





- Analysis of Mechanical Properties in Thermoplastic Polyurethane-Microcrystalline Cellulose Composites
Yongju Kim#,*, Hyeok Jun Yoon#,*, Sang Yeon Lee*, Jong Hyeok Lee*, Seong Bak Moon*,Jeong Min Nam*, Kyongho Jung**, and Jeong Jae Wie*,***,†

*Department of Environmental and Polymer Engineering, Inha University, 100 Inha-ro, Michuhol-gu, Incheon 22212, Korea
**Advanced Material Team, Materials & Devices Advanced Research institute, LG Electronics Inc., Bldg W1, LG Science Park, 10 Magokjungang 10-ro, Gangseo-gu Seoul 07796, Korea
***Department of Polymer Science and Engineering, Inha University, 100 Inha-ro, Michuhol-gu,
Incheon 22212, Korea- 열가소성 폴리우레탄과 미세결정 셀룰로오스 복합체의 제조 및 기계적 물성 분석
김용주#,* · 윤혁준#,* · 이상연* · 이종혁* · 문성박* · 남정민* · 정경호** · 위정재*,***,†
*인하대학교 고분자환경융합공학과, **LG 전자, ***인하대학교 고분자공학과
Cellulose is the most abundant
polymer found in nature. Owing to the lightweight mechanical properties and
biodegradability of cellulose, polymer-cellulose composites have widely been
investigated for various applications. In this study, microcrystalline
cellulose (MCC) is employed as a reinforcement agent for eco-friendly TPU-MCC
composites to enhance the mechanical strength of thermoplastic polyurethane
(TPU). The size of the MCC was measured to be 88.4 µm by particle size
analyzer, and the hydrogen bonding between the urethane group of TPU and the
hydroxyl group of MCC was characterized by Fourier transform infrared
spectroscopy. As evident from SEM analysis, MCC was evenly dispersed in TPU
matrix at 0.5 wt% MCC loading, but we observed the aggregation at 1 wt%
or higher MCC loading. From the universal testing machine analysis, we observed
an increase in tensile strength by 12.7%, elongation by 36.7%, and toughness by
25.9% at a small amount of 0.5 wt% MCC content.
셀룰로오스는 식물 세포벽의 기본 구조 성분으로 자연에서
추출할 수 있는 가장 풍부한 천연고분자이다. 셀룰로오스는 열분해성 및 생분해성이 뛰어나며 가벼운 무게
대비 높은 기계적 물성을 나타내는 특성으로 인해, 고분자-셀룰로오스
복합체를 통해 자동차 경량화 소재, 신발, 코팅 및 건축용
소재 등의 다양한 산업 분야에 적용하기 위한 연구가 널리 진행되고 있다. 본 연구에서는 가볍고 신축성이
좋은 열가소성 폴리우레탄(TPU)의 낮은 기계적 강도를 증가시키고 미세 플라스틱에 의한 환경오염을 방지하기
위해 미세결정 셀룰로오스(MCC)를 보강재로 사용하여 친환경 복합체를 제조하고자 한다. 사용된 MCC의 사이즈는 입도 분석기(PSA)로 측정 시 88.4 μm로 측정되었으며 TPU의 우레탄기와
MCC의 수산기 사이의 수소결합을 통한 상호작용은 적외선 분광분석(FTIR)을 통해 확인했다. 열중량분석(TGA)을 통해 열안정성을 측정한 결과 MCC의 열안정성이 낮기 때문에 TPU-MCC 복합체의 MCC 함량이 증가할수록 열안정성은 감소함을 나타냈다. 주사전자현미경(SEM) 측정결과 0.5 wt% 함량에서는 MCC가 매트릭스 내부에 골고루 분산된 모습이 관찰되었으나 1 wt%
이상의 함량에서는 응집이 발생하는 현상을 관찰했다. 만능재료시험기(UTM) 측정 결과 0.5 wt%와 같은 소량의 MCC 함량 첨가는 인장강도 12.7%, 연신율 36.7%, 그리고 인성 25.9%가
증가함을 확인했지만 1 wt% 이상의 MCC 함량에서는
기계적 물성이 감소하는 경향을 나타냈다. 결론적으로 보강재를 소량 첨가함으로써 매트릭스 물질의 기계적
물성을 증가시킬 수 있음을 확인했다.
The mechanical properties including tensile strength,
elongation at break and toughness of TPU/ MCC composites were improved by
employing hydrogen bonding. The hydrogen bonding between the urethane group of
TPU and the hydroxyl group of MCC facilitated the interfacial adhesion and
dispersion. The aggregation of MCC was confirmed at a more than 1 wt% concetration.
Keywords: thermoplastic polyurethane, microcrystalline cellulose, polymer composites, mechanical properties, interfacial adhesion.
