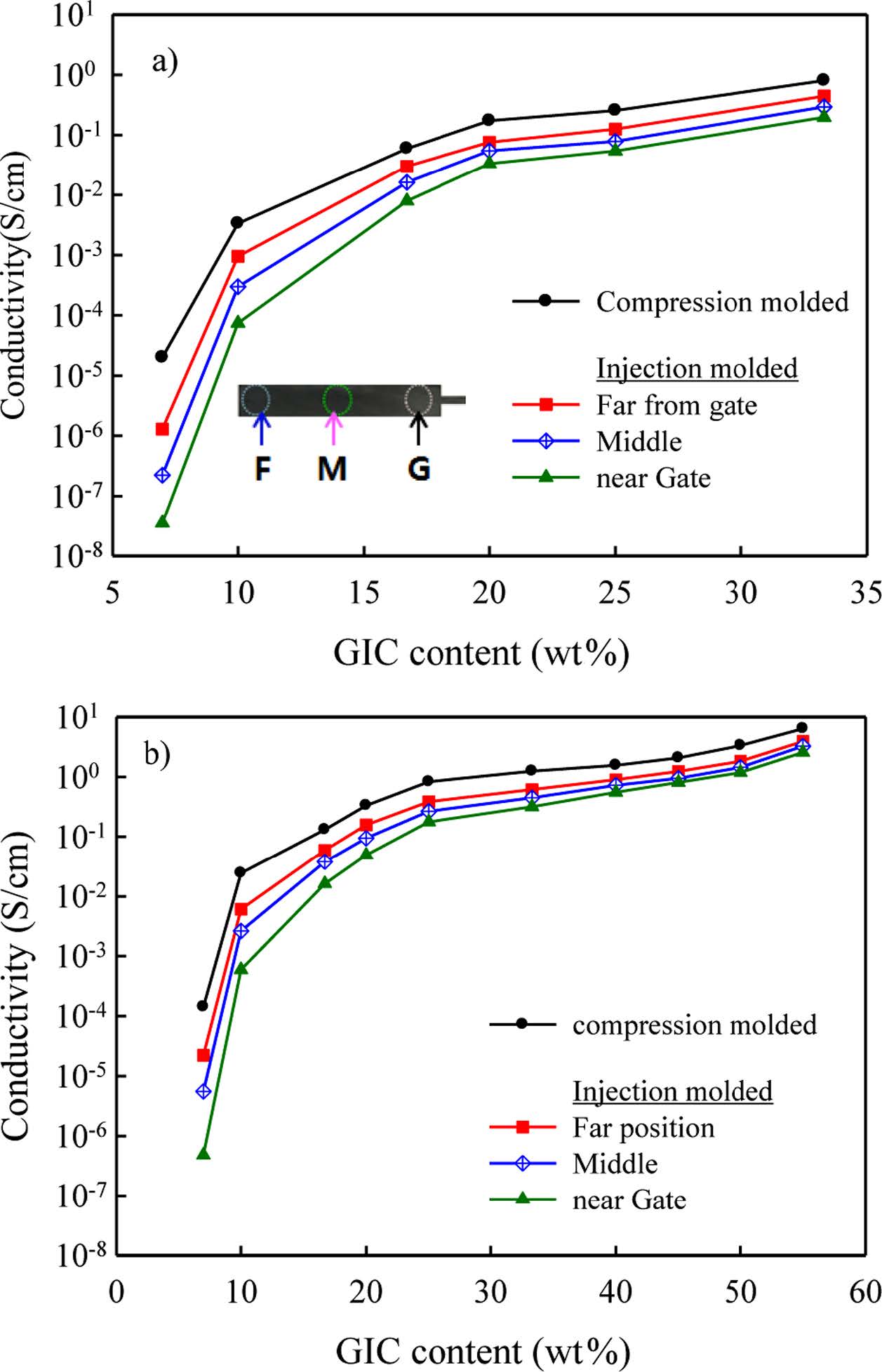
전기전도도. Figure 1에 흑연 삽입 화합물(graphite intercalated compound, GIC)의 함량에 따른 PC/GIC 복합재료의전기전도도(electrical conductivity)를 나타냈다. PC는 점도가 다른 두 종류를 사용하였고, 압축 성형과 사출 성형 두 가지 가공 방법으로 시편을 제조하였다. GIC의 함량이 증가할수록 전기전도도가 증가하는 전형적인 결과를 볼 수 있다. 전도성 필러의 함량이 약간 증가함에 따라 전기전도도가 급격히 증가하는 percolation threshold는 두 경우 모두 GIC 함량 10% 이하인 것으로 관찰되었다. 저점도 PC를 사용한 복합재료가 고점도 PC를 상용한 복합재료보다 전체적으로 높은 전기전도도를 보였다.
고분자/전도성 필러 복합재료의 전기전도도는 매트릭스 고분자의 점도에 큰 영향을 받는 것으로 관찰된다.16 PC/MWCNT (multiwall carbon nanotube) 복합재료의 경우 PC의 점도가 낮을수록 전기전도도는 높은 것으로 관찰되는데 이는 저점도 PC가 MWCNT 섬유 다발에 잘 침투하여 MWCNT를 더 잘 분산시키기 때문인 것으로 알려져 있다.17 고분자/카본블랙(carbon black, CB)의 경우에도 저점도 고분자를 사용했을 때가 더 높은 전기전도도를 얻을 수 있는 것으로 알려져 있다.16 고분자/CB 복합재료는 CB의 농도가 높은 상과 CB의 농도가 낮은 두 상으로 분리가 된다. 