





- Relationship between Crosslinking and Surface Mechanical Properties of UV Curable Coatings for Automotive Interior Plastic Parts
So Hyun Kim*,#, Dong Geun Lee*,#, Ji Won Lee**, Dae Geun Oh*,***, Intae Son****, Jun Hyup Lee****, Hyunjung Kim**,†
 , and Hyun Wook Jung*,†
, and Hyun Wook Jung*,† *Department of Chemical and Biological Engineering, Korea University, Seoul 02841, Korea
**Materials Development Center, Hyundai Motor Company, Hwaseong 18280, Korea
***Research and Development Center, NOROO BEE Chemical Cooperation, Cheonan 31094, Korea
****Department of Chemical Engineering, Myongji University, Yongin 17058, Korea- 자동차 내장 플라스틱 파트 코팅을 위한 UV 경화형 코팅액의 가교와 표면의 기계적 물성과의 상관관계
김소현*,# · 이동근*,# · 이지원** · 오대근*,*** · 손인태**** · 이준협**** · 김현정**,†
· 정현욱*,† *고려대학교 화공생명공학과, **현대자동차 재료개발센터, ***노루비케미칼 연구개발센터, ****명지대학교 화학공학과
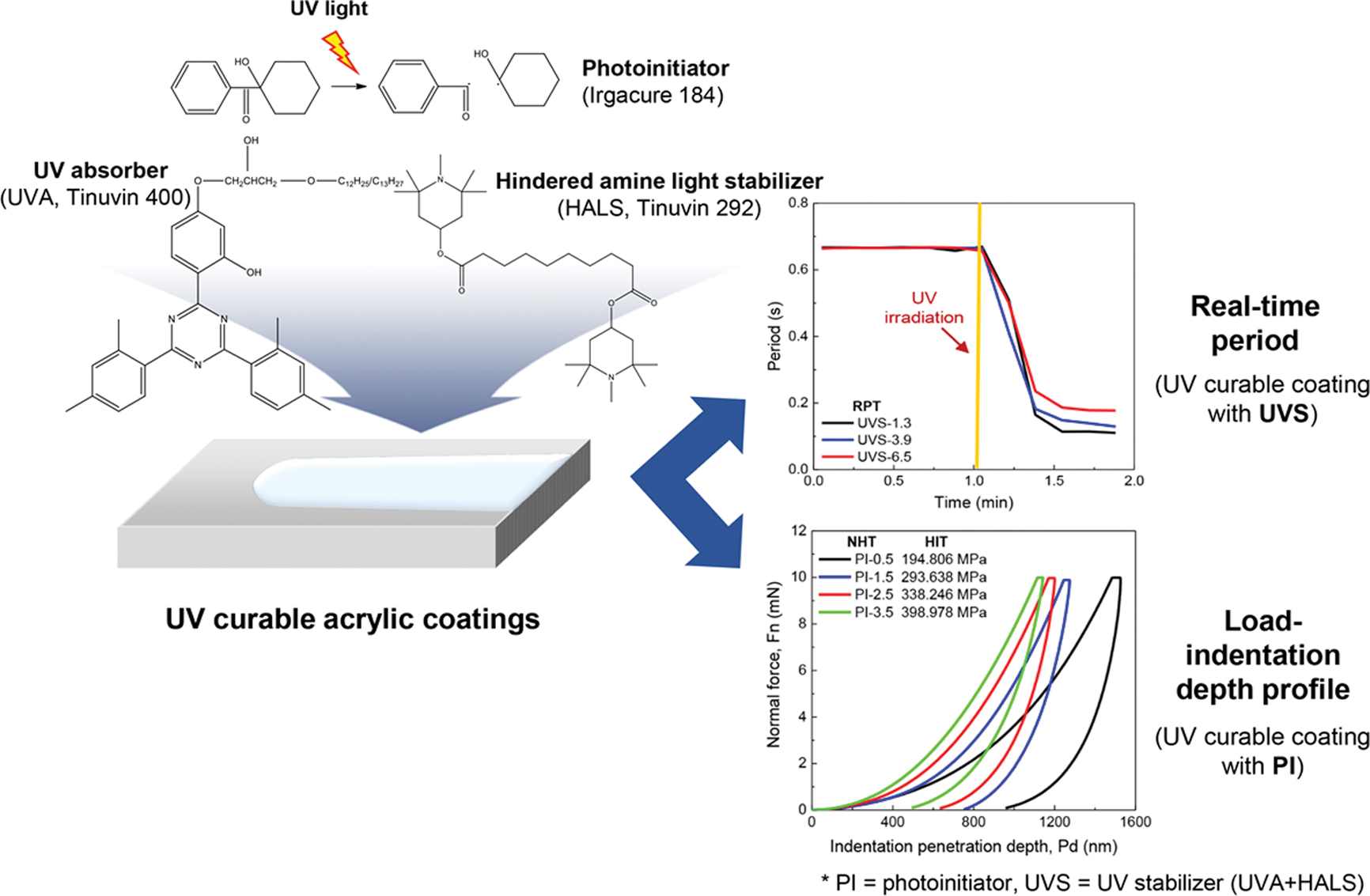
UV curable coatings for
automotive interior plastic parts are composed of acrylate monomer and urethane
acrylate oligomer. In this study, the real-time UV curing behavior and the
mechanical properties of the coating surfaces were scrutinized by adding
additives such as photoinitiator, UV stabilizer including UV absorber and HALS,
and matting agent to UV curable coatings. The curing behavior of UV curable
coatings was interpreted based on the changes in surface properties, depending
on the applicable actual curing conditions. The curing behavior was checked by
a rigid-body pendulum tester and FTIR. The mechanical properties of coatings,
such as hardness and scratch resistance, were measured via
nano-indentation and nano-scratch testers. The optimum curing conditions were
selected using measurement tools and the role of the additives for establishing
the correlation between the curing dynamics of coatings for interior plastic
parts and properties of cured films was systematically elucidated
자동차용 내장 플라스틱 파트에 적용되는 UV 경화형 도료는 아크릴레이트 단량체와 우레탄 아크릴레이트 올리고머로 구성되어 있다. 본 연구에서는 UV 경화형 도료에 광개시제, 자외선 흡수제와 HALS계 자외선 안정제를 포함하는 내광 첨가제
및 소광제 등 다양한 첨가제들을 첨가함으로써 실시간 UV 경화 거동과 경화 이후 코팅 표면의 기계적
물성들의 변화를 고찰하였다. 각 UV 경화형 도료의 경화
거동은 적용가능한 실제 공정 조건 범위에 따라 표면 물성 변화를 토대로 해석되었다. 경화 거동은 강체
진자형 물성 측정기로 확인되었고, 경화 정도는 푸리에 변환 적외선 분광법(FTIR)을 활용하여 분석하였다. 나노 인덴테이션과 나노 스크래치