본 연구는 2018년도 정부(과학기술정보통신부)
의 재원으로 한국연구재단-현장맞춤형 이공계 인재양성 지원
사업(No.2018026613)의 지원을 받아 수행된 연구입니다. 또
한 본 연구는 2020년도 산업통상자원부(MOTIE) 및 한국산
업기술평가관리원(KEIT)의 지원을 받아 수행한 연구입니다
(No. 20011362).
셀룰로오스는 식물
세포벽의 기본 구조 성분으로서 헤미셀룰로오스, 리그닌과 같이 식물 조직의 대부분을 이루고 있는 물질이며 주로 나무 벌목을 통해 매년 약
1000-1500억 톤이 생산되는
자연계에 가장 풍부하게 존재하는 천연고분자이다.1,2 이러한 셀룰로오스의
반복 구조는 세 개의 수산기를 가지고 있는 글루코스로 이루어져 있다. 셀룰로오스는 수소결합이 가능한 다량의 수산기로 구성된 물질로써 수산기에 의한
분자 간 상호작용뿐만 아니라 수산기를 통한 분자 내 수소결합도 형성한다. 따라서 강한 수소결합에 의해 셀룰로오스는 분해온도보다 녹는점이 높아지게
되어 구조적으로는 선형의 고분자임에도 불구하고 열가소성이 아닌 열경화성 고분자의 특징을 나타낸다. 이러한 열경화성의 특징으로 인해 뛰어난 기계적
물성에도 불구하고 가공이 어려워 성형이 필요한 공정을 지닌 항공산업, 선박산업, 자동차산업 등의 산업 분야에서 응용하기에 어려움이 있다.3,4 또한 셀룰로오스는 생산량에 비해 소모량이 적어 남는 자원을 활용한다는 점에서 경제성이 좋으며
식물의 주성분이므로 생분해가 가능하고 환경친화적이라는 특징이 있다.5,6
셀룰로오스는 섬유의
너비에 따라 마이크로 셀룰로오스와 나노 셀룰로오스로 나뉜다. 그중 마이크로 셀룰로오스는 미세섬유상 셀룰로오스(microfibrillated
cellulose, MFC)와 미세결정 셀룰로오스(microcrystalline cellulose, MCC)로 나뉜다. MFC는 자연에 존재하는
셀룰로오스를 마이크로 사이즈로 기계적 처리하여 수득한 셀룰로오스를 의미하며 주로 정제 및 고압 균질기를 통해서 수득한다.7 MCC는 주로 a-셀룰로오스를 무기산에 처리하여 부분적으로 해중합하여
제조하게 되며 비정질 부분이 산에 의해 쉽게 가수분해된다. 따라서 마이크로 크기의 결정을 갖는 MCC는 약 55%~80%의 높은 결정화도를 가진다.8 이러한 MCC는 파우더 성상으로 사용 시 제약, 화장품, 식용접착제, 고분자 복합재료 산업 등에 사용될 수 있다.9
본 연구에서는 가볍고 신축성이 좋아 자동차 경량화 소재, 신발,
코팅, 건축용 소재 등의 다양한 산업 분야에서 사용되는 선형 고분자인 열가소성 폴리우레탄(thermoplastic polyurethane, TPU)이 낮은 기계적 물성으로 인해 더 다양한 분야에서의
사용이 제한되고 있어 기계적 물성을 강화하기 위해 MCC와의 복합체를 제조한다.10
TPU는 지방족 사슬인 폴리올로 이루어진 연질 세그먼트(soft segment,
SS)와, 사슬 연장제인 글리콜과 디이소시아네이트와의 반응으로 생성된 우레탄 결합이 존재하는 경질 세그먼트(hard segment, HS)로 구성되어
있다.11
본 연구에서 사용된
경질 세그먼트는 방향족 고리를 가지고 있어 분자 움직임이 경직되어 있고 경질 세그먼트의 우레탄 결합은 분자 간 수소결합을 할 수 있어 연질 세그먼트에
비해 강한 결합력을 가지고 있다. 따라서 이들은 물리적인 가교점 역할을 할 수 있고 공유결합으로 연결된 화학적인 가교점과는 다르게 경질 세그먼트가
유동성을 가질 수 있는 높은 온도로 승온시키면 열성형이 가능한 열가소성 탄성체의 특성이 있다.12
연질 세그먼트를 이루는 TPU의 폴리올은 폴리에스터 결합을 가진 폴리올과 폴리에테르
결합을 가진 폴리올로 나뉜다. 폴리에스터 폴리올은 내마모성, 인장강도 등의 기계적 물성이 폴리에테르 성분보다 뛰어나며 폴리에테르 폴리올은 상대적으로
내화학성, 상분리 특성 등이 우수하다.13
본 연구에서는 향상된 기계적 물성을 바탕으로 TPU의 산업적 응용처를 확장하기 위하여 폴리에스터 타입의 폴리올을
사용했다.