두 상은 co-continuous phase 형태로 존재하여 CB의 농도가 높은 상은 서로 연결되어 있고 전도성 필러인 CB들이 접촉하여 연결된 전도길 (conductive path)이 형성되어 전기가 통하게 된다. 이 때 점도가 높은 고분자를 사용하면 더 높은 전단력이 작용하여 카본블랙 입자 하나 하나가 분산되어 전도길의 형성이 어렵고 결과적으로 전기전도도가 낮아진다고 한다.16 전도성 필러(filler)들의 분산이 너무 잘 되면 필러들이 따로 분리되어 서로간의 접촉이 어렵고, 필러들의 분산이 나쁘면 전도성 필러들이 응집되어 전도길이 형성되지 않는다. 중간 정도의 분산도(dispersion level)가 전도길의 형성에 유리하다.16
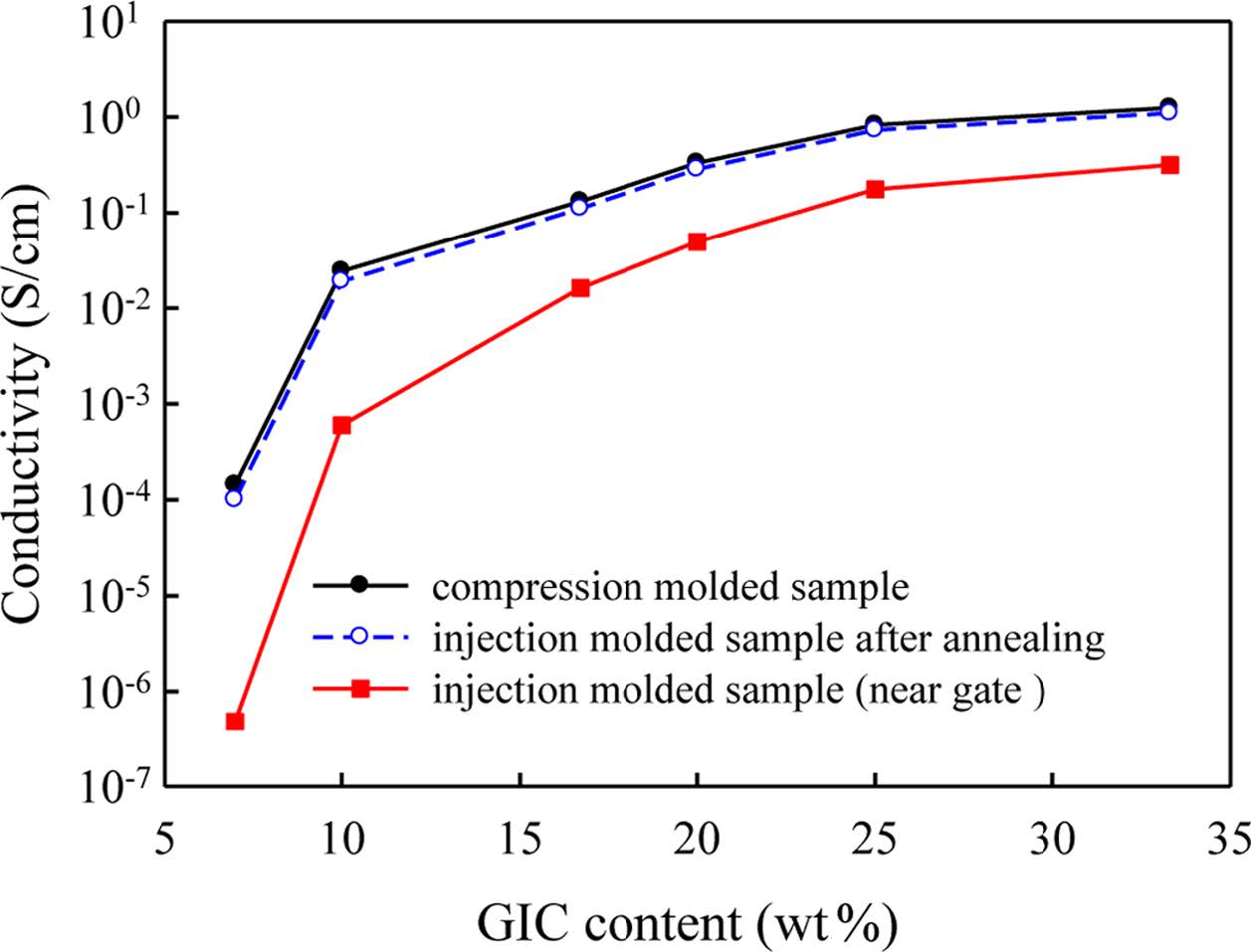
PC/GIC 복합재료의 경우에도 GNP 입자들이 연결되어 전도길이 형성되어야 전도성을 나타낼 수 있다. 고점도의 PC는 가공 시 GNP 입자에 높은 전단력을 주고 입자들의 분산도 (dispersion level)가 매우 높아져 전도길의 형성이 어려운 것으로 생각된다. 가공 방법에 따라서도 전기전도도의 차이가 뚜렷함을 볼 수 있었다. 압축 성형으로 제조한 시편이 사출성형으로 제조한 시편보다 높은 전기전도도를 보였다. 사출성형으로 제조된 시편에서는 위치에 따라 전기전도도가 차이가 나는 것으로 관찰되었는데 게이트에서 멀어질수록 전기전도도가 증가하는 것을 볼 수 있다. 이 연구에서 사용된 사출성형기는 일정한 유량(volumetric flow rate) 하에서 성형되는 방식이 아니라 일정한 압력(constant pressure)에서 작동되는 방식이기 때문에 사출이 진행되어 캐비티가 고분자로 채워지면서 점차적으로 고분자의 유입속도가 감소하게 된다. 