






- Preparation and Properties of Thiol-ene UV-Photopolymerized Nanocomposites Using Cellulose Nanocrystals (CNCs) with Thiol Groups as Fillers
Seosuk Park, Youna Lee, and KiRyong Ha†

Department of Chemical Engineering, Keimyung University, Daegu 42601, Korea
- 셀룰로오스 나노결정 표면에 Thiol기가 도입된 충전제를 이용한 Thiol-ene UV 광중합 나노복합체 제조 및 물성에 대한 연구
박서숙 · 이유나 · 하기룡†
계명대학교 공과대학 화학공학과
In this study, thiol groups
were introduced on the surface of cellulose nanocrystal (CNC) by silanization
using (3-mercaptopropyl)trimethoxysilane (MPTS). Nanocomposites comprising of
acrylate resin and fillers, such as pristine CNC and MPTS-modified CNC (CNC-MPTS),
were prepared to study the effect of surface-modified CNC on various
thermomechanical properties. Comparing the Tg and modulus of
the nanocomposites with the 5 wt% pristine CNC and the CNC-MPTS fillers to
UV cured resin without filler, this study confirmed an increase in Tg
by 7.4 and 10.4 ℃, and improvement in modulus by 1.33 and 2.06
times by dynamic mechanical analyzer (DMA) and universal testing machine (UTM),
respectively
본 연구에서는
cellulose nanocrystal(CNC)를 개질하기 위해 (3-ercaptopropyl)trimethoxysilane(MPTS)를
사용하여 실란화 반응을 통해 CNC 표면에 티올기(-SH)를
도입하였다. 개질된 CNC가 나노복합체에 미치는 영향을 연구하기
위하여, 순수 CNC와
MPTS로 개질된 CNC(CNC-MPTS)를 충전제로 사용하여 acrylate계 수지와 thiol-ene 광중합법으로 나노복합체를
제조하였다. 순수 CNC 및 CNC-MPTS를 5 wt% 사용한 나노복합체의 Tg와 인장강도를 순수 수지 중합체와 비교하면, Tg는 7.4 및 10.4 ℃ 증가하고, 탄성률은 1.33 및 2.06배 증가하는 것을 동적기계분석기(DMA) 및 만능재료시험기(UTM) 측정으로 각각 확인하였다
Comparing the modulus of the nanocomposites with the 5 wt%
pristine CNC and the 3-mercaptopropyltrimethoxysilane (MPTS) modified CNC
(CNC-MPTS) fillers to UV cured resin without filler, this study confirmed an
improvement in modulus by 1.33 and 2.06 times by universal testing machine
(UTM).
Keywords: cellulose nanocrystal, (3-mercaptopropyl)trimethoxysilane, surface modification, thiol-ene photopolymerization, mechanical property
이 논문은 2019년도 정부(교육부)의 재원으로 한국연구재단의 지원을 받아 수행된 기초연구사업임(No. 2017R1D1A3B03030887).
자연계에서 가장 다양하고
광범위하게 존재하는 바이오 폴리머 중 하나인 셀룰로오스는 광범위한 분야에 사용되고 있으며, 최근에는 셀룰로오스를 나노미터 단위의 직경으로 제조하여
나노셀룰로오스 기반의 재료를 개발하는 연구에 관심이 증가하고 있다.1
셀룰로오스로부터 추출하는
나노셀룰로오스는 저밀도, 높은 인장강도 및 탄성률, 뛰어난 강성과 높은 표면적 등의 고유한 특성을 가지고 있어 잠재적인 응용 분야가 매우 넓다.2,3
나노셀룰로오스의 뛰어난 기계적 물성은 고분자 복합체의 충전제로 사용할 경우 기계적 강도가 향상된다고 알려져 있으며, 또한 고분자와 나노셀룰로오스
사이의 계면 접착력을 향상하기 위해서 나노셀룰로오스의 표면 개질 연구도 활발히 이루어지고 있다.4-6
나노셀룰로오스는 바이오매스에서
추출하는 방법에 따라 CNF(cellulose nanofibril)와 CNC(cellulose nanocrystal)로 분류 할 수 있으며, 화학적인
방법을 통해 두 영역의 연결을 끊어 결정 영역만을 따로 분리한 것을 CNC라고 부른다. CNC는 직경이 2~20 nm이고 길이가 100~600 nm인 막대 모양의 결정으로 알려져 있다.7,8
실란 커플링제는 분자
내에 친수성 작용기와 소수성 작용기가 동시에 있는 물질로 상용성이 약한 친수성 무기물과 소수성 유기물의 중간체 역할을 하여 계면접착을 향상시키는
것으로 알려져 있다. 일반적으로 실란 커플링제의 구조식은 R-Si-(OR')3으로 나타낸다. 실란 커플링제는
물, 물과 알코올의 혼합물 등의 용매를 사용하여 가수분해 시키며, -OR'은 가수분해 되어 R-Si-(OH)3 구조를
형성하게 된다. 시간이 지남에 따라 R-Si-(OH)3 분자는 이웃에 있는 분자와 축합반응을 통해 이량체, 삼량체 및 사량체와
같은 올리고머(oligomer)를 형성하게 된다.9 실란 커플링제의 반응 메커니즘은 일반적으로 알콕시기의 가수분해, 자가 축합,
흡착, 접목(graft) 반응의 4단계로 구분되며, CNC 표면의 -OH기와의 접목반응을 위하여 자가 축합반응을 억제하는 것이 유리하다고 알려져 있다.10 일반적으로 실란 커플링제는 산성에서 단량체 형태가 안정하기
때문에11 커플링제의 기능을 최대로 하기 위해 산성의 pH에서 실란화 반응을 진행하였다.
광 경화는 일반적으로
UV를 조사하여 광 개시제를 활성화하여 자유 라디칼의 개시반응을 통해 라디칼 반응이 가능한 단량체나 올리고머가 연속적인 반응을 하여 경화되는 과정이다.
대표적인 광반응 물질로 사용되는 아크릴레이트(acrylate) 단량체는 분자구조 조절이 용이하여 경화 후 필름의 광 특성 조절이 쉽고, 우수한
기계적 및 광학적 특성 때문에 일반 코팅 및 잉크, 접착제 등의 산업에서 광범위하게 이용되고 있다.12,13 본 실험에서는
산소에 의한 중합금지의 영향을 받지 않으면서 라디칼 단계중합으로 진행되는 것으로 알려진 thiol-ene 단계 성장 광중합법을 적용하고자 한다.
이 방법은 공기 중에서 광조사하여 필름을 제조할 수 있어서, 공정을 단순화할 수 있으며 빠르게 중합되는 특성을 가지고 있다.14
본 연구실에서는
CNC 표면에 메타크릴레이트(methacrylate)기를 도입한 입자를 충전제를 사용하여 나노복합체 제조에 대한 연구를 수행한 바가 있다.20 메타크릴레이트기가
접목된 CNC는 메타크릴레이트기에 붙어 있는 -CH3의 입체장애 때문에 아크릴레이트기를 가지는 단량체와 비교하면 티올기(thiol)와의
반응성이 낮아서 고분자 매트릭스와 충전제 계면 사이의 결합력이 크게 향상되지 않을 수 있다.15,16 따라서 본 연구에서는 메타크릴레이트기 대신에 티올기를 CNC 충전제 표면에 접목시켜, thiol-ene 중합 반응의 충전제로 사용하는
연구를 수행하고자 한다.
또한 본 연구에서는
환경 친화적인 아크릴레이트의 함량을 증가시키기 위하여, 콩기름으로부터 제조된, 1분자 당 3개의 아크릴레이트기를 가지는 soybean oil
epoxidized acrylate (AESO, M.W=1138 g/mol)를 단량체로 사용하고, CNC 표면에 자유라디칼 중합 반응이 가능한 티올기를 접목시키기
위하여 실란 커플링제인 (3-mercaptopropyl)trimethoxysilane(MPTS, M.W.=196.3 g/mol)를 사용하여 CNC를 표면 개질한 후, 충전제로
사용하여 나노복합체를 제조하는 연구를 수행하고자 한다. 중합용 단량체로는 AESO 이외에 1분자 당 5~6개의 아크릴레이트기를
가지는 dipentaerythritolpenta/hexaacrylate (DPHA, M.W.=525 g/mol) 및 1분자 당 4개의 티올기를 가지는
pentaerythritoltetrakis(3-mercaptopropionate)(PETT, M.W.= 489 g/mol)를 사용하였으며, 반응성 희석제는
isobornyl acrylate (IBOA, M.W.=208 g/mol), 광 개시제는 Irgacure 184(M.W.= 204.3 g/mol)를 사용하였다.
본 연구에서는 MPTS의
투입량이 CNC 표면 개질에 미치는 영향을
FTIR(ThermoFisher Scientific, Nicolet is50), EA (ThermoFisher Scientific, Flash
20000) 및 고체 상태 29Si NMR(Bruker, AVANCE III HD 400)를 사용하여 분석하였다.
또한 표면 개질된 CNC를 충전제로 사용하여 제조한 나노복합체의 UV(ultraviolet) 조사시간에 따른 수지의 전환율을 측정하기 위하여
FTIR을 사용하였으며, 제조된 나노복합체의 열적 특성, 기계적 특성 및 충전제의 분산 상태를 측정하기 위해 TGA(Scinco, TGA N-1000), UTM(QMESYS, QM100SE)와 DMA(TA,
Discovery DMA 850), FE-SEM(Hitachi, SU8220)을 사용하여 정량적으로 분석하였다. Scheme 1에 본 실험의 CNC 표면 개질에 관한 모식도를 나타내었다.
시약 및 재료. 본 실험에 사용한 CNC(cellulose
nanocrystal) 입자는
CelluForce사(Canada)의 CelluForce NCC®를 사용하였는데 평균 입경은 7.5 nm이고 평균 길이는 150 nm로 알려져있다.17
(3-Mercaptopropyl)trimethoxysilane(MPTS) 실란 커플링제는 Sigma-Aldrich에서 구입하고,
실란 반응의 용매는 ethanol(99.9%, DUKSAN)과 D.I. water(MR-RU 890, 18.2 MW-cm, Mirae Sci. Corp., Korea)를 혼합하여 사용하였다. 또한 CNC 표면에 화학결합 없이 흡착된 MPTS는
ethanol을 용매로 속슬렛(soxhlet)법으로 추출하기 위하여 cellulose thimble (1.5×33×94 mm, Sigma-Aldrich)를 사용하여 제거하였다.