측정기를 사용하여 경도, 스크래치 저항성 등 기계적 표면 물성을 측정하였다. 이와 같은 분석 과정을 통해 최적의 경화 공정 조건을 선정했으며, 내장
플라스틱 파트에 적용될 도료의 경화 거동과 경화 이후 특성 간 상관관계에 대한 첨가제의 역할을 체계적으로 규명하였다
UV curing behavior and surface mechanical properties of UV
curable acrylic coatings with various additives (photoinitiator, UV absorber,
hindered amine light stabilizer, and matting agent) for automotive interior
plastic parts were described.
Keywords: automotive interior plastic parts, UV curable coatings, real-time curing behavior, nano-indentation, nano-scratch test
본 연구는 현대자동차그룹과 산업통상자원부의 산업기술혁신사업(No.
10067082)의 지원으로 수행되었기에 이에 감사드립니다.
세계적으로 산업의
다변화와 환경에 대한 관심이 고조되고 있는 가운데 도료 코팅 산업도 고기능 고부가가치 제품으로의 전환을 빠르게 추진하고 있다. 이와 함께
volatile organic compounds(VOCs) 저감 정책으로 도료에서 유기용제 사용량을 줄이려는 노력이 강화되고 있다.1
파우더 코팅 시스템, 수성 코팅 시스템, ultra violet(UV) 경화 시스템과 같은 대체 코팅 기술이 이를 주도하고
있으며, 이 중 UV 경화 공정을 통한 도료 물성 개선이 가장 주목받는 대안 중 하나로 고려되고 있다. 최근 보편적인 열경화성 코팅의 대안으로
관심의 대상이 되고 있는 UV 경화 시스템은 가전 제품, 자동차 외장 플라스틱 부품 뿐만 아니라 접착제, 유리 섬유 와이어 코팅, 음료 캔 내외부,
전자 부품, 전조등 미러 및 자동차 부품용 플라스틱 코팅 등 다양한 응용 분야로 확장되고 있다.2 또한 UV 경화 시스템은
가교 결합 반응으로 인해 물리적 내구성이 매우 우수한 코팅을 생성할 수 있으며, 코팅 표면을 가교 결합 정도에 따라 단단하거나 유연하게 조절할
수 있는 장점을 지니고 있다.3 일반적으로 도료는 오븐을 이용해 열경화시키는 방법이 대부분이지만, UV 도료는 UV 램프를
통해 순간적으로 빛에 의해 경화되어 별도의 열 공정이 필요하지 않으므로 에너지를 절감할 수 있으며, 용제의 사용량이 적거나 거의 없어 환경적 측면에서
우수하다. 무엇보다도 UV 도료는 경화 이후 도막 물성이 우수하여 광택, 경도, 내약품성 및 내오염성 등이 타 도료에 비해 우수하며, 순간적인
반응성으로 인해 단시간 내에 대량생산이 가능한 장점을 갖고 있다. 이러한 다양한 장점들로 인해 UV 도료는 일반 도료의 단점을 보완해주는 방식으로
개발되고 있다.4-6
하지만, UV 도료는 일반
열경화성 도료에 비해 비용적인 측면에서 불리하며, 자외선 흡수 및 투과에 의해 반응이 진행되기 때문에 안료가 포함된 코팅액의 경우, 경화가 까다로워 코팅의 색상 표현이 제한될
수 있다. 또한 요철이 있는 표면에서는 자외선의 조사가 균일하지 않아 경화가 고르지 못하게 되는 단점이 있다. 최근 코팅 색 재현을 위한 광개시제나
안료 및 첨가제를 통한 UV 조사 시스템의 개선, 신규 UV 흡수제 및 안정제의 개발로 인해 이러한 문제점을 해결할 수 있을 것으로 보인다.2
현재 전체 도료 시장에서 UV 도료의 점유율은 아직 낮은 수준이지만, 모바일 기기, 가전제품, PVC, 화장품 용기 등으로 적용 분야가 빠르게 확대되고 있으며, 특히 자동차 내외장재
등에서 지속적인 성장을 보여주고 있다.5,7
자동차 산업에서는
소재의 경량화를 통해 연료 효율을 향상시켜 환경 오염을 줄이는 것을 목표로 하기 때문에, 많은 금속성 파트가 가볍고 다루기 쉬운 플라스틱 소재로
대체되고 있는 상황인데, 대표적으로 치수 안정성과 접착력이 우수한 polycarbonate(PC)나
acrylonitrile-butadiene-styrene(ABS) 등의 플라스틱 재료가 자동차 내장재로 널리 사용되고 있다. 이에 도료 소재의 지속적 개발과 더불어 자동차용 플라스틱
재료의 UV 경화 코팅에 대한 연구가 활발하게 진행되고 있다.8,9 자동차 내장 플라스틱 파트는 사출 공정 후 도장 및
도금을 거쳐 완성되는데, 이들 공정은 고가이고 시간이 많이 소요될 뿐만 아니라, 스크래치에 취약한 측면이 있어서 표면 경도를 높이기 위한 UV