따라서 고분자가 게이트를 지날 때보다 게이트에서 멀어질수록 유속이 점차로 감소한다. 이로부터 성형 시 전단 응력이 높을수록 전기전도도가 낮은 것을 알 수 있다.
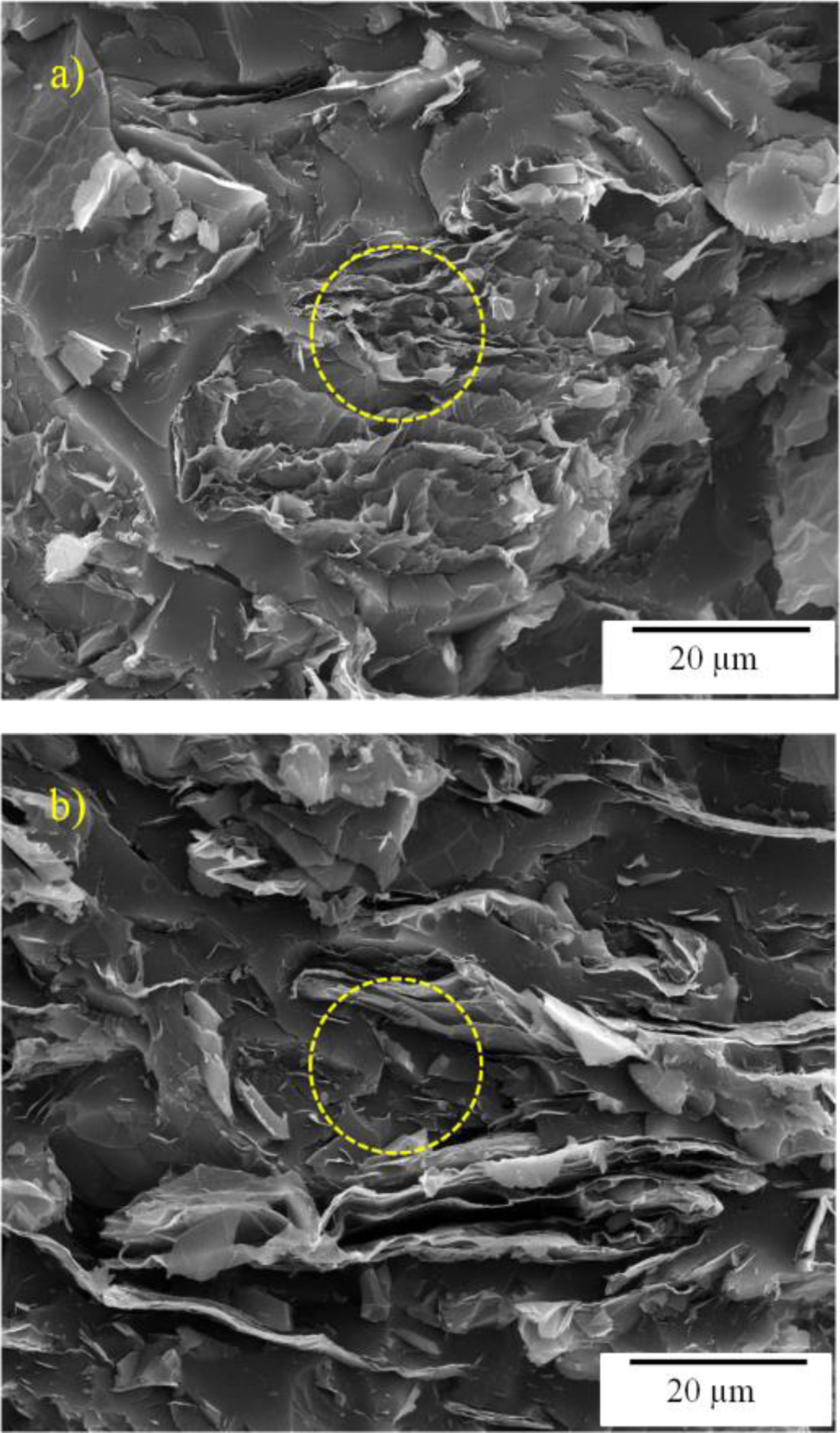
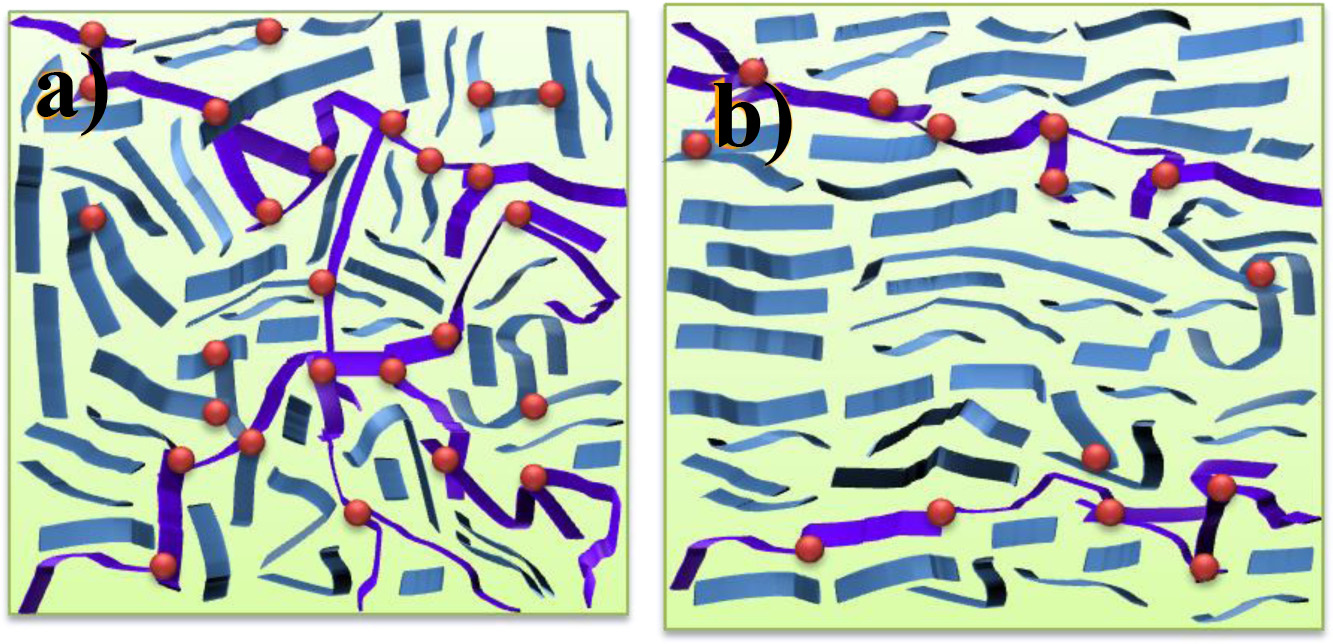
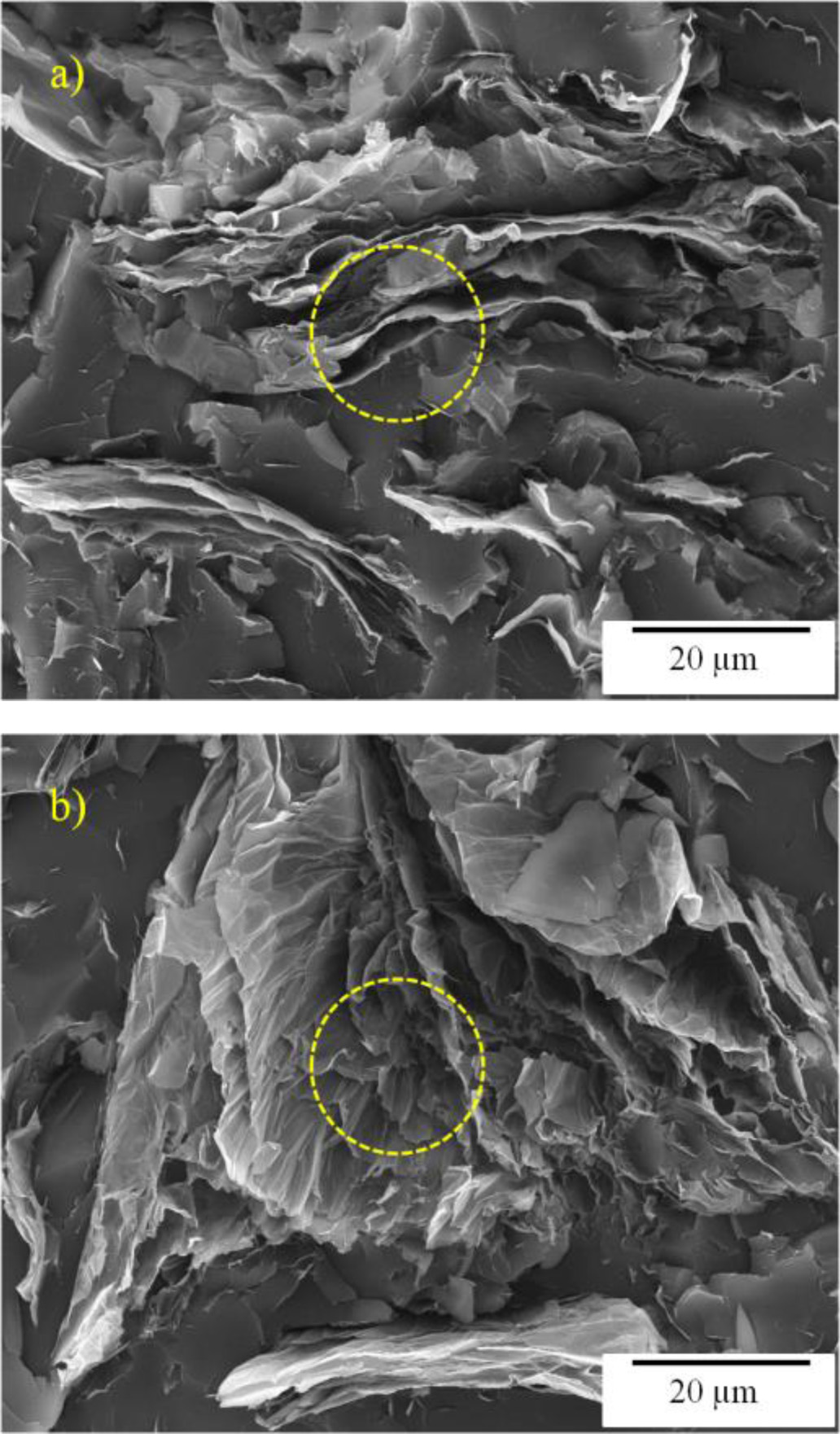
Figure 2에 압축 성형 및 사출 성형된 PC/GIC 복합재료의 파단면 SEM 사진을 나타냈다. Figure 3에 Figure 2의 SEM 사진에 해당되는 형태학의 schematic 그림을 나타냈다. 압축성 성형은 고분자 melt의 유동 속도가 매우 낮아 전단 속도가 0에 가까운 낮은 속도로 시편이 제조된다. 따라서 압축 성형에서는 흑연 나노층(GNP)들이 유동의 영향을 거의 받지않아 방향성 없이 무작위로 배열되고 서로 연결되는 구조를 보여준다. 이러한 이유로 전도길이 잘 유지되고 높은 전기전도도 즉 낮은 전기저항을 나타낸다. 그러나 사출 성형 공정은 충전 공정에서 금형 캐비티 내에 높은 전단 속도를 보이면서 흐르게 된다. 이로 인해 GNP 들이 흐름 방향으로 배열되어 전도길이 끊어진 것을 볼 수 있다. 이런 현상은 사출 시유속이 빠른 게이트 근처일수록 더욱 심한 것을 볼 수 있고 이로 인하여 전기전도도는 압축 성형 시편> near gate > middle > far from gate 순서로 감소하는 것을 알 수 있다.