나노복합체의 제조에 사용된 soybean oil epoxidized acrylate (AESO, Sigma-Aldrich),
pentaerythritoltetrakis(3-mercapto-propionate)(PETT, Sigma-Aldrich),
1-hydroxy-cyclohexyl phenyl ketone(photoinitiator, Irgacure® 184, Ciba® Specialty Chemicals),
dipentaerythritol penta/hexaacrylate(DPHA, Sigma-Aldrich) 및 isobornyl acrylate(IBOA,
Sigma-Aldrich)는 시약급을 구입하여, 별도의 정제 없이 사용하였다.
MPTS에 의한 CNC 표면 개질 반응. MPTS 투입량이 CNC의 표면 개질에 미치는 영향을
연구하기 위하여, 전체 CNC 질량에 대하여 MPTS 투입량을 40, 60 및 80 wt% (0.084, 0.126 및 0.168 g)로 변화하면서 CNC 표면 개질 반응을 진행하였다.
25 mL 비이커에 ethanol:D.I water =
80:20 v/v(%) 조성의 용매 10 mL를 넣은 후 acetic acid(99.9%, Duksan)를 이용하여 pH를 2.9로 맞춘 다음
전체 용매 부피에 대하여 건조된 CNC 2.1 w/v%(0.21 g)를 넣고 자석교반기(Corning, PC-420D)로 200 rpm에서 10분간 분산시켰다. 10분간
분산시킨 후, 교반 중인 25 mL 비이커에 MPTS 투입량을 각각 40, 60 및
80 wt%를 넣고, 파라필름으로 밀봉한 후 200 rpm에서
4시간 동안 반응시켰다.
반응 후, CNC를 유리 페트리 디쉬(petri dish)에 옮겨 담아 100 ℃ 오븐에서 2시간 동안 건조시켰다.
CNC 표면과 결합하지
못하고 흡착된 상태로 존재하는 MPTS를 제거하기 위하여 속슬렛 추출법을 사용하였다. 500 mL 둥근 바닥 플라스크에 ethanol(b.p. = 78 ℃) 250 mL를 넣고, 90 ℃의 water
bath(Changshin Science, C-WBE-L)를 사용하여 추출을 진행하였다. 시료를 cellulose thimble에 넣은 후,
6시간 동안 속슬렛 추출을 진행하였다. 속슬렛 추출 후 70 ℃ 오븐(Jeotech,
ON-22GW)에서 2시간 건조시켰다. 건조시킨 시료에 수분이 흡착되는 것을 방지하기 위해 밀봉하여 데시케이터에 넣어서 보관하였다.18
UV 경화용 수지 용액 제조. 티올기와 thiol-ene 중합을 하는 아크릴레이트기를
갖는 AESO, DPHA 및 IBOA 단량체들은 thiol-ene 중합 및 아크릴레이트기를 가지는 단량체들 사이에서 단일중합 및 공중합도 가능하다.19
따라서 Janes 등의 연구에 따라, 아크릴레이트기와 티올기의 비율을 1.89:1로 투입하였다.
100 mL 비이커를 주위의 빛을 차단하기 위하여, 알루미늄
포일로 감싼 후, AESO, DPHA와 IBOA를 10.5 g(0.0092 mol), 7.5 g(0.0142 mol)과 4.5 g(0.0216 mol)을 순차적으로 첨가하며 자석교반기를
사용하여 균일하게 혼합하였다. 25 mL 비이커에는 PETT 7.5 g(0.0153 mol)를 넣은 후 광 개시제인 Irgacure 184 0.6 g을 넣어 교반하며 용해시켰다. 100 mL 비이커에 위의 25 mL 비이커의 광 개시제가 용해된
PETT 용액을 첨가하였다. 순수 CNC와 CNC-MPTS를 충전제를 광 개시제를 제외한 혼합 단량체 전체 30 g에 대하여 각각 1, 3 및
5 wt%를 넣은 후 자석 교반기를 사용하여 교반하였다.
교반 후 혼(horn) 타입 초음파기(20 kHz, 700 W)를 사용하여, 30% 세기로 10분간 초음파 처리하여 충전제를 균일하게 분산시킨 후, 지름이 11 cm인 PFA(perfluoroalkoxy) 페트리 디쉬에 두께 약 1.0 mm가 되도록 부었다. 나노복합체의 광 경화를 위해
UV chamber(Electro-Lite, ELC-500(365 nm, 30 mW/cm2)를 사용하여 경화시간을 증가시키면서 중합을 진행하였다.19,20
분석. MPTS를 사용하여 표면이 개질된
CNC(CNC-MPTS)의 MPTS 함량 분석을 위하여 FTIR(ThermoFisher Scientific, Nicolet is50)을 사용하였다.
FTIR 분석은 KBr과 순수 시료를 95:5 wt%(0.95 g: 0.05 g)로 혼합하여 diffuse reflectance infrared Fourier transform
spectroscopy(DRIFTS)법으로 측정하였다. Background는 순수 KBr 분말을 사용하였다. 또한 UV 조사 시간에 따른 나노복합체의
중합 완료 시점을 확인하기 위하여 diamond 결정을 사용한 전반사법(attenuated total reflection, ATR)
accessory를 사용하였다. FTIR 측정은 4000 ~ 400 cm-1에서 4 cm-1 분해능으로 32회
scan하여 분석하였다.
MPTS 사용량에
따라 개질된 CNC의 탄소 및 황 성분의 양은 EA를 사용하여 분석하였다. 개질된 CNC에 접목된 MPTS의 구조변화는 고체 상태 29Si
NMR(Bruker, AVANCE III HD 400)를 사용하여 분석하였다. 7 mm ZrO2 rotor를 사용하였으며,
tetramethylsilane(TMS)로 calibration하여 CP/MAS(Cross polarization/Magic angle spinning)법으로
spinning rate
400 MHz로 측정하였다.
또한 CNC와 CNC-MPTS를
충전제로 사용한 나노복합체의 물성과 충전제의 분산 상태를 분석하기 위하여 TGA (Scinco, TGA N-1000),
UTM(Qmesys, QM100SE), DMA (TA, Discovery DMA 850)과 FE-SEM(Hitachi, SU8220)을 사용하였다.
TGA 분석은 질소분위기
하에서 30 ℃에서 800 ℃까지 10 ℃/min 속도로 온도를 올리면서 시료의 무게 변화를 측정하였다. UTM 분석은 ASTM D 1708 규격으로
시편을 10개씩 제조하여 10 mm/min의 속도로, 인장강도, 파단연신율 및 탄성률의
평균값과 표준편차를 구하였다.
저장탄성률, 손실탄성률
및 tan δ 값은 시편을 10×40×1 mm의 규격으로 제조하여 1 Hz의 측정 주파수에서 –30~100 ℃ 범위에서 3 ℃/min의 속도로 승온시키며 DMA를 사용하여 측정하였다.
나노복합체의 충전제
분산 상태는 FE-SEM을 사용하여 분석하였다. 시편을 액체 질소로 냉각시킨 후 파단시켜 1분간 약 10 nm 두께의 platinum으로 코팅하고
5 kV의 가속 전압에서 분석하였다.
MPTS에 의한 CNC 표면 개질 반응 분석. MPTS의 투입량에 따른 CNC의 표면 개질 정도를 비교하기
위하여 용매의 조성, pH, 반응시간 및 반응온도를 각각 ethanol:D.I water = 80:20 v/v(%), 2.9, 4시간 및 25 ℃로 고정하고, MPTS의 투입량을 각각 40, 60 및 80 wt%로 변화시키면서 실험하여 FTIR 스펙트럼을
측정하였다. 측정한 FTIR 스펙트럼들은 Figure 1에 나타내었다.
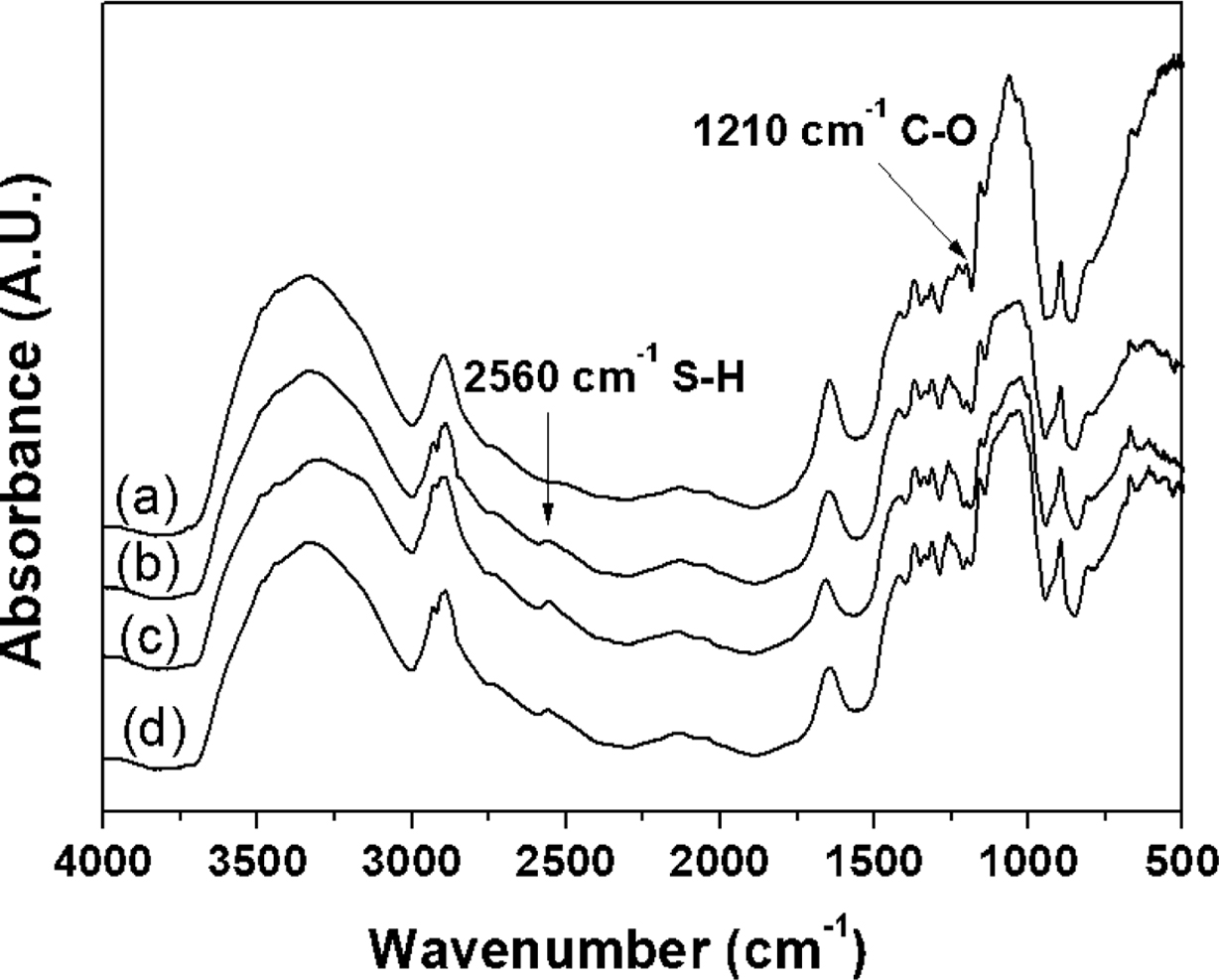
Figure 1에서
보면 (a)는 순수 CNC, (b)는 MPTS 40 wt%로 개질된 CNC(CNC-40 wt% MPTS), (c)는 MPTS 60 wt%로 개질된
CNC(CNC-60 wt% MPTS ), 그리고 (d)는 MPTS 80 wt%로 개질된 CNC(CNC-80 wt% MPTS) 시료의 스펙트럼들이다.