경화 코팅 기술이 지속적으로 개발되고 있는 추세이다. 특히, 플라스틱 기재의 UV 경화 코팅에 관련된 연구는 코팅층 내 가교 밀도를 증가시킴으로써
스크래치 내성 및 복원력 향상 기술의 관점에서 도료의 배합을 최적으로 설계하는데 중점을 두었다.7,10
일반적으로 UV 도료는
VOC 저감 정책을 충족시키기 위해 아크릴레이트(acrylate) 기반의 반응성 있는 올리고머(oligomer) 또는 전구체(pre-polymer)를 함유한다. 전구체들은
에폭시 아크릴레이트(epoxy acrylate), 우레탄 아크릴레이트(urethane acrylate), 폴리에스터 아크릴레이트(polyester acrylate), 폴리에테르 아크릴레이트(polyether acrylate)처럼
서로 다른 사슬 구조를 갖는 몇 가지 유형들로 나뉘는데, 특히 우레탄 아크릴레이트 계의 경우, 경화 반응 후 양호한 코팅 특성을 제공하는 합리적인
설계가 가능하기 때문에 보편적으로 사용되고 있다.11 현재까지 자동차 도료 응용과 관련된 일반 도료 및 UV 도료의 물성 연구는
대부분 외장 파트 적용에 대한 것으로, 자동차용 내장 플라스틱 파트의 적용에 대한 결과는 거의 보고된 바가 없다. 최근 적절한 가교도와
동시에 부드러운 질감 구현을 위한 자동차 내장재의 코팅 도료를 위해 폴리에스터-폴리아크릴레이트 혼합 수지와 이소시아네이트 계열의 가교제를 사용하여
관능기 비율(NCO/OH ratio)에 따른 경화 과정 중 가교 특성과 경화 이후 도막의 열적 및 기계적 물성을 비교한 연구가 보고되었다.12,13 또한
개발된 폴리에스터-폴리우레탄 분산액과 친수성으로 개질된 폴리이소시아네이트가 가교 결합된 수성 코팅 시스템(2K-PUR)은 적절한 양의 -OH 그룹을 함유하고
있어 효과적인 화학적 가교 결합에 의한 기계적 물성을 보장하고, 친수성으로 개질된 폴리이소시아네이트의 사용을 통해 부드러운 질감을 동시에 제공해줌으로써
자동차 내부뿐만 아니라 바닥 코팅, 부식 방지 등 다른 응용 분야에서의 적용 가능성을 제시한 바 있다.14
이에 본 연구에서는 자동차 내장 플라스틱 파트로 개발된 UV 도료의 경화 거동과 기계적 물성 분석결과를 바탕으로 현업에서 적용가능한 최적의 경화 공정 조건을 도출하고자
하였다. 즉, 광세기,
UV 조사 시간, 건조 온도, 도막 두께의 실제
조건 하에서 총 광량 조건을 선정한 후, 광개시제, 내광
첨가제, 소광제 등 각종 첨가제 함량에 따른 UV 도료의
경화 특성을 제시하였다. 또한 경화 과정 중 측정되는 가교 반응 거동과 경화 이후 기계적 물성들을 비교하여 UV 도료의 경화 전후 물성의 상관관계를 규명하고자 하였다.
UV 경화형 클리어코트 도료 제작. UV 경화형 클리어코트 도료는 Table 1에서와 같이
우레탄 아크릴레이트 올리고머, 아크릴레이트 단량체와 용매 등의 혼합물로 구성되어 있다. 주성분은 우레탄 아크릴레이트로 우레탄과 아크릴 관능기가
함유된 반응성 고분자 물질이며, 우레탄 아크릴레이트 올리고머는 첨가제가 포함되지 않은 UV 도료 전체 양의 25 wt%가 첨가되었고, 3~4개의 아크릴레이트 그룹이 함유된
아크릴레이트 단량체는 20 wt%, 2개의 아크릴레이트 그룹을 가진 단량체는 5 wt%가 첨가되었다. 아크릴레이트 단량체는 점도 및 가교
정도를 조절하기 위해 첨가되었다. 에스터 타입의 용매가 50 wt%를 차지한다.
상용화된 UV 도료 내 올리고머와 단량체 간 조성비를 기반으로 도료의 기본
특성을 위해 추가되는 여러 첨가제들이 경화 거동 및 표면 물성에 어떠한 효과를 발휘하는지 고찰함으로써 최적 UV 경화 공정 조건을 도출하는 실험을
중점적으로 수행하였다. 첨가제로는 UV 도료에 소량 첨가되어 단량체 및 올리고머가 UV 조사 조건에서 광중합 반응을 하도록 도와주는 역할을 하는
광개시제(photoinitiator, PI)와 코팅제의 내구성을 향상시켜 주는 자외선 흡수제(UV absorber, UVA), 광택 감소, 박리
및 색 변화에 대한 보호 기능을 제공하는 HALS계 자외선 안정제(hindered amine light stabilizer, HALS)를 포함하는
내광 첨가제(UV stabilizer, UVS), 도료 표면의 광택을 감소시켜 주는 소광제(matting agent, MA)가 사용되었다.15-17
UV 도료에 첨가되는 각종 첨가제(PI, UVS, MA)의 상호명 및 제조사에 대한 정보를 Table 2에 제시하였다. 본 실험에 사용된 UV
도료와 일부 첨가제들의 화학 구조는 Figure 1에 제시되었다.