고분자 복합재료는
고분자 매트릭스에 보강재를 분산 및 분배시켜 고분자의 부족한 기계적, 열적, 전기적 특성 등을 부여한 재료이다. 복합재료를 제조하는 다양한 제조방법이
존재하나 본 연구에서는 셀룰로오스의 대량 소모가 가능하며 상용 복합재료 제조 시 대표적인 상용 복합재료 제조 방법인 압출 공정을 사용하여 복합재료를
제조한다.14
고분자 복합재료에서 기계적 물성을 강화하기 위해 널리 사용되는 보강재에는 유리섬유,
탄소섬유 등이 존재한다. 하지만, 상기 보강재를 통해 제조된 복합체의 경우 열분해와 생분해가 어렵다는 단점이 있다. 또한 상기 보강재 함유 복합체
사용과정에서 미세 플라스틱이 발생하면 분해가 쉽지 않아 환경 유해성을 나타낼 수 있다. 본 연구에서는 열분해 및 생분해가 용이하여 친환경적이며
약 100 GPa의 인장탄성률을 가지는 우수한 기계적 물성의
MCC를 유리섬유, 탄소섬유의 대체재로 사용하려 한다.15,16
압출 공정에서의 분산 및 분배를 통해 보강재인 MCC의 수산기와 매트릭스인 TPU의
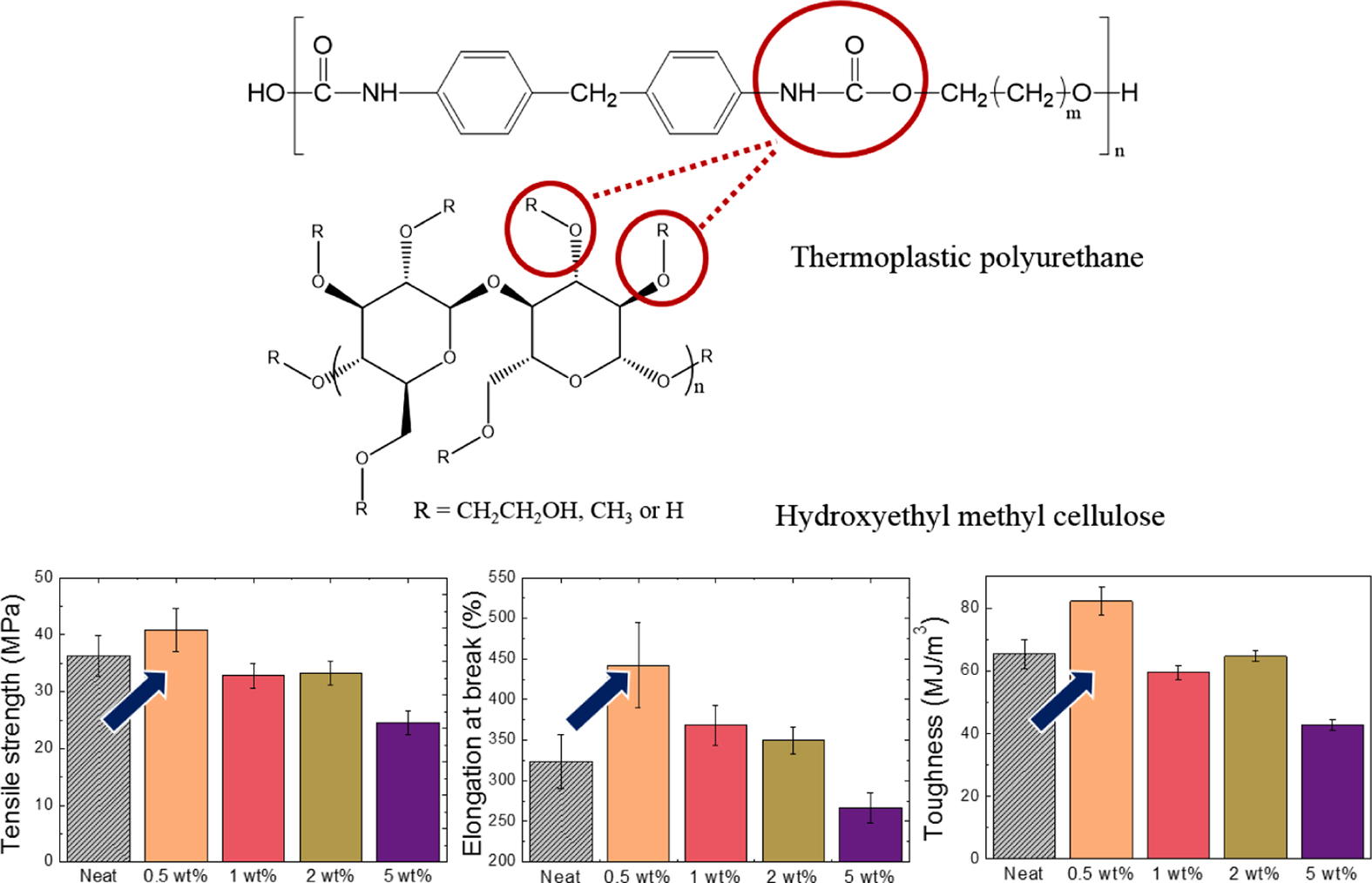
우레탄기의 상호작용을 유발하여 고분자 복합체의 기계적 물성 증가를 기대한다. Figure
1에 실험에 사용된 TPU와
MCC의 화학구조를 나타냈다.