Figure 1의 (b), (c) 및 (d)에서 보면 순수 CNC에서는 관찰되지 않던 2560 cm-1에서 S-H에 의한 새로운
피크를 확인할 수 있었다. MPTS 투입량에 따른 CNC의 개질 정도를 비교하기 위하여, 1210 cm-1의 C-O 피크를
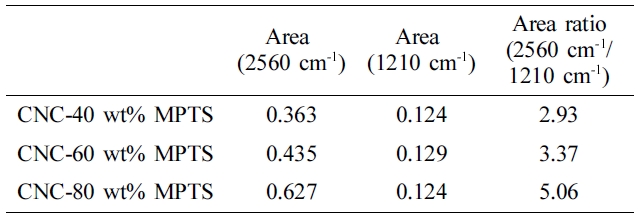
기준으로 2560 cm-1의 S-H 피크의 면적 비 변화를 식 (1)을 사용하여 계산한 값을 Table 1에 각각 나타내었다.

Table 1에서
보면 MPTS 투입량이 40, 60 및 80 wt%로 증가함에 따라, 2560 cm-1의 S-H 피크의 면적은
0.363, 0.435 및 0.627로 증가하고, 1210 cm-1의 C-O 피크의 면적은 0.124, 0.129 및 0.124로서 큰 변화가 없는
것을 알 수 있었다. 위 두 피크 면적으로 계산한 AR 값은 2.927, 3.372 및 5.056으로 증가하는 것을 확인할 수 있었다. 따라서
MPTS 투입량이 증가할수록 CNC 표면과 결합하는 S-H기가 증가함을 확인하였다.
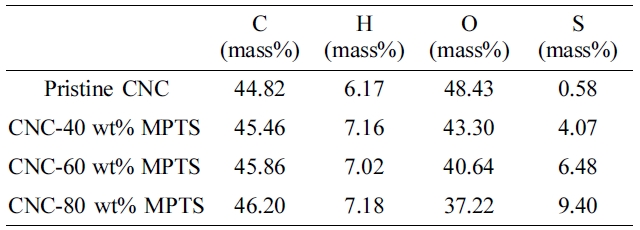
또한 MPTS의 투입량에
따라 CNC 표면에 결합되는 S의 함량을 정량화하기 위하여 EA분석을 진행하여 Table 2에 나타내었다. Table 2에서 보면 MPTS 투입량이
40, 60 및 80 wt%로 증가할수록, CNC에 접목되는 MPTS로 인하여
S 원소의 함량이 순수 CNC의 0.58%에서, 4.07, 6.48 및 9.40%로 증가하는 것을 확인할 수 있었다. 또한 CNC-80 wt%
MPTS는 S의 함량이 0.58%에서 9.40%로 증가하여 8.82% 증가함을 확인하였다. CNC-80 wt% MPTS 원소분석 결과를 사용하여 C와 S의 원자비율을
계산하면(MPTS 1 분자 당 1개의 S 원자에 대하여 3개의 C 원자), CNC의 C 원자와 MPTS의 S 원자의 비율은 11:1로 존재함을
알 수 있었다. 따라서 무수 글루코스 단위체 당 약 1 분자의 MPTS가 반응하는 것으로 판단된다.
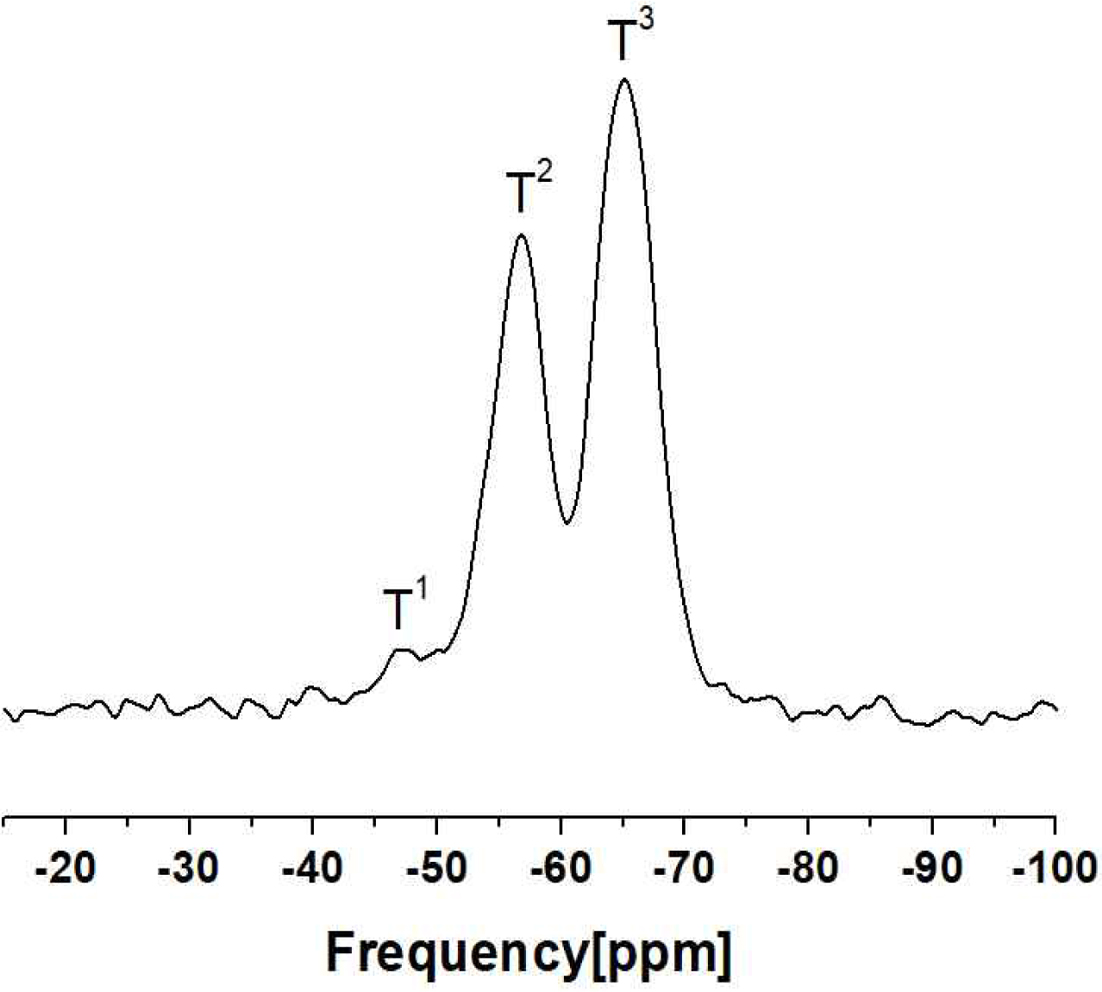
CNC와 MPTS의
표면 개질 반응 후의 구조 변화를 분석하기 위하여 80 wt% MPTS로 개질한 CNC의 고체 상태 29Si NMR 분석을 진행하여 그 결과를
Figure 2에 나타내었다.
Figure 2에서
보면 -49.9, -58.4 및 -66.8 ppm에서 순수 CNC에서는 관찰되지 않는 새로운 피크들을 확인할 수 있다. 이 피크들은 각각 T1
(SiO(OH)2R'), T2 (SiO2(OH)2R') 및 T3
(SiO3R')으로 CNC 표면에 MPTS가 접목되었음을 확인하였다.21 NMR 기기에
설치되어 있는 소프트웨어인 Topspin을 사용하여 Dconvolution 후, T 1, T 2 및 T 3의 면적 비율을 측정한 결과 각각 12.2, 38.1
및 49.7%로 나타났다.
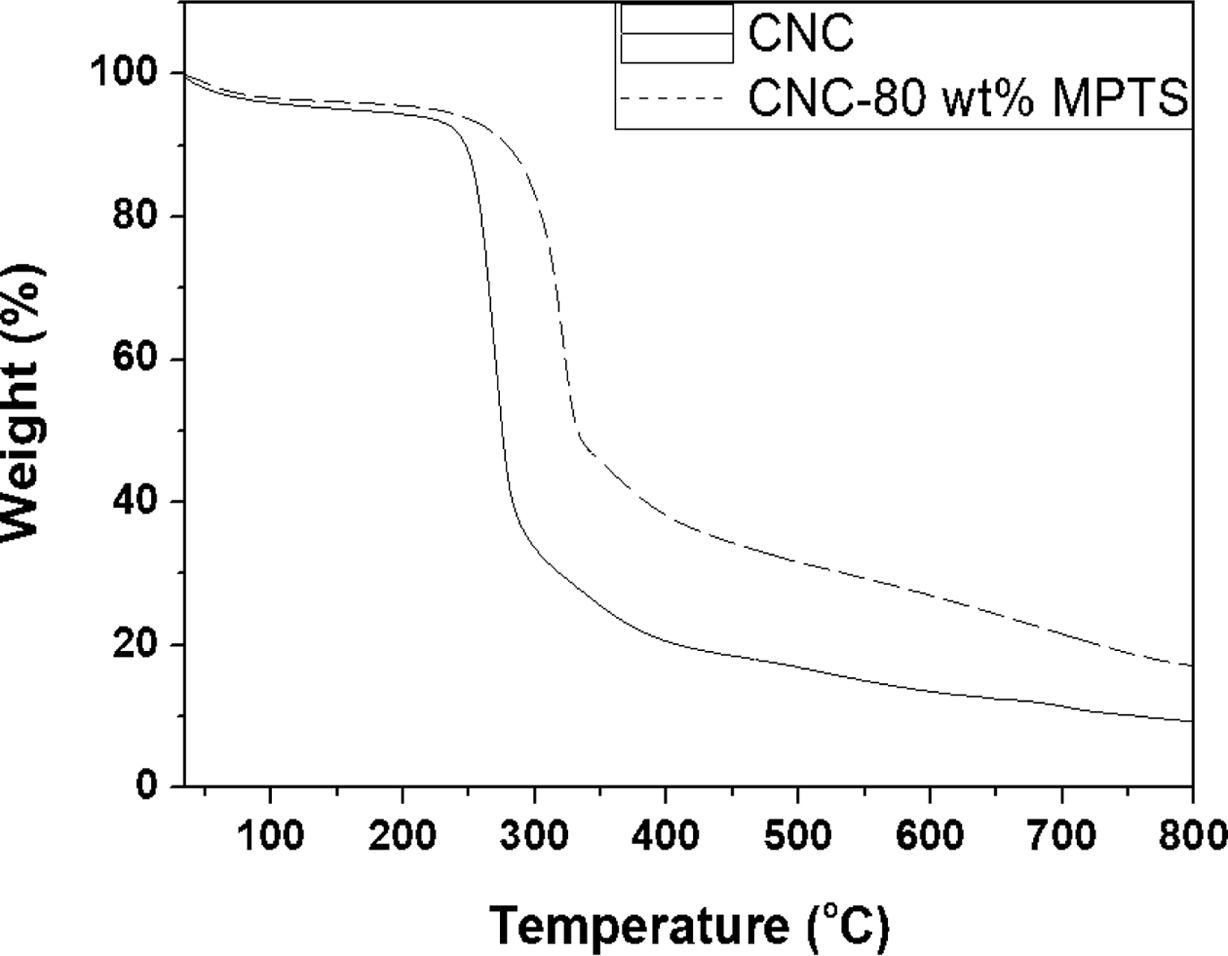
MPTS로 표면 개질된
CNC의 열적 안정성을 확인하기 위하여 TGA 분석을 진행하였다. 질소분위기 하에서 30~800 ℃의 온도범위를 10 ℃/min으로 가열하면서
시료의 무게 변화를 측정하여 Figure 3에 나타내었다.