Table 3에 정리되어
있는 첨가제별 다양한 함량 변화는 Table 1에 주어진 기본적인 코팅액의 양 기준으로 코팅액 샘플들은 첨가제와 함량을 연결하여 명명되었다.
경화 조건 및 다양한 물성 분석 방법. 기본적인 UV 도료와 광개시제만을 이용하여
Table 3에 제시되어 있는 실제 적용되는 경화 조건을 기준으로 최적의 총광량 조건을 선정하였고, 제시된 공정 조건 하에서 광개시제, 내광 첨가제,
소광제 등의 첨가제 함량에 따른 물성 변화를 비교 분석하였다. 먼저, 최적의 총광량 선정을 위해 동일한 함량의 광개시제를 첨가하여 총광량
1000/1500/2000 mJ/cm2로 실제 경화 조건 기준
내에서 변화를 주었고, 유변 물성과 표면 기계적 물성의 분석 결과를 통해 선정된 총광량 조건 하에 광개시제 0.5/1.5/2.5/3.5 wt%의 함량을 수지에 첨가하여 마찬가지로 앞서 이용한
분석방법을 거쳐 최종적으로 광개시제 함량을 선정하였다. 또한 내광 첨가제(1.3/3.9/6.5 wt%), 소광제(1/5/9 wt%)를 각각 실제 공정 조건 범위에 맞게 설계하여
기선정된 광개시제(3.5 wt%)가 함유된 수지에 첨가하여 분석하였다.
본 연구에서는 첨가제
종류 및 함량별 경화 전후의 물성 분석을 통해 각 첨가제의 역할과 효과를 확인하였고, 공정 범위 내 각 첨가제별 최적 조건 및 함량을 도출하고자
하였다. UV 경화 실험의 기본 조건은 광 세기 110 mW/cm2, IR 건조 조건 60 oC×4 min, 도막 두께 20 μm이다. IR 건조 조건은 온도와 건조 시간에 따라 용매가
건조되면서 코팅 두께 층의 차이가 발생하게 되므로 중요한 공정 변수 중의 하나임을 언급하고자 한다.
다양한 코팅액들의
경화 거동 분석을 위해 강체형 진자 물성 측정기(rigid-body pendulum tester, RPT-3000W, A&D,
Japan)를 활용하였고, 푸리에 변환 적외선 분광법(Fourier-transform infrared spectroscopy, FTIR)을 통해
UV 경화 정도를 정성적으로 측정하여 경화 거동 분석과의 상관관계에 대해서 연구하였고, 코팅 표면의 기계적 물성 분석을 위해 나노 인덴테이션(NHT3, Anton Paar
Tritec SA, Switzerland)과 나노 스크래치 측정기(NST3, Anton Paar Tritec SA,
Switzerland)를 사용하였다.
경화 과정에서의 강체 진자형 물성 분석. UV 조건에서 도료의 경화 거동을 비교하기 위해 강체형
진자 물성 측정기 (RPT)가 사용되었으며, RPT의 구조와 주요 특징은 Figure 2(a)에 나타내었다. 먼저 금속판 위에 바코터를 사용하여
코팅액을 일정 두께로 도포한 후 heating block 위에 올려 놓은 뒤 코팅액 위에 knife-edge type의 강체 진자를 설치한다.
이후 실험에서 RPT 장비에 부착되어 있는 전자석의 힘에 의해 밀려난 진자가 주기적으로 움직이며, Figure 2(b)와 같이 자유 진동 패턴에서의
진동 주기와 진폭을 측정한다.18 먼저, 본 연구에서는 도료내 용제를 증발시키기 위해 60 oC에서 4분간 건조 과정을 거친 후, 실제 공정과 유사한
경화 과정을 구현하기 위해 heating block을 교체하여 RPT 밑 기판의 온도를 30 oC까지 낮추고 추가로 1분을 더 유지하였다. 그 이후
UV 램프 광원 장치인 EXECURE 4000에 연결된 광섬유 케이블 튜브의 spot형 경화기를 통해 knife-edge형 pendulum 주변
도료에 직접 UV를 조사하였다(Figure 2(a)). 경화 이전의 액상 코팅층은 진자 움직임에 대한 유동 저항이 작기 때문에 진동 주기와 진폭
변화가 거의 없지만, 경화가 진행될수록 유동에 대한 저항이 커지게 되고 진자가 움직일 때 필요한 힘이 점차 증가하게 되면서 Figure
2(b)와 같이 진동 주기가 점차 짧아지게 된다. 또한 경화 밀도의 변화는 진폭의 차이를 초래하며, 진동 주기의 감소로 이어지기 때문에 UV 조건
하에서 실시간 경화 거동을 파악할 수 있다.
FTIR를 통한 UV 경화 거동 분석. UV 도료와 광개시제가 포함된 반응성 코팅액에 UV를
조사하게 되면 자유 라디칼 중합에 의해 화학 반응이 일어나 가교 구조의 네트워크를 형성하게 된다.19 이로 인해 수지내
C=C 이중 결합이 C-C 단일 결합으로
변환되어 경화 이후 변화하지 않는 C=O(1720 cm-1) 피크 대비 C=C(1630 cm-1) 피크가 점차 사라지는 것을 FTIR (Jasco FT/IR-460 plus, Japan)
분석을 통해 확인하였다. 본 연구에서는 각 경화 조건에 따른 경화 이후 C=C 이중 결합 피크의 감소를 통해 경화 정도를 정성적으로 분석하였으며,
경화 과정에서 UV 조사에 의한 경화 거동과의 상관관계를 파악하였다.