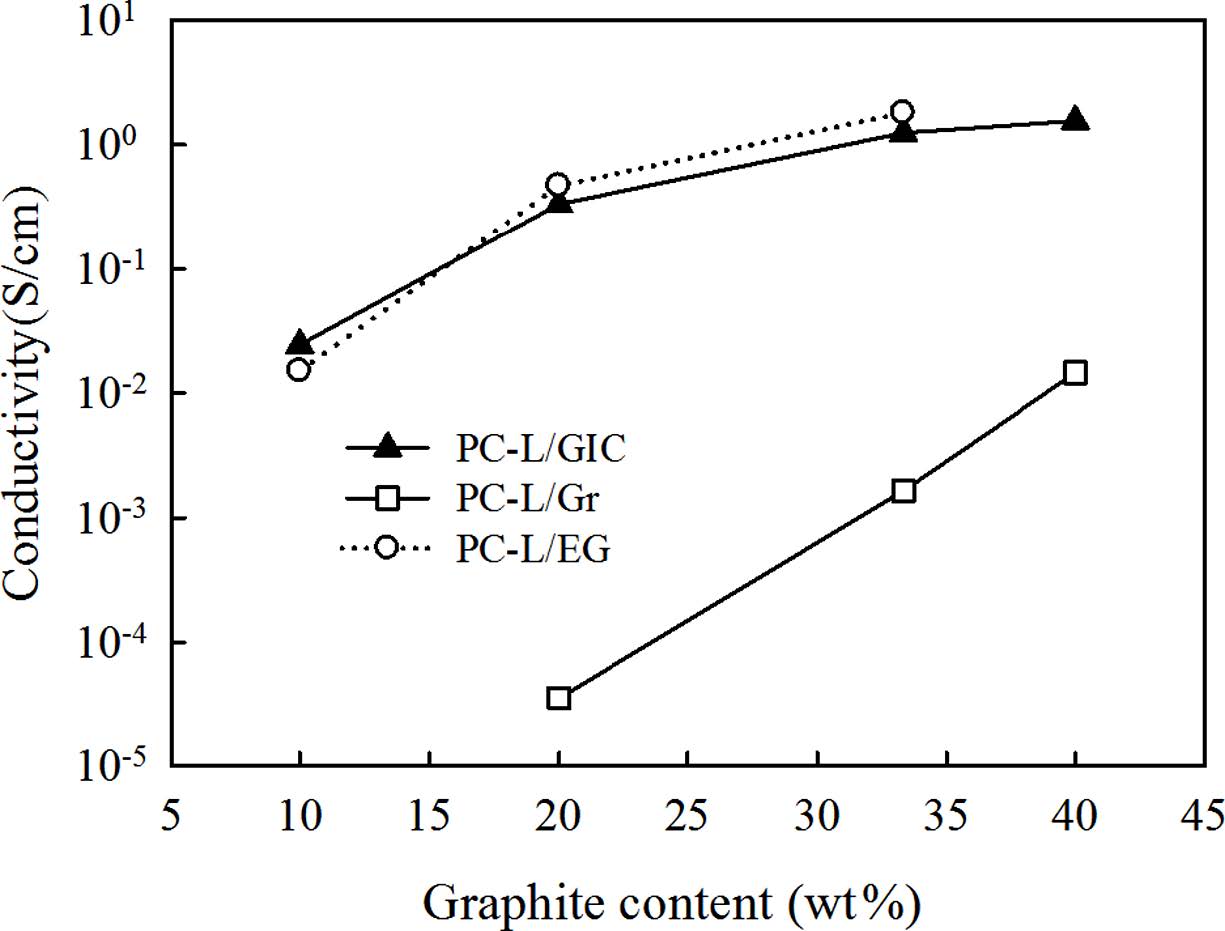
Figure 4에 GIC(graphite intercalated compound), EG(expanded graphite) 및 일반 흑연을 전도성 필러로 사용한 복합재료의 전기전도도를 비교하여 나타냈다. 동일한 질량 분율에서 세 흑연을 사용한 복합재료는 크게 다른 전기전도도를 나타냈다. GIC가 일반 흑연에 비하여 103~105 정도 높은 전기전도도를 보였는데 GIC가 팽창되어 GNP로 쉽게 분리가 되어 더 높은 분산도를 보이기 때문이다.18 같은 이유로 EG를 사용한 복합재료도 높은 전기전도도를 나타냈다. GIC는 복합재료를 제조하는 단계에서 팽창이 일어난 반면 EG는 이미 흑연 제조단계에서 팽창이 일어난 후 고분자와 혼합한다. 이 때문에 복합재료에서는 유사한 전기전도도를 보이지만 가공 시 GIC가 더 우수한 유동성을 보이는 것으로 판단된다(유동성 관련 내용은 뒤에 설명됨).
어닐링의 영향. 사출 성형된 시편을 어닐링한 시료의 전기전도도를 측정하였고 그 결과를 Figure 5에 나타냈다. 낮은 전기전도도를 나타냈던 사출 성형된 PC/GIC 복합재료가 어닐링을 거치면서 다시 압축 성형 시편과 동일한 전기전도도로 증가한 것을 볼 수 있다. Figure 6에 어닐링을 거치기 전과 후의 SEM 사진을 나타냈다. 사출 성형 시편에서 나타나는 GNP들의 배향과 이로 인해 GNP들의 접촉이 없는 구조에서 어닐링을 거친 후 GNP들의 배향이 무작위로 바뀌고 접촉이 이루어져 다시 전도길이 회복되는 것을 볼 수 있다. 어닐링 시 GNP들이 브라우니안 운동에 의해서 움직이기에는 GNP들의 크기가 너무 크다(~수십 μm). 사출 성형 시 배향된 고분자 사슬들이 고온에서 recoil되는 과정에서 GNP들도 따라 움직이면서 압축 시편과 동일한 미세 구조를 형성한 것으로 보인다. 이 결과로부터 유리 전이 온도 이상의 높은 금형온도에서 사출 성형을 하면 높은 전기전도도를 얻을 수 있을것으로 기대되는데 이는 급속 금형 가열 시스템과 같은 특수한 사출 성형 방법으로 가능하다.19
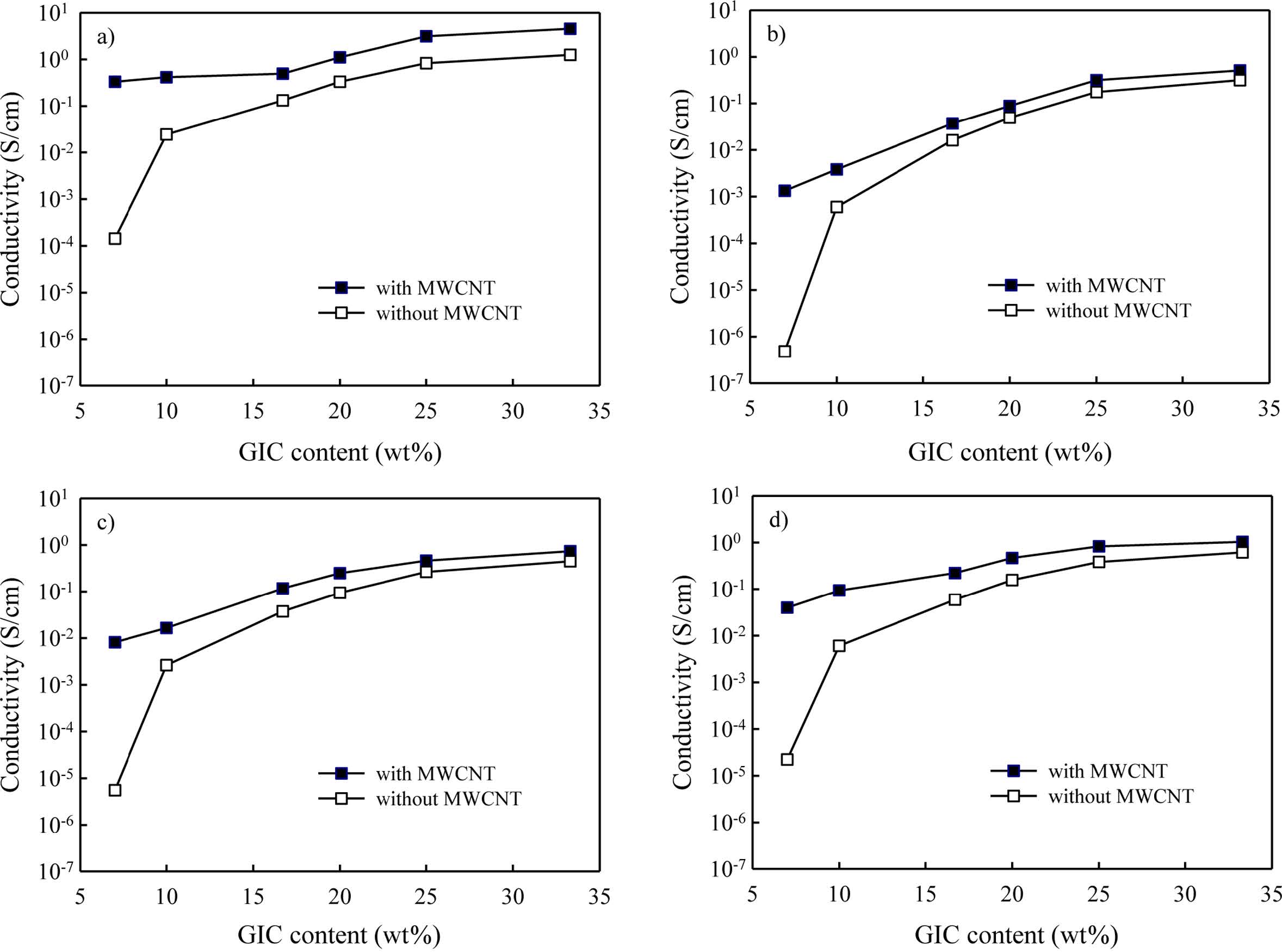