Figure 3은
순수 CNC 및 CNC-80 wt% MPTS의 중량손실곡선이다. 순수 CNC의 열분해
시작온도는 253.4 ℃, CNC-80 wt% MPTS의 열분해 시작온도는 293.5 ℃로 측정되었으며, 잔류량은 각각 9.16%, 17.06%로 측정되었다. MPTS로 표면 개질한 CNC의 경우
CNC 표면에 접목된 S와 Si 원소들로 인해 char를 형성하여 남기 때문에, 열 분해 온도는 증가하면서, 순수 CNC보다 더 많은 잔류량이
남는 것으로 판단된다.
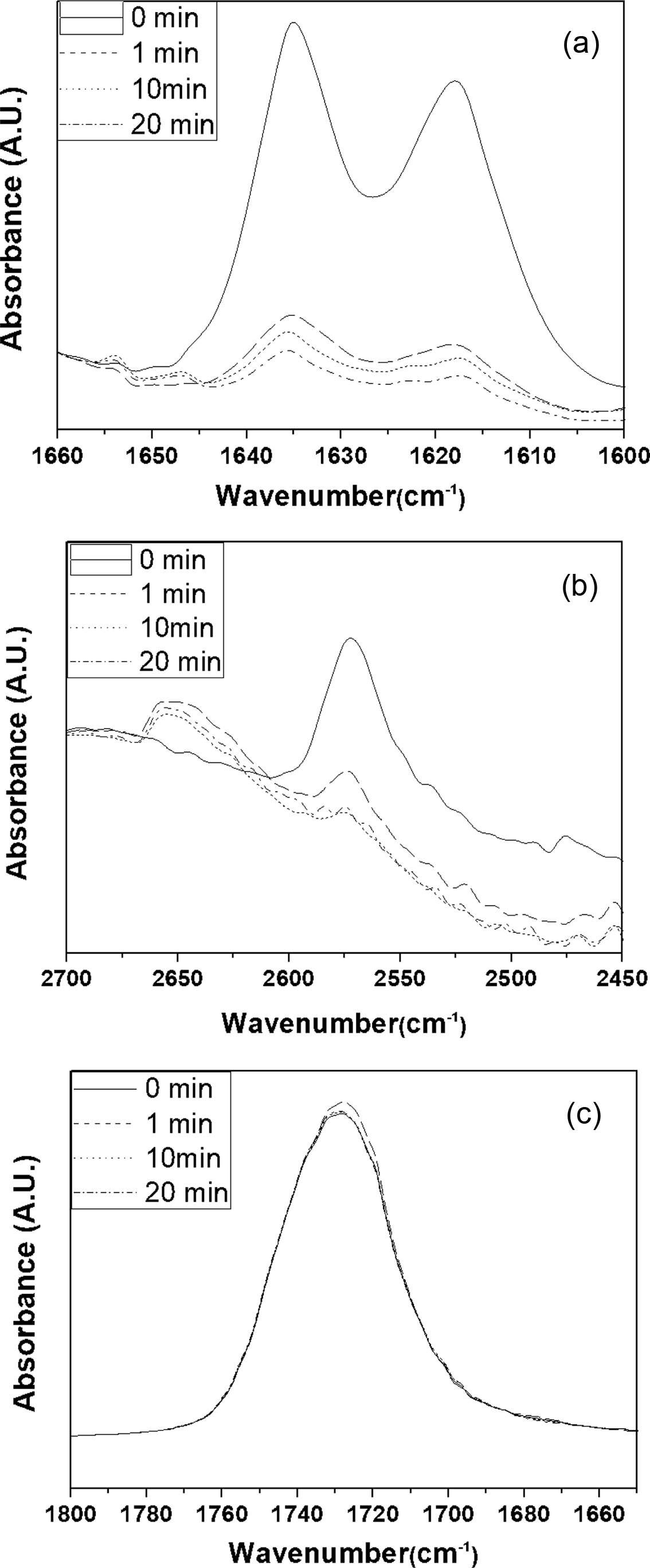
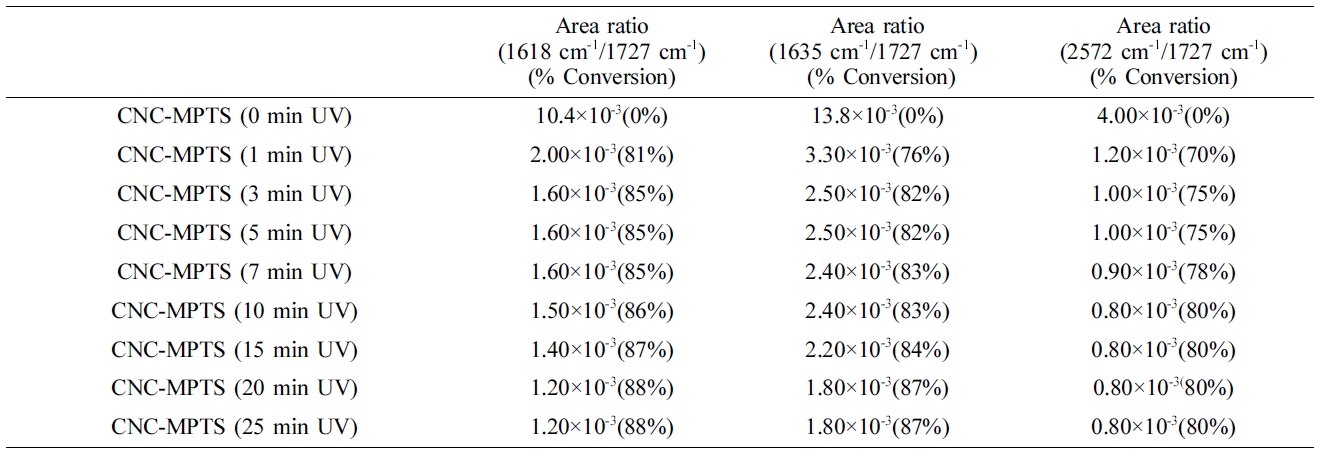
광중합 및 전환율 측정. 자외선 경화 시간에 따른 수지의 전환율을 측정하기 위하여,
자외선 경화 시간을 0, 1, 3, 5, 7, 10, 15, 20 및 25분으로 변화시키면서 반응시킨 수지를 ATR-FTIR법으로 스펙트럼을 측정하여
분석하였다. 아크릴레이트기의 C=C 피크는 1618와 1635 cm-1, C=O 피크는 1727 cm-1 그리고 CNC-MPTS 표면과
PETT에 존재하는 S-H기는 2572 cm-1에서 피크가 나타는 것으로 알려져 있다. 피크면적의 변화를 뚜렷이 나타내기 위하여
자외선 조사시간 0, 1, 10 및 20분에 대한, C=C, S-H 및 C=O 영역의 스펙트럼을 Figure 4의 (a), (b) 및 (c)에
각각 나타내었다.
Figure
4(a) 및 4(b)에서 보면 경화시간이 증가하면 1618와 1635 cm-1에서 나타나는 C=C 피크와 2572 cm-1에서 나타나는 S-H 피크의
크기가 감소하는 것을 확인할 수 있었다. 이는 thiol-ene 광중합 반응에 의해 C=C와 S-H기의 농도가 감소하는 것으로 판단된다. 이를
정량화하기 위해 경화시간에 따른 피크의 면적이 크게 변하지 않는 1727 cm-1의 C=O 피크를 기준으로
식 (1)을 사용하여 면적 비 변화를 계산하여 Table 3에 나타내었다. 또한 Table 3에 식 (2)를 사용하여 자외선 경화시간에 따른 전환율을
함께 나타내었다. 
여기서,
(Area of peak)0와 (Area of peak)t는 각각 UV 조사 전 피크 면적 및 t초
동안 UV 조사 후의 피크 면적을 나타낸다.
Table 3에서
보면 경화시간이 증가함에 따라 피크 면적비가 감소하다가 20분과 25분에서는 면적비 변화가 없는 것을 확인하였다. 따라서 UV 조사시간 20분에
중합반응이 거의 종결된 것을 확인하였다. UV 조사시간 20분 이후 남아 있는 1618 및 1635 cm-1의 C=C 피크와
2572 cm-1의 S-H기 피크는 각각 12, 13 및 20%로 나타났다. 이는 가교 반응으로 인해 사슬의 움직임이 제한되어
중합되지 않고 남는 것으로 판단된다.