나노 인덴테이션 측정기를 이용한 경화 필름 표면의 기계적 물성 측정. 코팅 표면의 기계적 특성을 살펴보기 위해 설정된 최대
하중까지 하중-투과 깊이(normal force-penetration depth) 정보를 제공해주는 나노 인덴테이션 측정기(NHT)를 활용하였다.
Berkovich diamond type의 인덴테이션 tip (Figure 3(a))으로 경화된 코팅 표면에 수직 아래 방향으로 압력을 가하여
20.0 mN/min의 속도로 하중을 증가시키면서 최대 하중
10.0 mN을 5초 동안 유지한 뒤, 다시 동일한 속도로 수직
위로 들어올리면서 하중을 감소시키는 과정을 거쳤다 (Figure 3(b)). 실험의 재현성을 위해 각 샘플 당 5번 이상 테스트를 진행하였다.
본 실험의 대표적인 기계적 물성은 인덴테이션 경도(indentation
hardness, HIT)로서 하중-투과 깊이 데이터로부터 최대 하중값을 보정한 접촉 면적으로 나눈 값으로 식
(1)과 같이 정의된다. 이 때 Fmax는 최대 loading, hp는 unloading 조건에서 tip의 하중이 완전히
제거되고 난 후 tip의 투과 깊이 (penetration depth, Pd), Ap는 하중이
unloading될 때 이론적으로 계산되어 나온 접촉 면적을 의미한다.18 Ap 값은 tip의 종류마다 다르며, 본 실험에서 사용한
berkovich tip의 경우 계산된 Ap는 23.96 hp2로 정해진다.
나노
스크래치 측정기를 이용한 경화 필름 표면의 스크래치 특성 분석. 경화된 코팅층 표면의 스크래치 물성은 반경 2 μm의 sphero-conical tip이 장착된 나노 스크래치 측정기 (NST)를 사용하여 측정되었다(Figure 4). 본 테스트 동안, 코팅 표면에 초기 0.1에서 최대
40 mN 범위로 수직 하중을 점진적으로 상승시키는 progressive mode를
적용하였으며, tip 속도는 2 mm/min으로
수평 방향 1 mm 길이의 코팅 표면에 대한 스크래치 변화를 관찰하였다.20,21 표면상태를 보정하기 위해 정량적인 스크래치 투과 깊이(penetration depth, Pd)는 0.1 mN 하중으로
코팅 표면을 스캔한 후, 설정된 수직 하중에 따라 본격적인 스크래치 테스트를 실시한 뒤 스캔된 표면
위치와의 차이를 이용해 얻어냈다. 추가로, 스크래치 테스트
이후 표면에 다시 0.1 mN 하중으로 표면을 스캔한 뒤 초기 표면 값과의 차이를 이용하여
회복된 스크래치의 최종 잔류 깊이(residual depth, Rd)를 광학 현미경 이미지를 통해 확보하였다.21

|
Figure 1 Chemical structures of (a) UV curable resins; (b) PI; (c) UVA; (d) HALS. |

|
Figure 2 (a) Schematic of rigid-body pendulum tester (RPT); (b) period and amplitude from oscillatory pendulum movement.18 |

|
Figure 3 (a) Schematic feature of nano-indentation tip in NHT; (b) load-indentation depth curve.18 |

|
Figure 4 Schematic of nano scratch tip in NST experiment. |



총 광량 조건 선정. 첨가제에 따른 경화 특성을 고찰하기 전에 먼저 UV 총
광량을 일정하게 하기 위한 조사 조건을 선정하였다. 이후 PI, UVS, MA 등 첨가제의 함량에 따른 경화 거동 및 경화 물성 변화를
RPT, FTIR, 나노 인덴테이션, 나노 스크래치 실험을 통해 확인하였다.
Figure
5(a)는 RPT를 활용하여 총 광량에 따른 실시간 UV 경화 거동을 측정한 결과이다. 110 mW/cm2 의 일정한 광 세기를
통해 얻어진 진동 주기 거동 변화로부터 총 광량에 따른 주기 변화 차이는 크지 않았으나, 2000 mJ/cm2 인 경우 가교 구조가
상대적으로 더 빠르게 형성되어 진동 주기가 약간 더 감소하였음을 알 수 있다. Figure 5(b)는 FTIR 분석을 통해 1630 cm-1에서
UV 도료의 C=C 이중 결합 피크의 변화를 나타낸 것으로, 총 광량이 커질수록 C=O(1720 cm-1) 피크 대비
C=C(1630 cm-1) 피크가 상대적으로 줄어들어
경화가 잘 이루어짐을 보였다.22 Figure 5(c)와 5(d)는 나노 인덴테이션과 나노 스크래치 측정기로 분석한 결과로,
Figure 5(a)에서와 같이 총 광량 조건을 달리하여 RPT 실험으로 제조된 필름의 기계적 물성을 측정한 것이다. 인덴테이션 및 나노 스크래치
실험 결과, 총 광량이 높은 순으로 코팅 표면에서 투과 깊이 (Pd)가 낮은 것을 확인하였다. 동일 하중에서 Pd가 가장 낮은 TUD-2000의
기계적 물성이 상대적으로 가장 높은 것으로 판단된다. Figure 5(d)에서 총 광량이 1000 mJ/cm2인 경우, 동일 하중에서
Pd가 크기 때문에 내스크래치성이 다소 낮음을 알 수 있고, 총 광량이 1500 mJ/cm2 이상부터는 비슷한
Pd 값을 나타냈지만, TUD-2000의 물성이 약간 더 향상되었음을 보였다. 결론적으로, 총 광량 변화에 따른 경화 과정과 경화 이후의 물성을
고찰함으로써 총 광량이 높을수록 물성이 향상되어 내스크래치성이 우수할 것으로 판단되어 실제 현장에서 적용되는 범위내에서 가장 높은 총 광량
2000 mJ/cm2이 선정되었다. 총 광량은
고정하고 첨가제에 따른 경화 거동 및 물성 변화 결과를 중점적으로 비교하고자 하였다.