MWCNT 첨가의 영향. Figure 7에 PC/GIC/MWCNT 복합재료의 전기전도도를 나타냈다. PC/GIC에 소량의 MWCNT를 첨가함에 따라 전도도가 크게 증가하는 것을 볼 수 있다. 성형 조건, 성형 방법 및 조성에 따라 전도도의 증가 폭은 크게 영향을 받았다. GIC의 함량이 적어 전기전도도가 낮은 시료 들에서 MWCNT의 첨가에 따른 전기전도도의 증가가 컸으나 GIC의 함량이 증가할수록 전기전도도의 증가 폭은 점차 줄어들었다. 또한 가공 방법에 따라 그 증가 폭도 영향을 받았는데, 압축 성형으로 제조된 시편이 MWCNT의 첨가에 따라 전기전도도의 증가가 제일 컸고 사출 성형에서는 증가폭이 적었다. 또한 위치에 따른 영향도 가공시 전단 속도가 점점 감소하는 순으로 MWCNT의 첨가에 의한 영향을 받았다. 즉, 게이트에서 멀어질수록 MWCNT 첨가에 의한 전기전도도 증가가 컸다. 고분자에 소량의 MWCNT를 첨가하는 경우 전기전도도가 크게 증가하는 사실은 여러 연구자들이 보고하는 결과이다.20 MWCNT 첨가에 따른 전도도의 증가폭은 가공 조건에 크게 영향을 받는다고 보고되어 있다.21-23 고분자/전도성 필러 복합재료에서 전기가 통하는 원리는 전도 필러의 전도길의 형성에 그 기본 기구가 있다. 높은 전기전도도를 나타내려면 전도성 필러들이 서로간의 접촉을 통하여 연결되어 전도성 길(conductive path)이 형성되어야 한다. 너무 낮은 전도성 필러의 함량에서는 전도성 필러들이 연결될 가능성이 매우 낮기 때문에 전도도가 낮고 전도성 필러의 종횡비가 커질수록 같은 함량에서 전도길의 형성이 쉽기 때문에 종횡비가 클수록 전도도가 증가한다.24
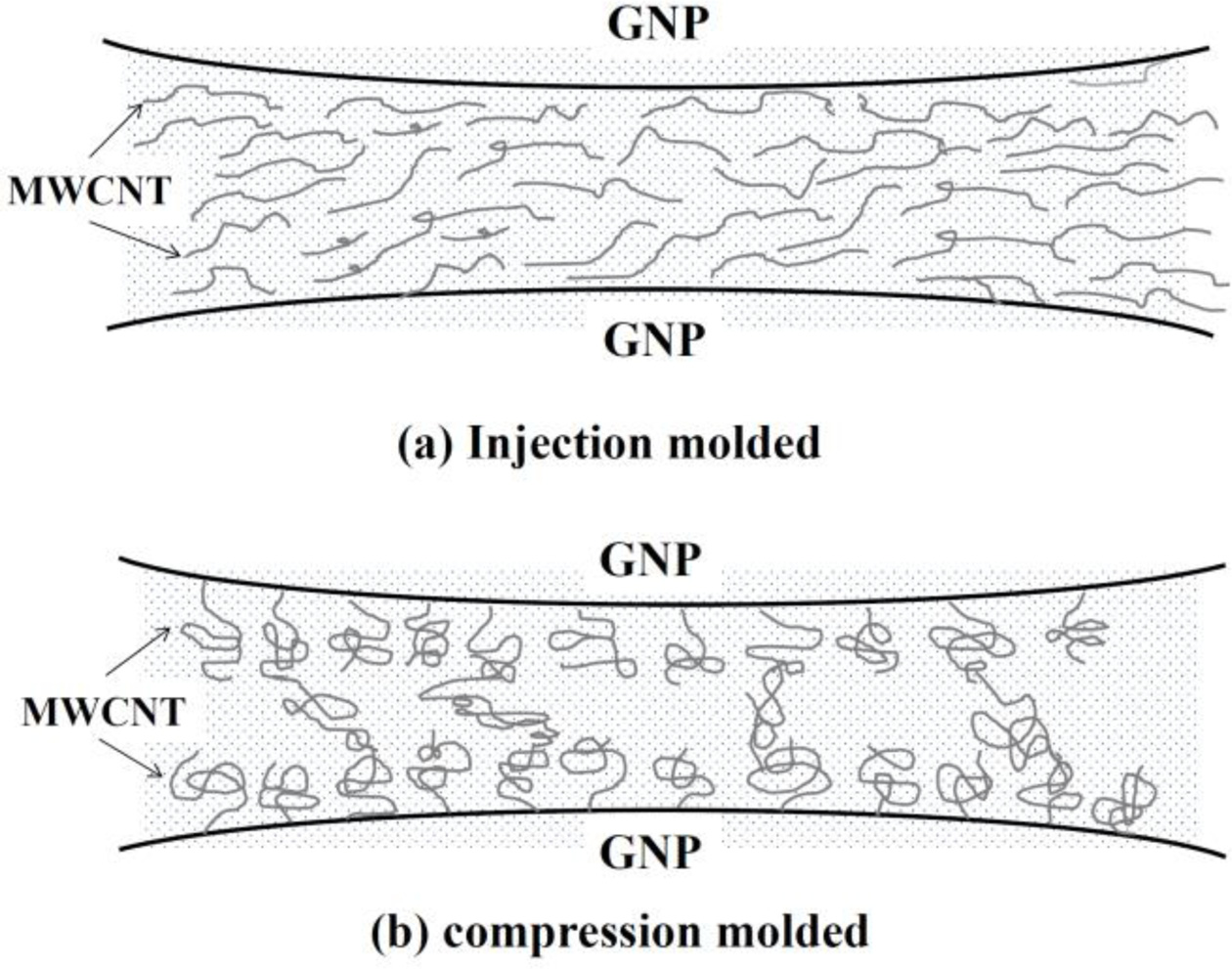
사출 성형 공정에서는 높은 전단 응력에 의하여 전도성 입자의 분산이 과도하게 되어 전도길의 형성이 어렵다. 따라서 낮은 사출온도, 높은 사출속도 및 매트릭스 고분자의 점도가 높을수록 고분자/MWCNT 복합재료의 전도도는 낮아진다.21 가공 시 응력이 높을수록(사출 성형 시편 중 near gate> middle > far from gate 순으로 가공 시 전단 응력이 높다.) MWCNT의 전도길 형성이 어렵고 이 때문에 MWCNT의 전기전도도 향상 효과는 점차적으로 적어지는 것으로 판단된다. 이를 설명하기 위하여 Figure 8에 schematic을 나타냈다. 압축 성형시편에서는 가공 시 매우 낮은 전단 응력이 작용하여 GNP층들의 배향이 거의 없고 서로 연결될 확률이 높다. 또한 GNP사이에 존재하는 PC/MWCNT에서도 MWCNT의 배향이 거의 없어 GNP 사이에 MWCNT들이 연결되는 구조를 나타내지만, 사출 성형 시편에서는 GNP 및 MWCNT들이 모두 흐름 방향으로 배열을 하게 되어 전도길의 형성이 어렵고 낮은 전기전도도를 보이게 된다.