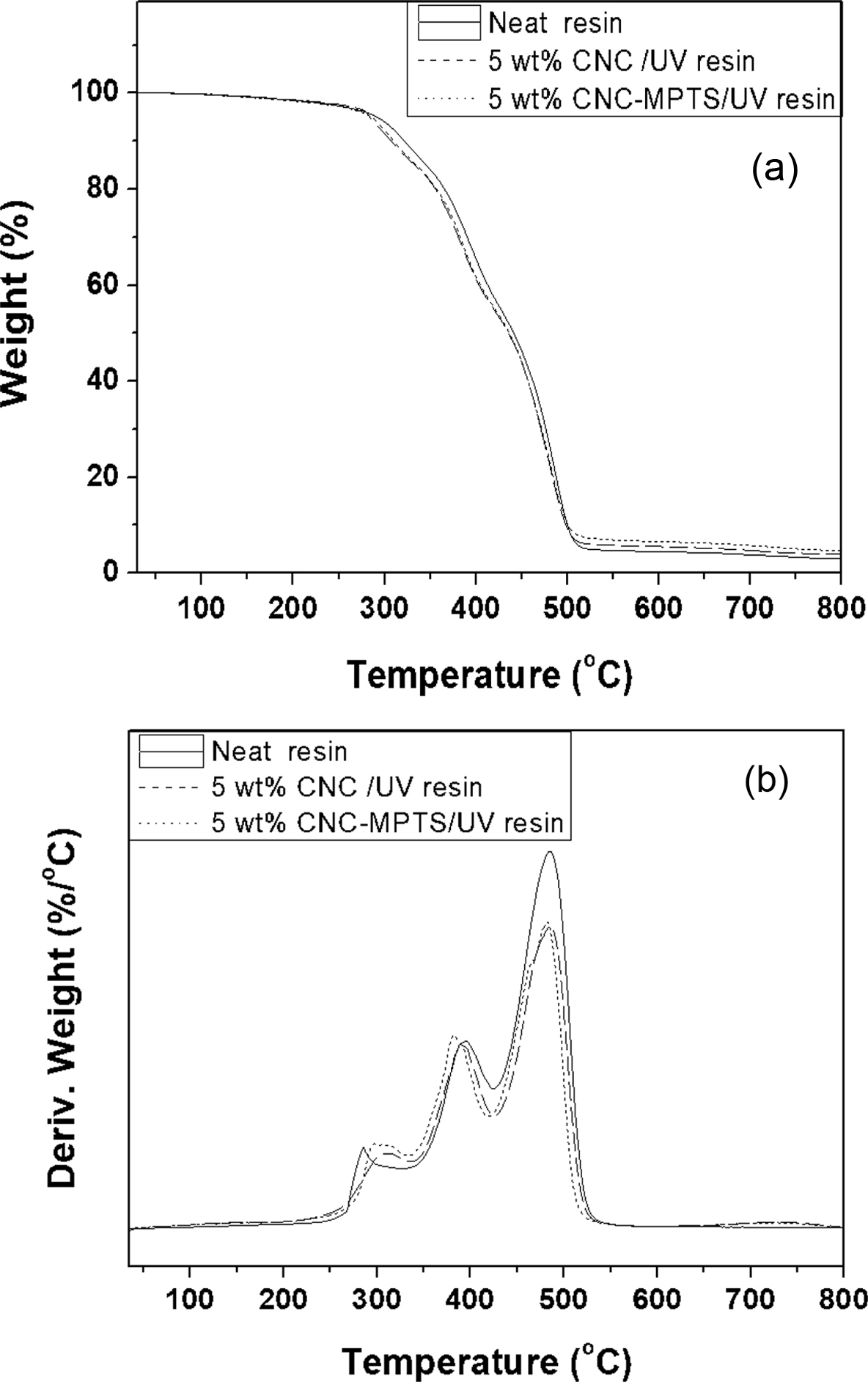
열적 안정성 확인. 나노복합체들의 열적 안정성을 분석하기 위하여 순수 수지
중합체, 순수 CNC 및 CNC-80 wt% MPTS 각각 5 wt%를 충전제로 포함하는 복합체를 제조하여 TGA를 사용하여 분석하였다. 질소분위기
하에서 30~800 ℃의 온도범위를 10 ℃/min으로 가열하면서
시료의 무게 변화를 측정하여 Figure 5에 나타내었다.
Figure 5(a)는 순수 수지 중합체, 순수 CNC
및 CNC-80 wt% MPTS를 각각 5 wt%를 포함하는 복합체의 중량손실곡선이다. 나노복합체의
열분해 시작 온도는 각각 314.7, 311.9 및 310.3 ℃로서, 열분해 시작
온도는 크게 차이가 없는 것을 확인하였다. 800 ℃에서 잔류량은 각각
3.00, 3.90 및 4.69%로 측정되었으며, 5 wt%의 CNC-MPTS를 충전제로 사용한 나노복합체의 잔류량이 가장 높게 측정되었다. 이는 CNC 표면에
도입된 MPTS의 Si 원소로 인해 char를 형성하여 잔류량이 많이 남는 것으로 판단된다.
Figure
5(b)는 Figure 5(a)의 결과를 미분형태의 TGA (derivative thermogravimetry, DTG) 곡선으로 나타낸 것이다. 최대 분해속도를 나타내는 온도는 순수 수지 중합체는
282, 395 및 485 ℃, 순수 CNC를 충전제로 사용한 나노복합체는 284, 381 및 482 ℃ 그리고 CNC-MPTS를 충전제로 사용한 나노복합체는 295, 381 및 481 ℃로 측정되었다. 이러한 결과를 보면, 순수 CNC를 충전제로 사용한 나노복합체는 순수 수지 중합체와 큰 차이가
없지만, CNC-MPTS를 충전제로 사용한 나노복합체는 순수 수지 중합체보다 첫 번째 최대 분해온도가 13 ℃ 증가한 것을 확인할 수 있었다. 이는 CNC-MPTS의 표면에 도입되어 있는 티올기와 아크릴레이트기가 있는
수지와 강한 결합을 하여 열적 안정성이 증가한 것으로 판단된다.
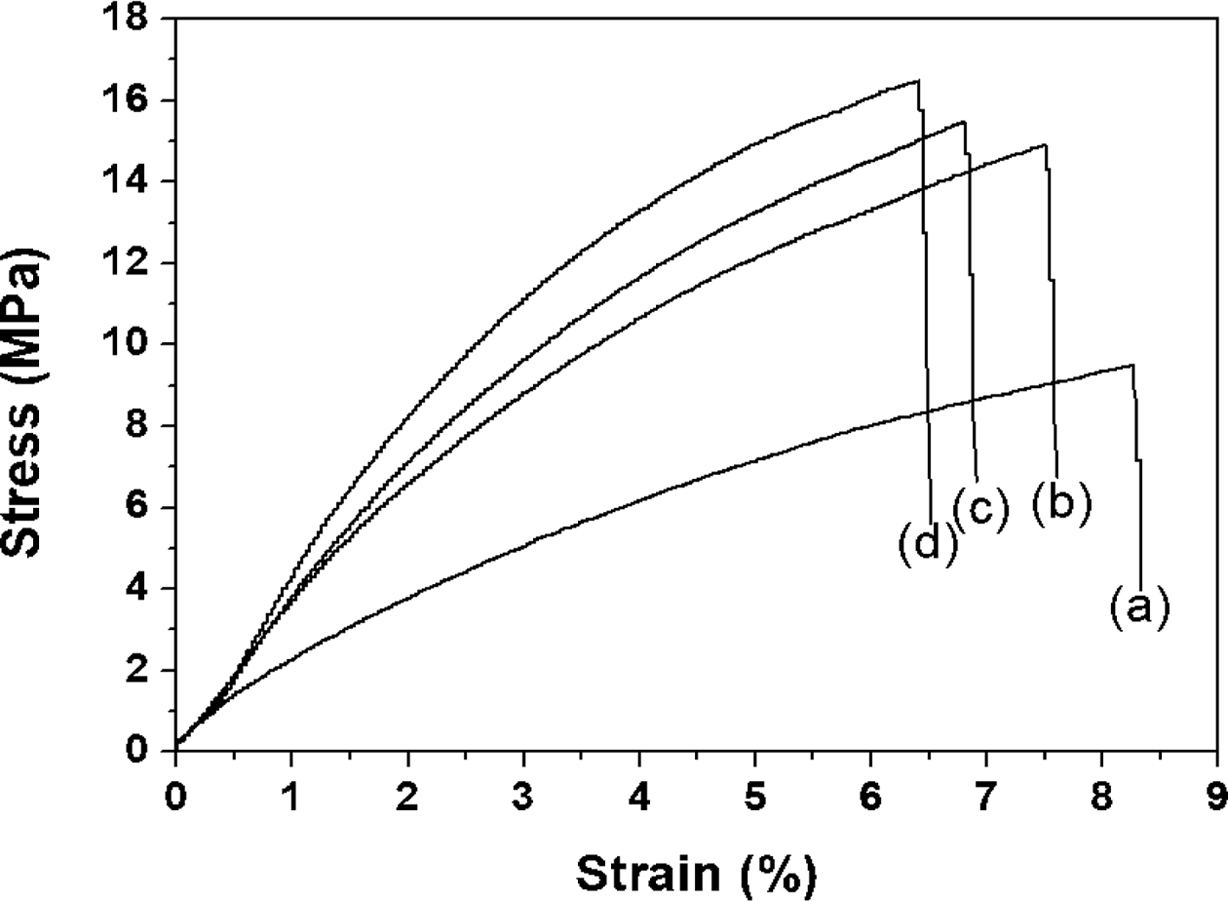
인장강도 및 탄성률 측정. 충전제가 나노복합체의 기계적 물성에 미치는 영향을 연구하기
위하여 순수 CNC 충전제 함량은 5 wt%로 고정하고, CNC-80 wt% MPTS 충전제 함량을 0, 1, 3 및 5 wt%로 투입하여 나노복합체를 제조하였다. ASTM
D 1708 규격에 맞춰 시편들을 제조하고 UTM으로 분석하여 응력-변형률 곡선(stress-strain curve)을 측정하여 Figure
6 및 7에 각각 나타내었다.