광개시제 효과. 2000 mJ/cm2 총 광량 조건 하에서 광개시제 함량을 달리한 수지들의 RPT 진동 주기 변화를
관찰하였다. Figure 6(a)에서와 같이 광개시제가 많이 첨가될수록 진동 주기가 점차 작아져서 가교 반응이 빨리 진행되며, 높은 가교도가 생성됨을
알 수 있다.18,23 이러한 결과는 Figure 6(b)의 FTIR 분석 결과를 통해 광개시제의 함량이 커질수록 경화 이후
C=O(1720 cm-1) 피크 대비
C=C(1630 cm-1)에서의 피크가 감소하는 것으로
보아 UV 경화율이 높다는 사실과도 부합된다. 광개시제 함량을 달리하여 제조된 경화 필름의 표면 기계적 물성 변화를 살펴보았다. 앞서 경화 과정에서
언급하였듯이 광개시제의 함량이 높은 순으로 나노 인덴테이션의 Pd 값은 낮게, HIT 값은 높게 측정되었다(Figure 6(c)). 광 개시제
함량이 가장 적은 샘플(PI-0.5)의 경우, UV 도료에 한정된 극소량의 광 개시제를 첨가하기 때문에 농도가 너무 낮아 발생하는 비효율적인 광중합
반응으로 인해,24 자동차용 내장 플라스틱 파트 적용에 있어서 충족할 만한 기계적 물성을 갖기엔 한계가 있는 것으로 판단된다.
또한 Figure
6(d)의 나노 스크래치 실험 결과에서도 광개시제를 많이 함유하는 PI-3.5의 경우, Pd 값이 낮아 내스크래치성이 가장 우수함을 확인하였다.
흥미로운 점은 경화 과정에서 광개시제 함량 차이에 따른 경화 진동 주기의 차이가 크지 않은 것처럼 보이나 최종 경화된 필름 내 표면 물성에서는
함량별 차이가 뚜렷함을 알 수 있다.
위 실험 결과로부터
광개시제 함량이 높아질수록 라디칼 반응이 활발하게 일어나서 최종 필름 내 경화 밀도가 증가했을 것으로 사료된다.23,25 본
실험에서 사용한 UV 도료를 플라스틱 내장재에 적용하기 위해서는 광개시제 함량이 최소 2.5 wt% 이상이 첨가될 때 우수한 내스크래치성 및 높은
경도 물성을 나타낼 수 있음을 확인하였다.
내광 첨가제 효과. Figure 7(a)의 내광 첨가제의 함량에 따른
RPT 진동 주기 차이는 Figures 5-6 경우에 비해 크게 나타났는데, 이는 내광 첨가제가 많이 함유될수록 경화 반응에 방해요소로 작용되기
때문에 경화 밀도가 상대적으로 떨어지는 것을 의미한다. Figure 7(b)의 FTIR 분석 결과에 따르면, 대체적으로 내광 첨가제의 함량이 감소할수록
경화 이후 C=O(1720 cm-1) 피크 대비
C=C(1630 cm-1) 피크가 감소하여 UV 경화율이
높아짐을 확인하였다. 이러한 사실은 경화 이후 최종 필름의 기계적 물성에 직접 영향을 주는데, 내광 첨가제 함량이 많이 포함된 UVS-6.5 샘플의
Pd 값이 타 샘플보다 컸다(Figure 7(c)). 나노 스크래치 실험 결과인 Figure 7(d)에서도 역시 나노 인덴테이션 결과와 비슷한
경향을 보이며 특히 내광 첨가제 함량이 적은 UVS-1.3 및 UVS-3.9 샘플의 경우, Pd 분포는 비교적 유사하였다. 내광 첨가제 함량이
가장 많은 UVS-6.5 샘플은 타샘플에 비해 스크래치 Pd 값에 확연히 차이를 보이는데, RPT 실험의 진동 주기 차이와 비교해 봤을 때 유사한
경향성을 보였다. 이러한 경화 과정과 경화 이후 물성의 결과를 통해 많은 양의 내광 첨가제가 자외선을 흡수하며, 라디칼의 기능을 발휘하지 못하도록
가교 구조 형성을 방해하는 요소로 작용하기 때문에 코팅층의 기계적 물성을 상당히 낮추는 것이 확인되었다.20,26 결론적으로,
UV 도료에서 내광 첨가제는 3.9 wt% 미만의 소량을 첨가하였을 때 높은 기계적 물성을 확보할 수 있을 것으로 사료된다.