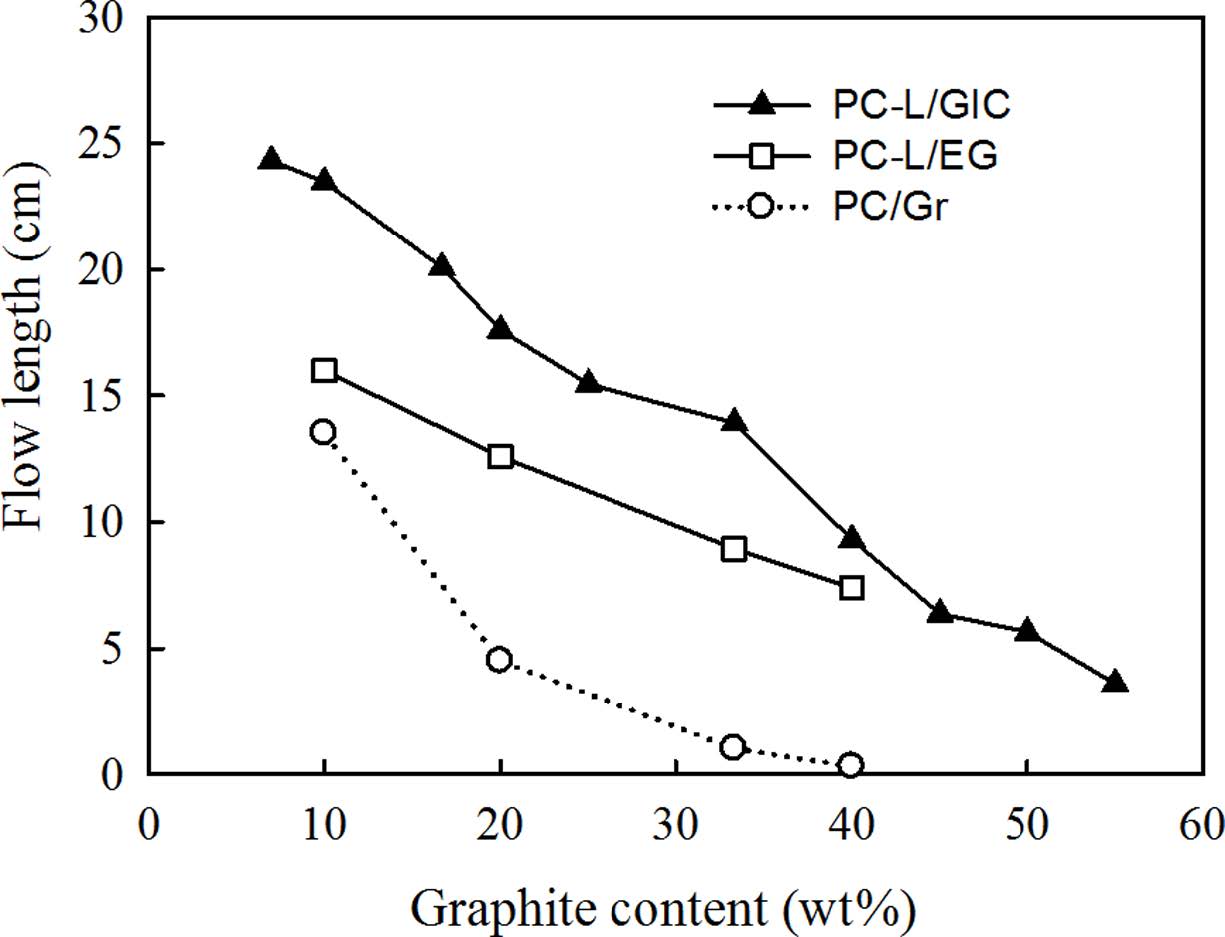
유동성. 양극판에 고분자/흑연 복합재료를 적용할 때 전기전도도를 높이기 위해 고함량의 흑연을 첨가한다. 이 경우 복합재료의 유동성이 낮아지는 문제가 발생한다. 유동성을 평가하기 위하여 스파이럴 플로우(spiral flow) 시험을 사용하여 유동성을 비교하였다. 스파이럴 플로우는 유로가 매우 긴 금형에 고분자를 사출하여 고분자가 흘러간 길이를 측정하는 시험 법이다. Figure 9에 팽창 흑연 및 GIC로 제조한 복합재료의 스파이럴 플로우 시험 결과를 조성의 함수로 나타냈다. 팽창 흑연에 비하여 GIC가 같은 농도에서 높은 유동성을 나타냈다. 이 연구에서 사용된 GIC는 흑연의 그래핀 여러 층사이에 bisulfate(HSO4-)들이 층간 삽입(intercalated)된 구조로 이루어져 있다. GIC와 PC를 이축 압출기에서 혼련 시 고온에서 층간 삽입돼 있던 bisulfate가 기화하면서 GIC 들이 여러 조각의 GNP들로 분리된다. GIC가 팽창에 의하여 부피가 급격히 커지고 이로 인해 사출 시 밀려가는 효과에 의하여 유동성이 팽창 흑연보다 우수한 것으로 판단된다. 압출 시 흑연의 팽창이 주로 발생하지만 압출 후 펠렛으로 제조된 복합재료를 재가열 시 부피 팽창이 또 한 번 일어났다.
이 연구에서 사용한 ASTM D256 규격의 충격시험편을 사출 성형 가능한 최고 농도는 40 wt%로 이때 전기전도도는 2~8 S/cm로 미국 에너지부에서 제시한 100 S/cm에는 못 미치는 수준이다. 따라서 일반적인 사출 성형 방법으로는 고속성형이 불가능하다고 판단되며 특수한 가공방법을 사용하여야 사출이 가능하다고 판단된다.