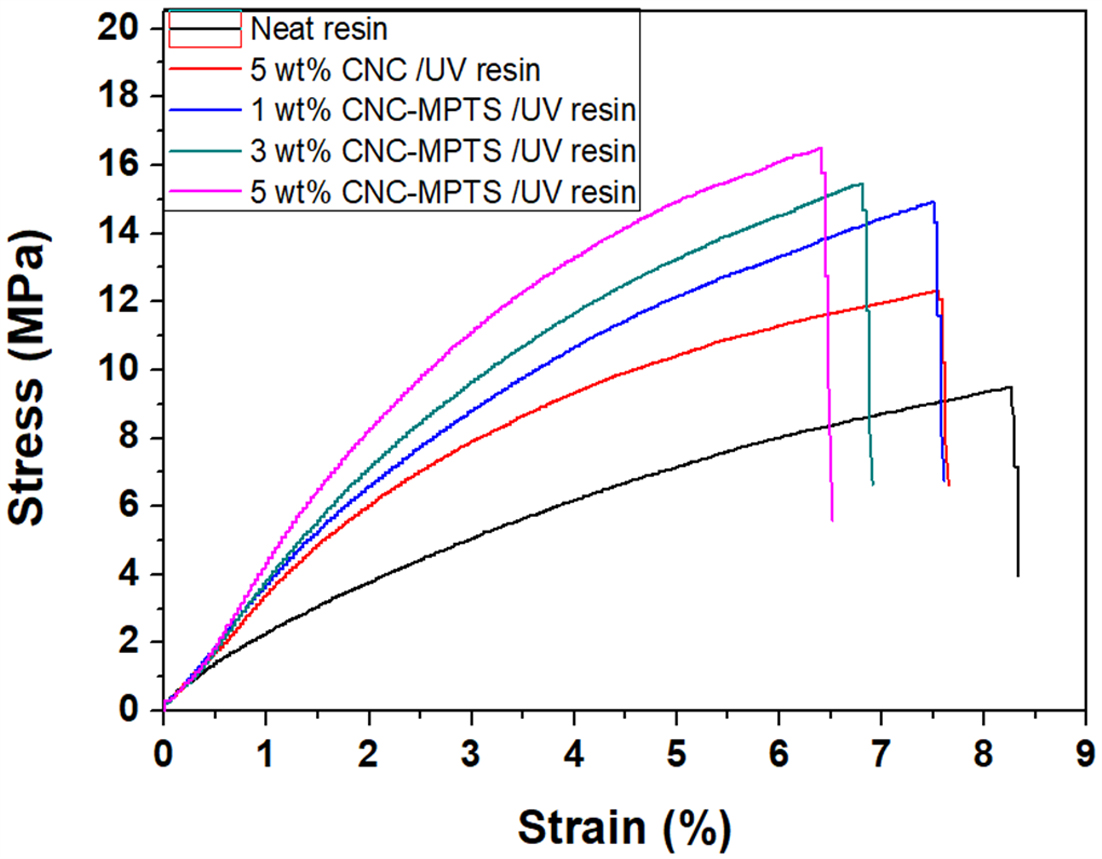
Figure 6에서
보면 CNC-MPTS의 투입량을 0, 1, 3 및 5 wt%로 증가하면 인장강도는 9.49±1.18, 14.91±1.28, 15.46± 1.07 및 16.49±0.69 MPa, 탄성률은 117.92±6.55, 189.90±7.17, 216.78±8.75 및 242.61±9.03 MPa으로 증가하였으며, 파단연신율은 8.33±0.78,
7.61±0.98, 6.91±0.62 및 6.52±0.73%로 감소하는 것을 확인할 수 있었다. 이 결과들을 순수 수지 중합체와 비교하면 인장강도는
1.57, 1.62 및 1.73배, 탄성률은 1.61, 1.83 및 2.06배 증가하고 파단연신율은 0.91, 0.82 및 0.78배 감소하였다.
즉, CNC-MPTS 충전제 함량이 증가할 수록 인장강도와 탄성률이 증가하고, 파단연신율은 감소하는 것을 확인하였다.
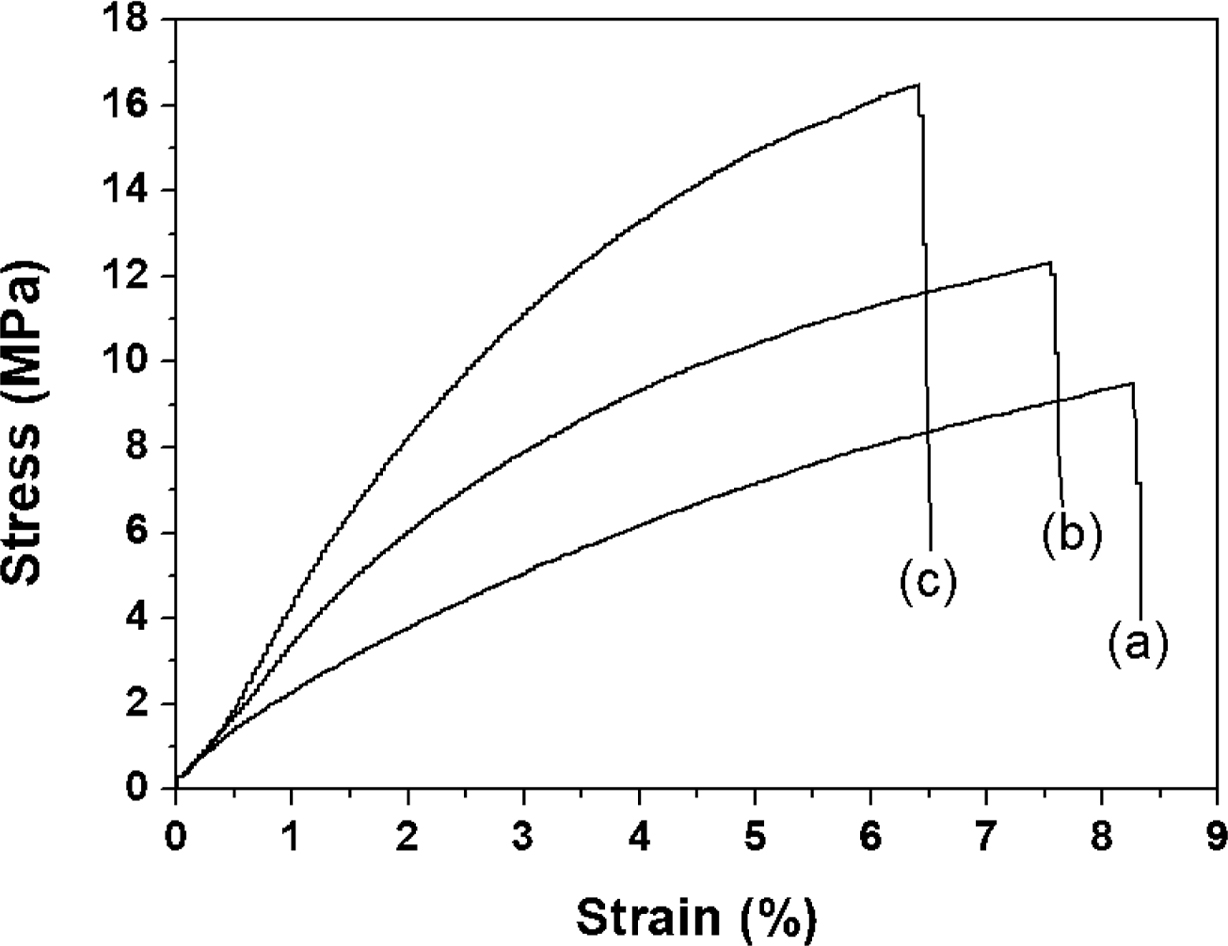
Figure 7에
순수 수지 중합체, 순수 CNC 및 CNC-MPTS 5 wt%를 충전제로 제조한 나노복합체들의 응력-변형률 곡선을 나타내었다. 순수 수지 중합체, 5 wt%의 순수
CNC 및 CNC-MPTS를 충전제로
제조한 나노복합체의 인장강도는 각각 9.49±1.18, 12.32±0.78 및 16.49±0.69 MPa, 탄성률은 117.92±6.55, 157.57±10.29
및 242.61±9.03 MPa, 파단연신율은 8.33±0.78, 7.65±0.83 및 6.52±0.73%로 측정되었다. 이 결과들을 순수 수지
중합체와 비교하면 순수 CNC와 CNC-MPTS를 충전제로 사용한 나노복합체의 인장강도는 1.29 및 1.73배 증가하고, 탄성률은 1.33 및
2.06배 증가함을 확인하였다. 파단연신율은 0.92 및 0.78배 감소하였다.
고분자 매트릭스와
충전제 사이의 보강 현상을 반영한 식 (3)의 Guth-Gold 식을 사용하여 충전제의 보강 효과를 정량적으로 계산하였다.22

여기서, E는
충전제를 포함하는 나노복합체의 탄성률, E0는 순수 수지 중합체의 탄성률, f (shape factor)는 CNC 입자의 폭에 대한
길이 비, ϕ는 CNC 입자의 부피 분율을 각각 나타낸다.
본 연구에서 측정된
순수 수지 중합체의 E0는 78.64 MPa이고, 순수 CNC 및 CNC-MPTS를 각각 5 wt% 투입하여 제조한 나노복합체의 측정된 E
값은 각각 132.41 및 186.62 MPa으로 나타났다. CNC의 밀도는 1.5 g/cm3로 알려져있으며,17 순수 수지 중합체의 밀도는 측정한 결과
1.10 g/cm3으로 측정되었다.
CNC-MPTS의 밀도는 MPTS의 접목반응으로 CNC 표면만 개질되었으므로 순수 CNC와 같은 밀도를 사용하여 계산하였다. 본 실험에 사용한
순수 CNC의 평균 직경은 7.5 nm, 길이는 150 nm로 알려져 있기 때문에 f 값은 20을
사용하였다.17
식 (3)을 사용하여 순수 CNC 및 CNC-80 wt% MPTS를 각각 5 wt%를 포함하는 복합체의
f 값을 계산하면 각각 4.7 및 14.6이 되었다. CNC-MPTS 나노복합체의 f 값이 순수 CNC 나노복합체의 f
값보다 큰 이유는 CNC-MPTS가 UV 광중합된 나노복합체 내에서 분산이 더 균일하기 때문으로 판단된다. 또한 순수 CNC 및
CNC-MPTS를 충전제로 포함하는 나노복합체들은 충전제 입자들이 응집체를 형성하지 않고 균일한 분산이 되었을 때 예상되는 f 값인
20보다 작은 값을 나타내었다. 이는 순수 CNC 및 CNC-MPTS 충전제들의 일부분은 응집체를 형성하기 때문으로 판단된다.
본 연구실에서 선행된
메타크릴레이트기를 도입한 CNC를 충전제로 사용하여 제조한 나노복합체의 경우, 순수 수지 중합체와 비교하였을 때 인장강도는 1.50배, 탄성률은
1.69배 증가하였다. 또한 보강 현상을 증명하기 위하여 Guth-Gold 식을 사용하여 계산한 f 값은 13.5로 나타났다.20
본 연구에서 CNC-80 wt% MPTS를 충전제로 사용하여 제조한 나노복합체의
경우는 순수 수지 중합체와 비교하였을 때, 인장강도와 탄성률이 각각 1.73배와 2.06배로 메타크릴레이트기를 도입한 CNC보다 기계적 물성의
향상도가 증가하였으며, Guth-Gold 식을 사용하여 계산한 f 값은 14.6으로 나타났다. 이는 CNC 표면에 접목된 티올기는
메타크릴레이트기보다 고분자 매트릭스로 사용되는 아크릴레이트기와의 반응성이 상대적으로 높아서 충전제가 나노복합체 내에서 더 균일한 분산을 하였거나,
고분자 매트릭스와 충전제 계면 사이의 결합력이 향상되었기 때문으로 판단된다.