소광제 효과. Figure 8은 소광제 첨가에 의한 경화 거동 및
표면 기계적 물성 변화를 나타낸 실험 결과이다. 소광제의 함량이 증가할수록 소광제 입자에 의한 빛의 산란 정도가 커지게 되어 경화를 방해하므로
경화 과정 중 RPT 진동 주기는 상대적으로 커지게 된다(Figure 8(a)).17 이러한 결과는 FTIR 분석에서
C=C 피크의 변화로도 확인할 수 있듯이, 소광제 함량이 적을수록 경화 이후 C=O(1720 cm-1) 피크 대비 C=C (1630 cm-1) 피크가 감소하는 것을 확인할 수 있다(Figure 8(b)). 나노 인덴테이션,
나노 스크래치 실험 결과인 Figure 8(c)와 8(d)에서도 알 수 있듯이 소광제가 9 wt% 다량 첨가되었을 때, 가교 결합이 덜 형성되어 상대적으로 큰 Pd 값이 측정되었고, HIT는 낮아지는
등 표면 기계적 물성이 떨어짐을 알 수 있다. 소광제 함량은 5 wt% 미만 첨가될 때 이전 조건들과 유사한 물성이 발현되는
것으로 확인되었다.
첨가제별 스크래치 변화 비교. Figure 9는 나노 스크래치 실험 이후 100 배율의
광학 현미경을 통해 촬영한 각 첨가제 함량에 따른 UV 도료 표면의 스크래치 변화를 나타낸 사진이다. 즉, 나노 스크래치 실험 이후 복원된 잔류
깊이(Rd)의 표면 변화를 나타낸다.27 동일한 스크래치 조건임에도 불구하고 첨가제가 달리 포함된 샘플별로 fracture에
의한 스크래치 폭에 다소 차이가 있음을 관찰하였다.
광개시제 함량에 따른 최종 스크래치 관찰 결과, 광개시제의 함량이 많을수록 특히, 2.5 wt% 이상일
때 스크래치 fracture가 작아지는 것으로 보아, 활발한
라디칼 생성이 고분자 네트워크 내 가교 밀도를 증가시켜 경도 및 내스크래치성이 향상되었음을 알 수 있다.20,25
내광 첨가제 함량 변화에 따르면, 스크래치 폭 차이가 크지 않았지만 UVS-3.9 미만의 소량을 첨가했을 때 가교 구조가 잘 형성되어 높은 경화 정도를 보였다. 소광제의 경우도 마찬가지로 함량 변화에 따른 스크래치 fracture 크기가
명확하게 구별되지 않았지만 나노 스크래치 실험에 의한 Pd 값에서도 확인했듯이, 함량이 높은 MA-5 및 MA-9
샘플의 중앙부 스크래치 폭이 함량이 낮은 MA-1보다 약간 더 큼을 볼 수 있다. 내광 첨가제 또는 소광제를 다량 첨가할 경우, 충분한 가교 구조를
형성하지 못해 내스크래치성 및 경도가 감소하게 된다. 따라서 자동차 내장 플라스틱 파트에 적용하기 위해서는
스크래치에 대한 높은 저항성, 즉 fracture가 작고 HIT가 커야 하기 때문에 광개시제의 함량은 최소 2.5 wt% 이상, 내광 첨가제의 함량은 3.9 wt% 미만, 소광제의 함량은 5 wt% 미만의 소량을 투입하는 최적의
첨가제 조건을 확립하였다.

|
Figure 5 Effect of total UV dose on (a) real-time period changes in RPT; (b) C=C (1630 cm-1) peak shifts in FTIR; (c) indentation penetration depth profiles in NHT; (d) scratch penetration depth profiles in NST for UV curable coatings. |

|
Figure 6 Effect of the amount of photoinitiator on (a) real-time period changes in RPT; (b) C=C (1630 cm-1) peak shifts in FTIR; (c) indentation penetration depth profiles in NHT; (d) scratch penetration depth profiles in NST for UV curable coatings. |

|
Figure 7 Effect of the amount of UV stabilizer on (a) real-time period changes in RPT; (b) C=C (1630 cm-1) peak shifts in FTIR; (c) indentation penetration depth profiles in NHT; (d) scratch penetration depth profiles in NST for UV curable coatings. |

|
Figure 8 Effect of the amount of matting agent on (a) real-time period changes in RPT; (b) C=C (1630 cm-1) peak shifts in FTIR; (c) indentation penetration depth profiles in NHT; (d) scratch penetration depth profiles in NST for UV curable coatings. |

|
Figure 9 Scratch images on surfaces of cured films in the end of NST experiment. |
자동차 내장 플라스틱 파트에 적용되는 UV 도료의 내장재로서의
기능을 평가하기 위해 광개시제, 내광 첨가제, 소광제 등
각종 첨가제들에 따른 UV 도료의 경화 과정 및 이후의 표면 기계적 물성을 측정∙비교하였다. 산업적으로
적용 가능한 경화 조건 범위 내에서 UV 도료를 경화시키기 위한 총 광량을 정하였고, 이를 통해 다양한 기능성 첨가제들의 함량별 물성 특성을 고찰하는 실험을 진행하였다. 광개시제의 함량이 2.5 wt% 이상일 때 경화가 활발하게
진행되어 코팅 표면의 기계적 물성을 높였고, 내광 첨가제 및 소광제의 경우 함량이 증가할수록 가교 결합을
방해하여 경화가 덜 이루어지게 되어 표면 물성이 감소함을 나타냈었다. 즉, 본 연구에서는 도료 코팅액 내 첨가제 종류 및 적용 범위 내에서 함량 변화가 코팅-경화 공정에서의 물성 변화에 기여함을 밝혔다. 주어진 결과를 바탕으로, 실제 공정 범위 내에서 내장재 기능을 위한 UV 도료의 최적 조건은 총 광량 2000 mJ/cm2, 광 개시제 함량 3.5 wt%,
내광 첨가제 함량 1.3 wt%(UVA: 0.8 wt%, HALS: 0.5 wt%), 소광제 1 wt%
임을 확인하였다. 본 연구에서와 같이 첨가제 특성을 고려한 실시간 유변 경화 거동과 경화
이후 물성 간의 긴밀한 상관관계 도출은 다양한 코팅 산업에서 경화 가능한 코팅 도료의 품질을 제어하는데 큰 역할을 할 것으로 기대된다.