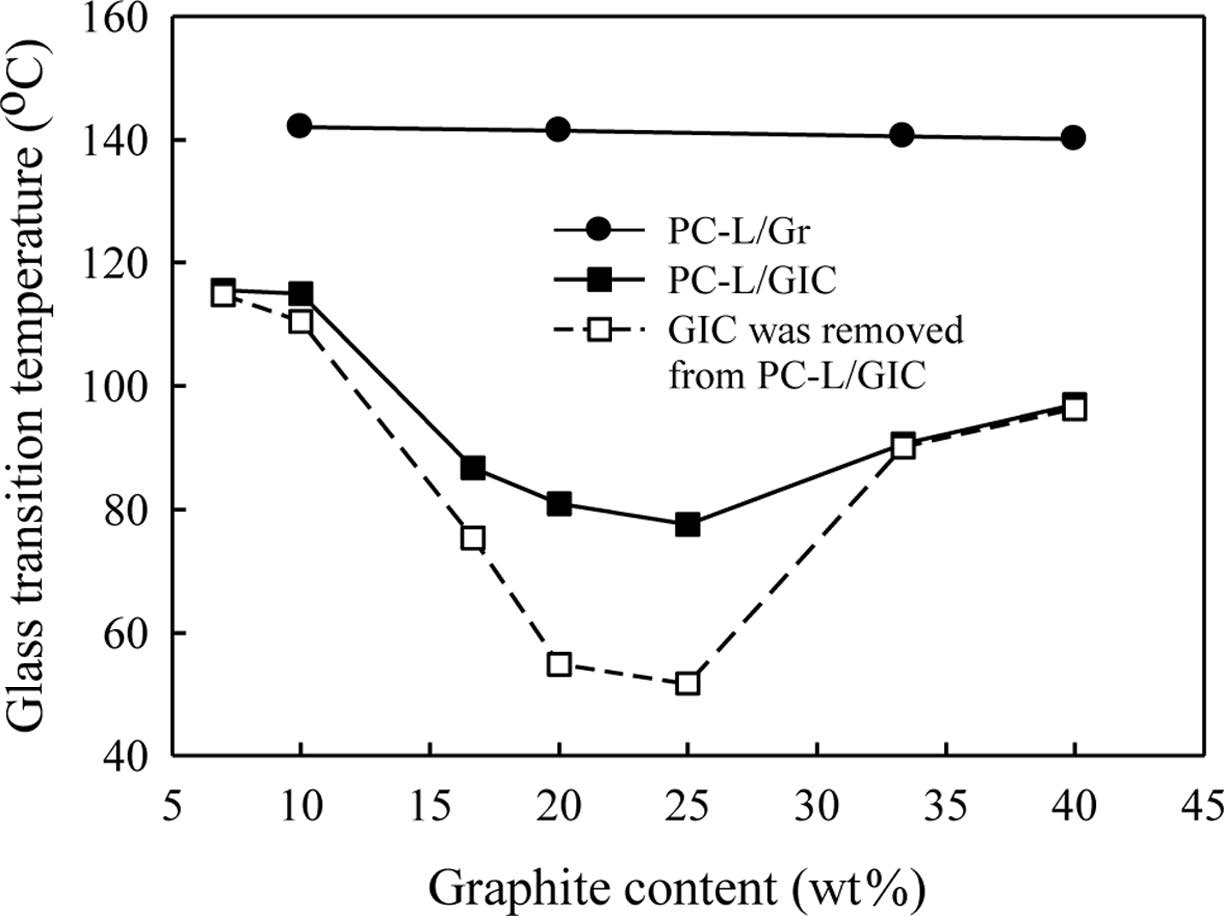
열적 성질 및 기계적 성질. 고분자와 고체 입자 사이에 상호 작용이 존재하면 고분자의 유리 전이 온도(glass transition temperature, Tg)가 변할 것으로 예상된다. Figure 10에 GIC와 일반 흑연으로 제조한 복합재료의 Tg를 나타냈다. PC/흑연 복합재료는 전체 조성에서 일정한 Tg를 나타냈고 그 값은 PC의 Tg와 일치하였다. 반면, PC/GIC 복합재료의 Tg는 GIC의농도에 따라 변화했고 PC의 Tg보다 낮았다. GIC의 첨가에 따라 Tg가 낮아진 것은 GIC에 존재하는 bisulfate의 작용에 의해 PC가 분해됐기 때문으로 추정된다. PC/GIC 복합재료를 클로로포름에 용해시키고 필터링에 의해 GIC를 제거한 후 Tg를 측정했을 때는 PC/GIC의 Tg보다 더 낮은 Tg를 나타냈는데 GNP의 존재가 매트릭스 고분자의 Tg를 증가시키는 것을 알 수 있다. 이로부터 GIC가 PC와 높은 상호작용을 하는 것을 알 수 있다. GIC의 층들이 잘게 부숴져서 수개의 그래핀 층들이 겹쳐져 있는 GNP로 분산이 되어서 고분자와 접촉면적이 늘어나서 생긴 결과로 보여진다.
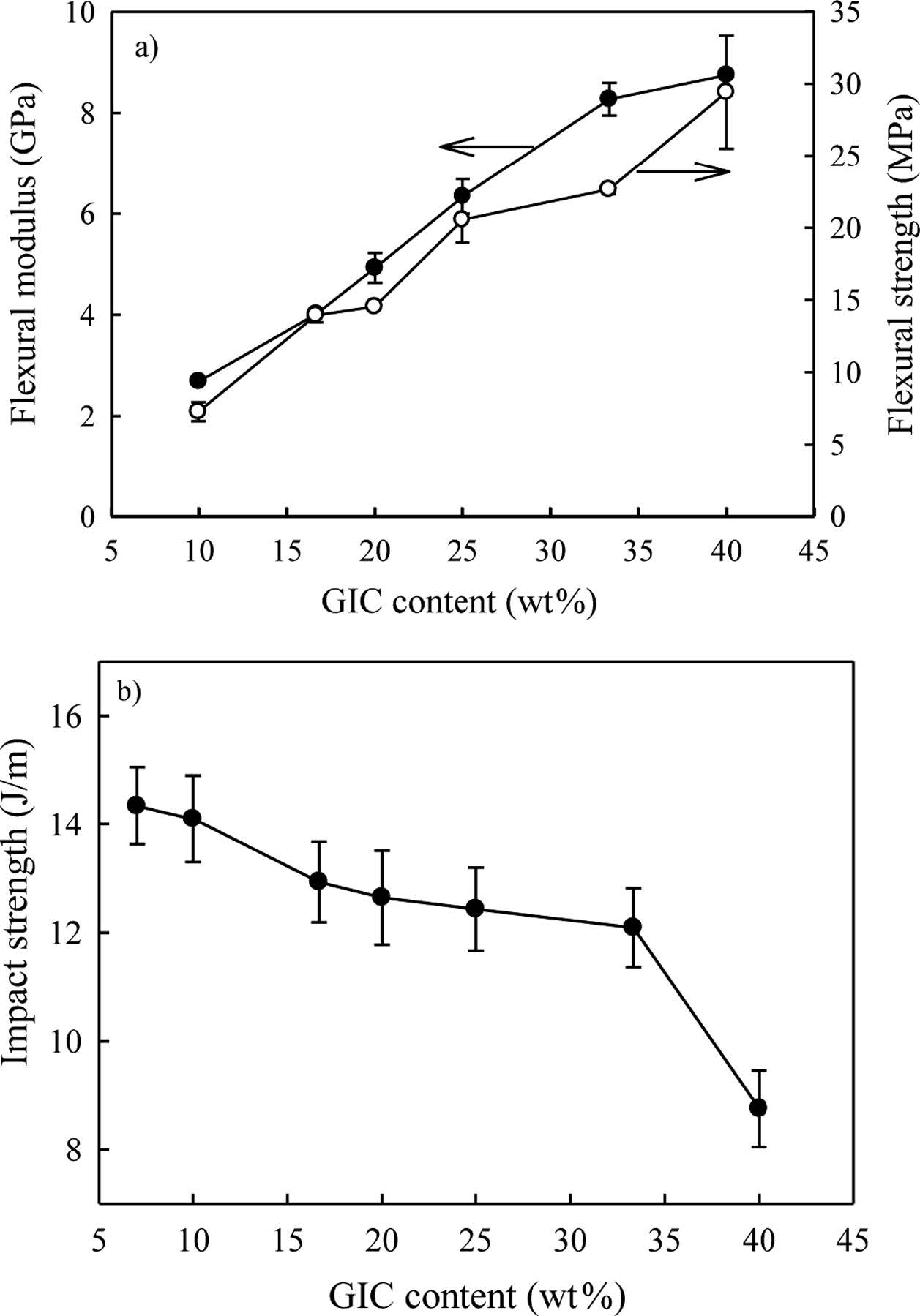
Figure 11에 PC/GIC 복합재료의 기계적 물성을 나타냈다. 굴곡 강도와 굴곡 탄성률은 GIC의 함량이 증가함에 따라 증가했다. 반면, 충격 강도는 GIC의 양이 증가할수록 감소하는 결과를 나타냈다. 고분자에 고체 입자를 첨가하여 복합재료를 제조하는 경우 고체 입자와 고분자의 접착 강도가 낮은 경우가 대부분이고 이로 인해서 충격 강도와 같은 연성(ductility)은 감소한다. 대부분의 경우 탄성률은 고체 입자의 첨가에 의하여 증가하지만 굴곡 강도나 인장 강도는 고체 입자의 함량이 증가할수록 감소하는 경우가 많다. 이 연구에서 사용된 PC/GIC 복합재료는 전 조성에서 yield 점을 보였는데 이는 GNP와 PC 사이의 접착 강도가 꽤 높다는 것을 의미한다. Tg 측정 결과에서도 GIC와 PC 사이에 상호 작용이있음을 알 수 있다. 따라서 일반 흑연에 비하여 GIC가 여러 측면에서 전도성 필러로서 좋은 역할을 함을 알 수 있었다.