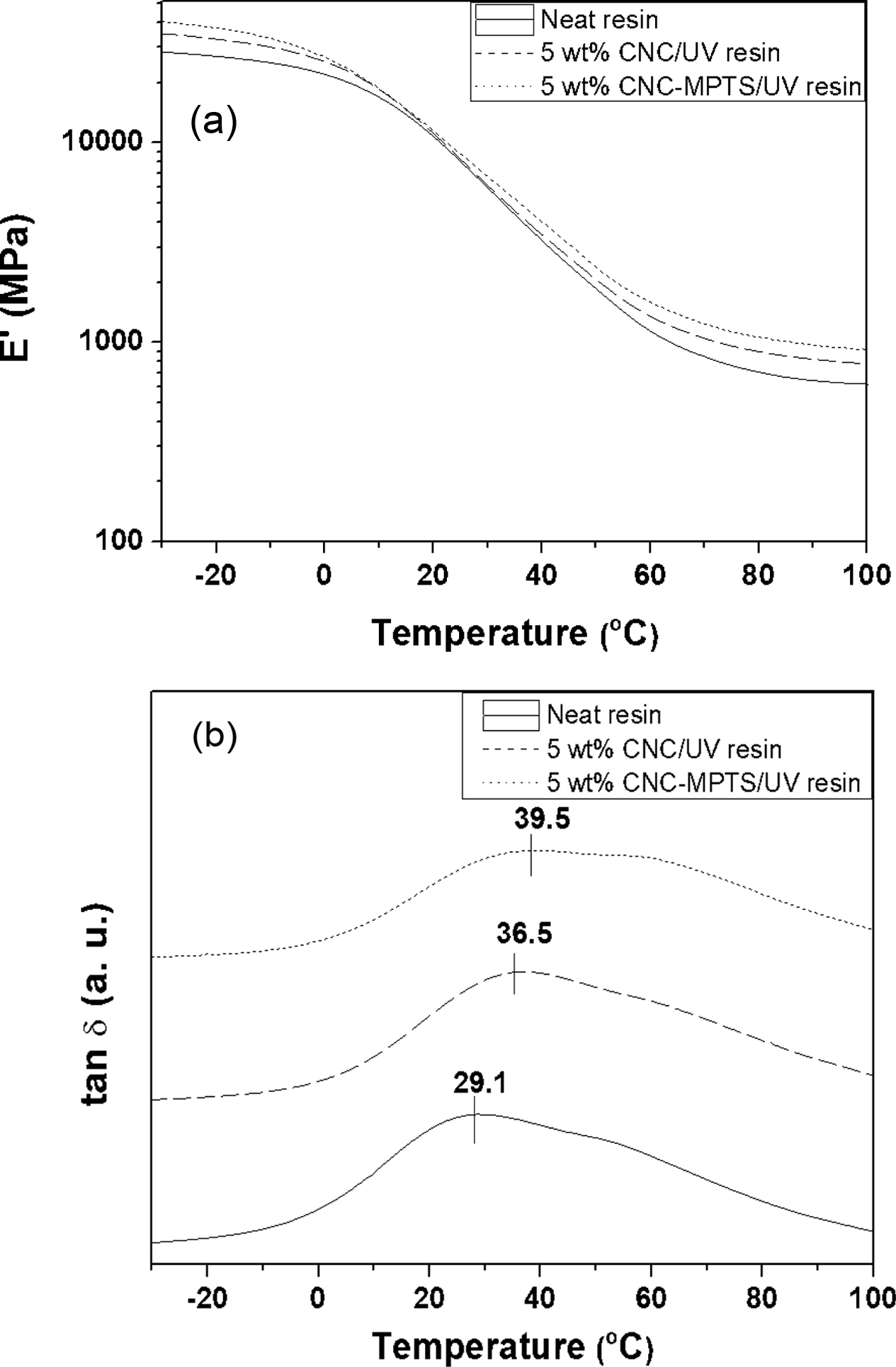
동역학적 거동 분석. 순수 수지 중합체와 5 wt%의 순수 CNC 및 CNC-80 wt% MPTS를 충전제로 제조한 나노복합체의 점탄성
거동을 DMA를 사용하여 측정한 결과를 Figure 8에 나타내었다.
Figure
8(a)에서 보면 순수 수지 중합체와 순수 CNC 및 CNC-MPTS를 충전제로 사용한 나노복합체의 유리상 영역인 -30 ℃에서의 저장탄성률은 28570, 35268 및 40427 MPa로 측정되었으며, 고무상 평탄 영역인 100 ℃에서의 저장탄성률은 616, 782 및 915 MPa로 측정되었다. 순수 CNC와 CNC-MPTS를
충전제로 사용한 나노복합체의 유리상 영역의 저장탄성률을 순수 수지 중합체와 비교하면 각각 1.23배와 1.42배로 나타났으며, 고무상 평탄 영역의
저장탄성률은 각각 1.27배와 1.49배로 나타났다. 순수 수지 중합체의 유리상 영역과 고무상 평탄 영역의 저장탄성률보다 순수 CNC 및
CNC-MPTS를 충전제로 함유하는 나노복합체의 저장탄성률이 더 높게 나타나는 것을 알 수 있다. 특히 CNC-MPTS를 충전제로 함유한 나노복합체의
저장탄성률이 가장 높게 나타나는 것을 확인할 수 있으며, 이는 CNC-MPTS 입자와 수지 간의 강한 계면 결합으로 보강 효과가 증가하였기 때문으로
판단된다.
Tan δ 값은 손실
탄성률과 저장 탄성률의 비(E"/E')로서, 고분자의 유리전이온도(glass transition
temperature, Tg)와 연관이 있는 것으로 알려져 있다. Figure 8(b)에서 보면 tan δ의 피크
값이 29.1, 36.5 및 39.5 ℃로 나타났다. 즉,
5 wt%의 순수 CNC 및 CNC-MPTS를 충전제로 제조한 나노복합체의 Tg 값은 순수 수지 중합체의 Tg
값 보다 각각 7.4 및 10.4 ℃ 증가하여 나타났다.
순수 CNC 충전제의 경우에는 표면에 존재하는 -OH기와 고분자 매트릭스에 존재하는 아크릴레이트의 C=O기 사이에 형성되는 수소결합 때문에 고분자
사슬의 거동이 제한을 받기 때문으로 판단된다. CNC-MPTS 충전제의 경우에는 표면에 존재하는 -SH기와 수지의 C=C 사이의 공유결합 형성에
의한 계면 결합으로 고분자 사슬의 거동이 더 크게 제한을 받아 Tg 값이 더 높게 나오는 것으로 판단된다.23
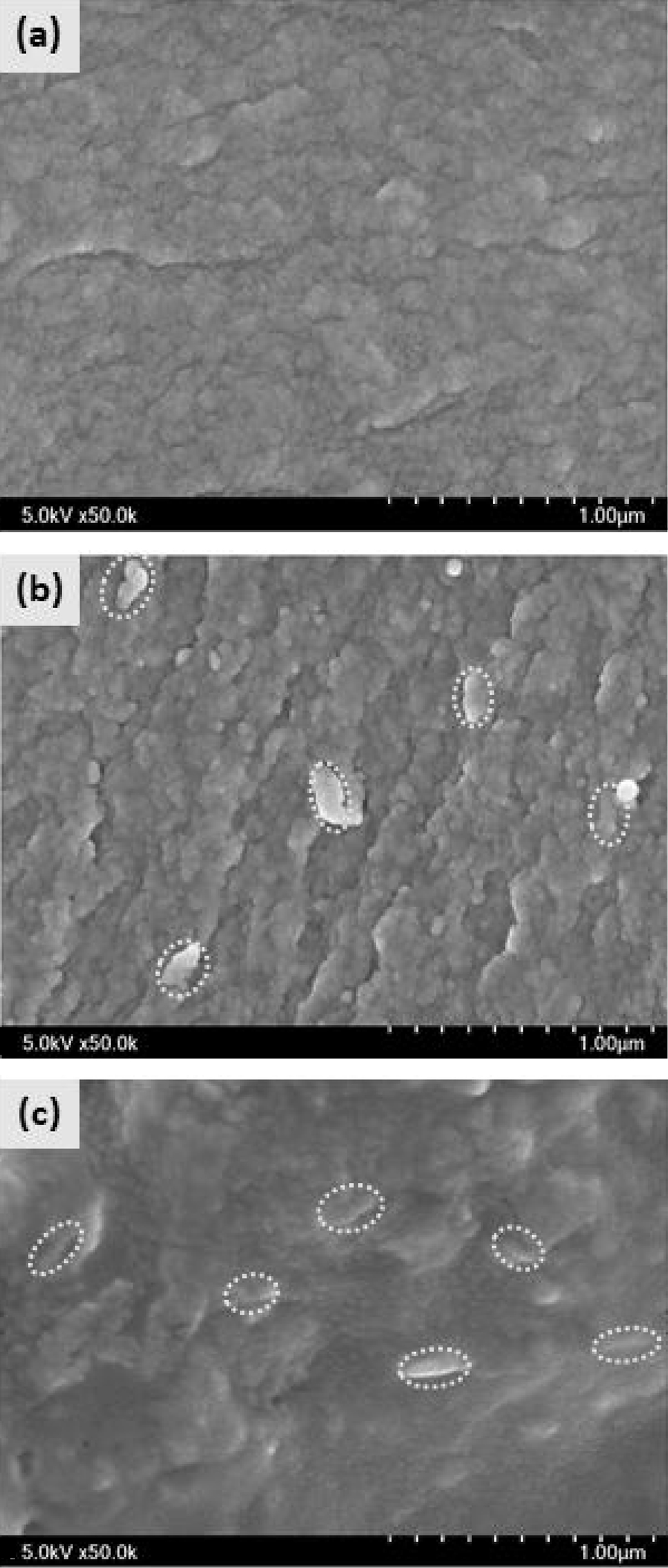
나노복합체의 충전제 분산상태 확인. 순수 수지 중합체, 순수 CNC 및 CNC-80
wt% MPTS를 각각 5 wt% 투입하여 제조된 나노복합체의 충전제 분산 상태를
분석하기 위하여 FE-SEM을 사용하여 나노복합체의 파단면을 관찰한 결과를 Figure 9에 나타내었다.