- 1. B.-H. Lee, J.-H. Choi, and H.-J. Kim, J. Coat. Technol. Res., 3, 221 (2006).
-

- 2. R. Schwalm, UV Coatings: Basics, Recent Developments and New Applications, Elsevier, Amsterdam, 2006.
- 3. R. Yan, Y. Liu, B. Liu, Y. Zhang, Q. Zhao, Z. Sun, W. Hu, and N. Zhang, Compos. Commun., 10, 52 (2018).
-
- 4. C.-H. Chen, M.-K. Ou, S.-H. Lin, M.-S. Tsai, C.-F. Mao, and F.-S. Yen, J. Appl. Polym. Sci., 102, 5747 (2006).
-
- 5. H.-D. Hwang, J.-I. Moon, J.-H. Choi, H.-J. Kim, S.-D. Kim, and J. C. Park, J. Ind. Eng. Chem., 15, 381 (2009).
-
- 6. J. H. Hwang and K. C. Song, Korean Chem. Eng. Res., 49, 277 (2011).
-
- 7. D. K. Chattopadhyay, S. S. Panda, and K. V. S. N. Raju, Prog. Org. Coat., 54, 10 (2005).
-
- 8. P. K. Mallick, Materials, Design and Manufacturing for Lightweight Vehicles, Elsevier, Cornwall, 2010.
-
- 9. M. M. Farag, Mater. Des., 29, 374 (2008).
-
- 10. H.-D. Hwang, C.-H. Park, J.-I. Moon, H.-J. Kim, and T. Masubuchi, Prog. Org. Coat., 72, 663 (2011).
-
- 11. D. Kunwong, N. Sumanochitraporn, and S. Kaewpirom, Songklanakarin J. Sci. Technol., 33, 201 (2011).
- 12. H.-J. Streitberger and K.-F. Dössel, Automotive Paints and Coatings, John Wiley & Sons, Weinheim, 2008.
-
- 13. A. Yahkind, D. Paquet, D. Parekh, C. Stine, and L. van der Ven, Prog. Org. Coat., 68, 28 (2010).
-
- 14. M. Melchiors, M. Sonntag, C. Kobusch, and E. Jürgens, Prog. Org. Coat., 40, 99 (2000).
-
- 15. C. Schaller, D. Rogez, and A. Braig, J. Coat. Technol. Res., 6, 81 (2009).
-
- 16. B.-H. Lee and H.-J. Kim, Polym. Degrad. Stab., 91, 1025 (2006).
-
- 17. S. E. Maskery, Pigm. Resin. Technol., 2, 11 (1973).
-
- 18. J. W. Hwang, K. N. Kim, S. M. Noh, and H. W. Jung, J. Coat. Technol. Res., 12, 177 (2015).
-
- 19. C. Decker, Pigm. Resin. Technol., 30, 278 (2001).
-
- 20. S. M. Noh, J. H. Nam, J. K. Oh, and H. W. Jung, J. Coat. Technol. Res., 12, 85 (2015).
-
- 21. S. M. Noh, J. W. Lee, J. H. Nam, K. H. Byun, J. M. Park, and H. W. Jung, Prog. Org. Coat., 74, 257 (2012).
-
- 22. G. Yang, H. Li, X. Lai, Y. Wang, Y. Zhang, and X. Zeng, Int. J. Polym. Sci., 2014, 890930 (2014).
-
- 23. V. Jančovičová, M. Mikula, B. Havlínová, and Z. Jakubíková, Prog. Org. Coat., 76, 432 (2013).
-
- 24. B. M. Monroe and G. C. Weed, Chem. Rev., 93, 435 (1993).
-
- 25. F. Liu, Y. Wang, X. Xue, and H. Yang, Polym. Korea, 40, 390 (2016).
-
- 26. C. Decker and S. Biry, Prog. Org. Coat., 29, 81 (1996).
-
- 27. N. H. Kim, S. Yoon, K. I. Jung, D. G. Lee, J. Bang, and H. W. Jung, J. Appl. Polym. Sci., 136, 47088 (2019).
-
- Polymer(Korea) 폴리머
- Frequency : Bimonthly(odd)
ISSN 0379-153X(Print)
ISSN 2234-8077(Online)
Abbr. Polym. Korea - 2024 Impact Factor : 0.6
- Indexed in SCIE
 This Article
This Article
-
2020; 44(1): 38-48
Published online Jan 25, 2020
- 10.7317/pk.2020.44.1.38
- Received on Sep 4, 2019
- Revised on Oct 18, 2019
- Accepted on Oct 18, 2019
Services
Shared
Correspondence to
- Hyunjung Kim**, and Hyun Wook Jung*
-
*Department of Chemical and Biological Engineering, Korea University, Seoul 02841, Korea
**Materials Development Center, Hyundai Motor Company, Hwaseong 18280, Korea - E-mail: 0000-0002-2346-0363, 0000-0001-8395-2573
- ORCID:
Hyunjung_Kim@hyundai.com, hwjung@grtrkr.korea.ac.k
Hyecheon Building(Room 601), #354, Gangnam-Daero, Gangnam-Gu, Seoul 06242, Korea
TEL : 82-2-568-3860, 561-5203, 569-3860 FAX : 82-2553-6938 E-mail: polymer@polymer.or.kr