|
Figure 1 Electrical conductivity of PC/GIC composites (a) high viscosity (b) low viscosity. |
|
Figure 2 SEM photos of PC-L/GIC composite with 20 wt% of GIC prepared by (a) compression molding; (b) injection molding process. |
|
Figure 3 Schematics for the morphology of PC-L/GIC composites. (a) compression molded; (b) injection molded samples. |
|
Figure 4 Electrical conductivity of compression molded sample with different types of graphite fillers. GIC: graphite intercalated compound, EG: expanded graphite, Gr: normal graphite. |
|
Figure 5 Electrical conductivity of injection molded PC-L/GIC before and after annealing. compression and injection molding temperature: 280 ℃ , annealing temperature: 280 ℃ . |
|
Figure 6 SEM photos of injection molded PC-L/GIC composite with 10 wt% of GIC (a) before; (b) after annealing. |
|
Figure 7 Electrical conductivity of PC-L/GIC (without MWCNT) and PC-L/GIC (with 4 phr of MWCNT) for injection molded sample at position (a) compression molded sample; (b) near gate; (c) middle; (d) far from gate. |
|
Figure 8 Schematics demonstrating the role of MWCNTs which build the conductive path between GNPs; (a) injection molded; (b) compression molded samples. |
|
Figure 9 Flow length tested by spiral flow test for PC-L/GIC, PCL/EG and PC-L/Gr composites. |
|
Figure 10 Glass transition temperature of PC/graphite composites. PC-L after removing GIC from PC-L/GIC. |
|
Figure 11 Mechanical properties of PC-L/GIC (a) flexural test; (b) impact test. |
가공 시 겪는 전단 응력이 높을수록 PC/GIC 복합재료의 전기전도도가 낮아지는 것으로 관찰되었다. 이는 GIC가 팽창되어 형성되는 GNP의 배향으로 전도길의 형성이 어려워서 생긴 결과라는 것을 SEM 관찰 결과에 의하여 확인하였다. PC/GIC에 소량의 MWCNT를 첨가했을 때 전기전도도는 크게 증가하였다. 그러나 가공 시 전단 응력이 높을수록 그증가 폭은 적었는데 이는 전단 응력에 의하여 MWCNT의 배향으로 전도길의 형성이 어려워지기 때문이다. PC/GIC의 가장 큰 장점은 유동성에 있음을 PC/팽창 흑연과의 비교를 통하여 확인하였다. GIC가 사출과정에서 열 팽창에 의해 금형에 밀려들어가는 형태의 유동 패턴을 보이고 이로 인해 더높은 유동성을 보이는 것으로 관찰되었다.
- 1. R. Sengupta, M. Bhattacharya, S. Bandyopadhyay, and A. K. Bhowmick, Prog. Polym. Sci., 36, 638 (2011).
-

- 2. J. J. Mack, L. M. Viculis, A. Ali, R. Luoh, G. L. Yang, H. T. Hahn, F. K. Ko, and R. B. Kaner, Adv. Mater., 17, 77 (2005).
-
- 3. W. G. Zheng, S. C. Wong, and H. J. Sue, Polymer, 43, 6767 (2002).
-
- 4. P. Xiao, M. Xiao, and K. C. Gong, Polymer, 42, 4813 (2001).
-
- 5. A. Yasmin, J. J. Luo, and I. M. Daniel, Compos. Sci. Technol., 66, 1182 (2006).
-
- 6. N. A. Kotov, I. Dekany, and J. H. Fendler, Adv. Mater., 8, 637 (1996).
-
- 7. R. Blunk, M. H. Abd Elhamid, D. Lisi, and Y. Mikhail, J. Power Sources, 156, 151 (2006).
-
- 8. L. Du and S. C. Jana, J. Power Sources, 172, 734 (2007).
-
- 9. S. I. Heo, K. S. Oh, J. C. Yun, S. H. Jung, Y. C. Yang, and K. S. Han, J. Power Sources, 171, 396 (2007).
-
- 10. L. N. Song, M. Xiao, X. H. Li, and Y. Z. Meng, Mater. Chem. Phys., 93, 122 (2005).
-
- 11. L. N. Song, M. Xiao, and Y. Z. Meng, Compos. Sci. Technol., 66, 2156 (2006).
-
- 12. G. H. Chen, W. G. Weng, D. J. Wu, and C. L. Wu, Eur. Polym. J., 39, 2329 (2003).
-
- 13. F. M. Uhl, Q. Yao, H. Nakajima, E. Manias, and C. A. Wilkie, Polym. Deg. Stab., 89, 70 (2005).
-
- 14. J. W. Shen, X. M. Chen, and W. Y. Huang, J. Appl. Polym. Sci., 88, 1864 (2003).
-
- 15. Y. X. Pan, Z. Z. Yu, Y. C. Ou, and G. H. Hu, J. Polym. Sci., Part B: Polym. Phys., 28, 1626 (2000).
-
- 16. W. Zhang, A. A. Dehghani-Sanij, and R. S. Blackburn, J. Mater. Sci., 42, 3408 (2007).
-
- 17. R. Socher, B. Krause, M. T. Müller, R. Boldt, and P. Pötschke, Polymer, 53, 495 (2012).
-
- 18. D. Yao, S. Chen, and B. H. Kim, Adv. Polym. Technol., 27, 233 (2008)
-
- 19. W. Bauhofer and J. Z. Kovacs, Compos. Sci. Technol., 69, 1486 (2009).
-
- 20. T. Villmow, S. Pegel, P. Pötschke, and U. Wagenknecht, Compos. Sci. Technol., 68, 777 (2008).
-
- 21. S. Abbasi, P. J. Carreau, and A. Derdouri, Polymer, 51, 922 (2010).
-
- 22. P. Pötschke, H. Brünig, A. Janke, D. Fischer, and D. Jehnichen, Polymer, 46, 10355 (2005).
-
- 23. H. Cruz and Y. Son, J. Nanosci. Nanotechnol., 18, 943 (2018).
- 24. R. Sengupta, M. Bhattacharya, S. Bandyopadhyay, and A. K. Bhowmick, Prog. Polym. Sci., 36, 638 (2011).
-
- Polymer(Korea) 폴리머
- Frequency : Bimonthly(odd)
ISSN 0379-153X(Print)
ISSN 2234-8077(Online)
Abbr. Polym. Korea - 2023 Impact Factor : 0.4
- Indexed in SCIE
 This Article
This Article
-
2019; 43(2): 188-195
Published online Mar 25, 2019
- 10.7317/pk.2019.43.2.188
- Received on Aug 23, 2018
- Revised on Nov 30, 2018
- Accepted on Nov 30, 2018
Services
Shared
Correspondence to
- Younggon Son
-
Division of Advanced Materials Science and Engineering, College of Engineering, Kongju National University, Cheonan, Chungnam 331717, Korea
- E-mail: sonyg@kongju.ac.kr
- ORCID:
0000-0003-1601-7280
Hyecheon Building(Room 601), #354, Gangnam-Daero, Gangnam-Gu, Seoul 06242, Korea
TEL : 82-2-568-3860, 561-5203, 569-3860 FAX : 82-2553-6938 E-mail: polymer@polymer.or.kr