Figure 9에서
보면 9(a)는 순수 수지 중합체, 9(b)와 9(c)는 순수 CNC와 CNC-80 wt% MPTS를 각각 5 wt% 투입하여 제조한 나노복합체의 파단면이다.
Figure 9(b)와 9(c)에서는 순수 수지 중합체에서는 관찰되지 않던 CNC와 CNC-MPTS 입자들이 관찰되었다. 입자들의 크기를 분석하기
위해 FE-SEM 기기에 설치되어 있는 소프트웨어인 PC-CHEM을 사용하여 막대 모양의 입자 10개를 측정하여 평균 입자 크기(직경과 길이)와
표준 편차를 계산하였다. Figure 9(b)에서 관찰되는 CNC 입자들의 평균 직경은 63.8±8.5 nm, 평균 길이는 158.7±36.8 nm로 나타났으며 9(c)에서 관찰되는
CNC-MPTS 입자들의 평균 직경은 37.5±4.8 nm, 평균 길이는 169.8±15.2 nm로 나타났다.
본 실험에 사용한 CelluForce 사의 CNC 평균 입자 직경은 7.5 nm, 길이는 150 nm로 알려져 있다.17 증착된
Pt의 두께 10 nm를 고려하면 나노복합체에 존재하는 순수 CNC 충전제는
5~7개, CNC-MPTS는 2~3개가 응집되어 관찰되는 것으로 판단된다.
이러한 결과로부터,
나노복합체에 분산된 CNC-MPTS 충전제 입자들의 평균 직경은 순수 CNC 충전제 입자들보다 작아서, CNC-MPTS 입자들은 순수 CNC 입자보다
응집체를 적게 형성하고 분산이 더 균일하게 되는 것을 확인하였다.
|
Figure 1 FTIR-DRIFT spectra of (a) pristine CNC; (b) modified CNC with 40 wt% MPTS; (c) modified CNC with 60 wt% MPTS; (d) modified CNC with 80 wt% MPTS. |
|
Figure 2 Solid state 29Si CP/MAS NMR spectra of modified CNC with 80 wt% MPTS. |
|
Figure 3 TGA weight loss curves of pristine CNC and modified CNC with 80 wt% MPTS. |
|
Figure 4 Evolution of FTIR peak intensity with UV irradiation time: (a) 1660-1600 cm-1 region; (b) 2700-2450 cm-1 region; (c) 1800-1650 cm-1 region. |
|
Figure 5 TGA thermograms of neat UV-cured resin, 5 wt% CNC in UV-cured resin, and 5 wt% CNC-MPTS in UV-cured resin: (a) TGA weight loss curves; (b) DTG curves. |
|
Figure 6 Mechanical properties of (a) neat UV-cured resin; (b) 1 wt% CNC-MPTS in UV-cured resin; (c) 3 wt% CNC-MPTS in UV-cured resin; (d) 5 wt% CNC-MPTS i n UV-cured resin. |
|
Figure 7 Mechanical properties of (a) neat UV-cured resin; (b) 5 wt% CNC in UV-cured resin; (c) 5 wt% CNC-MPTS in UV-cured resin. |
|
Figure 8 DMA curves of neat UV-cured resin, 5 wt% CNC in UVcured resin, and 5 wt% CNC-MPTS in UV-cured resin: (a) storage modulus curves; (b) tan δ curves. |
|
Figure 9 SEM images of (a) neat UV-cured resin; (b) 5 wt% CNC in UV-cured resin; (c) 5 wt% CNC-MPTS in UV-cured resin. |
|
Table 1 Area Ratios of Modified CNCs with Different MPTS Concentration from FTIR-DRIFTS Spectra |
|
Table 2 Elemental Analysis Results for Modified CNCs with Different MPTS Concentration |
|
Table 3 FTIR Peak Area Ratios and % Conversion of 5 wt% CNC-MPTS in UV-curable Resin with Respect to UV Irradiation Time |
본 연구에서는 실란
커플링제인 MPTS를 사용하여 CNC 표면에 티올기를 도입하여, 표면 개질된 CNC 충전제가 나노복합체의 물성에 미치는 영향에 대한 연구를 수행하였다.
MPTS의 투입량이
CNC 질량에 대하여 40, 60 및 80 wt%로 증가할수록 CNC의 표면과 결합하는 티올기의 도입량이 증가함을 FTIR과 EA 분석결과를 통하여
확인하였다. 또한 TGA 분석 결과
순수 CNC보다 CNC-MPTS의 800 ℃에서의 잔류량이 더 높은 것을 확인하였다. 이는
CNC-MPTS 표면에 접목된 Si 원소가 char를 형성하여 남기 때문으로 판단된다.
또한 CNC-80
wt% MPTS 충전제 함량이 0, 1, 3 및 5 wt%로 증가할수록 나노복합체의 인장강도와 탄성률이 증가하고 파단연신율이 감소하는 것을 확인하였다. 이는
CNC-MPTS 충전제 표면에 존재하는 티올기가 고분자 매트릭스를 형성하는 아크릴레이트 단량체와 반응하여 계면 공유결합에 의한 계면 결합력 증가
때문으로 판단된다. 본 연구실에서 선행된 메타크릴레이트기를 도입한 CNC를 충전제로 제조한 나노복합체의 기계적 물성과 비교하였을 때, 기계적 물성의
향상도가 인장강도는 1.15배, 탄성률은 1.22배 증가하는 것을 확인하였다.
DMA 분석 결과
CNC-MPTS를 충전제로 사용한 나노복합체의 Tg 값이 공유결합 형성에 의한 계면결합으로 인해 고분자 사슬의
거동이 제한을 받아, 순수 수지 중합체보다 10.4 ℃, 계면에서 수소결합이
가능한 순수 CNC 나노복합체보다 3.0 ℃ 증가하는 것을 확인하였다.
나노복합체의 파단면을
FE-SEM으로 분석한 결과 CNC-MPTS 입자들이 순수 CNC 입자보다 응집체를 적게 형성하고 분산이 균일하게 되는 것을 확인하였다.
- 1. J. P. Lagerwall, C. Schutz, M. Salajkova, J. H. Noh, J. H. Park, G. Scalia, and L. Bergstrom, NPG Asia Mater., 6, e80 (2014).
-

- 2. P. Phanthong, P, Reubroycharoen, X. Hao, G. Xu, A. Abudula, and G. Guan, Carbon Resour. Convers., 1, 32 (2018).
-
- 3. C. Salas, T. Nypelo, C. R-Avreu, C. Carrillo, and O. Rojas, Curr. Opin. Colloid Interface Sci., 19, 383 (2014).
-
- 4. H. Kang, Y. Shin, and D. Kim, Polym. Korea, 42, 649 (2018).
-
- 5. M. D. O. Taipina, M. M. F. Ferrarezi, I. V. P. Yoshida, and M. D. C. Goncalves, Cellulose, 20, 217 (2013).
-
- 6. Z. Zhang, Q. Wu, K. Song, S. Ren, S. Ren, T. Lei, and Q. Zhang, ACS Sustain. Chem. Eng., 3, 574 (2015).
-
- 7. H. J. Lee, S. K. Kim, Y. H. Kang, and W. S. Kim, J. Korean Soc. Adv. Comp. Struc., 8, 49 (2017).
-
- 8. J. H. Shin, NICE, 34, 500 (2016).
- 9. S. K. Song, J. H. Kim, K. S. Hwang, and K. Ha, Polym. Korea, 49, 181 (2010).
-
- 10. Y. Xie, C. A. S. Hill, Z. Xiao, H. Militz, and C. Mai, Composites Part A, 41, 806 (2010).
-
- 11. S. Lee and K. Ha, Polym. Korea, 37, 777 (2013).
-
- 12. S. H. Kim, H. S. Chang, S. H. Park, and K. Song, Polym. Korea, 34, 469 (2010).
-
- 13. J. W. Bae, J. H. Jung, H. S. Wang, S. H. Kim, I. J. Kim, I. J. Kim, and K. Song, Polym. Korea, 41, 361 (2017).
-
- 14. H. Kang, L. Wang, and M. H. Lee, J. Korean Soc. Imaging Sci. Technol., 13, 215 (2007).
- 15. C. E. Hoyle and C. N. Bowman, Angew. Chem. Int. Ed., 49, 1540 (2010).
- 16. R. H. Halvorson, R. L. Erickson, and C. L. Davidson, Dent. Master., 19, 327 (2003).
-
- 17. F. Asempour, D. Emadzadeh, T. Matsuura, and B. Kruczek, Desalination, 439, 179 (2018).
-
- 18. J. L. Huang, C. J. Li, and D. G. Gray, RSC Adv., 4, 6965 (2014).
-
- 19. D. W. Janes, K Shanmuganathan, D. Y. Chou, and C. J. Ellison, ACS Macro Lett., 1, 1138 (2012).
-
- 20. J. H. Lee, Y. N. Lee, S. S. Park, and K. Ha, Polym. Korea, 43, 612 (2019).
-
- 21. M. C. B. Salon, G. Gerbaud, M. Abdelmolleh, C. Bruzzese, S. Boufi, and M. N. Belgacem, Magn. Reson. Chem., 45, 473 (2007).
-
- 22. G. Seo, D. I. Kim, S. J. Kim, C. S. Ryu, J. K. Yang, and Y. G. Kang, Elastom. Composites, 52, 114 (2017).
- 24. T. W. Yoo, J. S. Woo, J. H. Ji, B. M. Lee, and S. S. Kim, Biomater. Res., 16, 32 (2012).
- Polymer(Korea) 폴리머
- Frequency : Bimonthly(odd)
ISSN 0379-153X(Print)
ISSN 2234-8077(Online)
Abbr. Polym. Korea - 2023 Impact Factor : 0.4
- Indexed in SCIE
 This Article
This Article
-
2020; 44(1): 99-108
Published online Jan 25, 2020
- 10.7317/pk.2020.44.1.99
- Received on Oct 17, 2019
- Revised on Nov 14, 2019
- Accepted on Nov 14, 2019
Services
Shared
Correspondence to
- KiRyong Ha
-
Department of Chemical Engineering, Keimyung University, Daegu 42601, Korea
- E-mail: ryongi@kmu.ac.kr
- ORCID:
0000-0002-8198-7673
Hyecheon Building(Room 601), #354, Gangnam-Daero, Gangnam-Gu, Seoul 06242, Korea
TEL : 82-2-568-3860, 561-5203, 569-3860 FAX : 82-2553-6938 E-mail: polymer@polymer.or.kr