|
Figure 1 Structure diagram of thermoplastic polyurethane and
hydroxyethyl methyl cellulose. |
시약 및 재료. 실험에 사용된 열가소성 폴리우레탄(thermoplastic
polyurethane, TPU)은 ㈜코오롱 인더스트리에서 구매한 고분자이며 모델명은 폴리에스터 폴리올인 ELLAS K-492A(Mn=49521,
Mw=92200, PDI 1.86)이다. 본 연구에서 사용한 TPU는 디이소시아네이트, 폴리올, 사슬 연장제,
첨가제 등으로 구성되어 있다. 보강재는 MCC의 일부 수산기를 메틸기와 에틸기로 치환한 hydroxyethyl methyl-cellulose
(HEMC)를 사용했으며 ㈜롯데 정밀화학에서 제공받았다. HEMC의 모델명은 MECELLOSE EMA70U이다.
압출을 통한 고분자복합재료 제조. TPU를 고분자 매트릭스로 사용하고 보강재로 MCC를
넣은 복합체를 함량별로 압출하여 제조했다. 압출기는 이축 압출기(twin screw extruder, TEK 25, SM
PLATEK)를 사용했다. 압출기는 복합체의 분산과 분배에 용이한 트윈 스크루로 이루어져 있으며 두 개의 스크루가 같은 방향으로 돌아가는
co-rotating 방식이다. 스크루의 직경은 25 mm이고 스크루 인터메싱 비율(스크루 외경/스크루 골경)은 1.55이다. 압출 시 온도 조건은 호퍼에서 다이까지
175-175-180-180-195-195-195-205-205-215-220 °C, 메인 스크루의 회전속도는 130 rpm, 피더의 회전속도는 13.8 rpm으로 설정했다. 다음 조건에 따라 neat
TPU, 0.5, 1, 2 wt%, 그리고 5 wt% 함량의 TPU/MCC 복합체를 압출한 후 압출된
복합체 필라멘트를 각각 펠렛 형태로 제작했다.
입자 사이즈 분석(Particle Size Analysis, PSA). 복합체 제작에 사용된 보강재의 주사 전자 현미경 분석과
입자 사이즈 분석을 진행했다. 입자 사이즈 분석은 Malvern Panalytical사의 Mastersizer 2000을 사용했다. 기기는 He-Ne 633 nm(red), 466 nm(blue) 레이저를 이용하며 측정 가능한 사이즈
범위는 0.02-2000 μm이다. 사이즈 분석에 사용된 수용액은 MCC와 증류수를 이용하여 1 mg/mL로 제조됐다. 또한 제조된 수용액은 25 °C에서 5분 간 SONIC사의 Portable
Sonic Cleaners ABS/PBT JAC-2010(P)을 사용하여 분산시킨 후 사이즈 분석에 사용됐다.
복합체 물성 분석. TPU와 MCC 간의 상호작용과 수소결합 여부를 확인하기
위해 적외선 분광법(Fourier transform infrared spectroscopy, FTIR)을 통해 복합체의 흡광도를 분석했다.
FTIR 측정에 사용한 장비의 모델은 Thermo Fisher Scientific사의 iD1 transmission accessory가 장착된
Nicolet iS5 FTIR spectrometer이며 투과모드(transmittance)로 흡광도를 측정했다. 분해능은 4 cm-1, 측정횟수는 샘플 종류별로
64회 진행하였으며 실험의 파장은 4000-500 cm-1 범위에서 진행됐다. TPU와 복합체 샘플은 압출된 필라멘트를 펠렛으로 제조 후
핫 프레스를 이용해 1) 210 °C, 0 kN, 1분, 2) 210 °C, 60 kN, 2분, 3) 210 °C, 120 kN, 1분의 공정조건 하에서 필름으로 제조했으며
FTIR 측정을 용이하게 하기 위해 위 과정을 2번 더 반복했다. MCC는 KBr과 혼합한 후 곱게 갈아서 펠렛 형태로 변형시켜 제조했다.
TPU 고분자 매트리스와
MCC 보강재로 이루어진 복합체의 열적인 특성 변화를 알아보기 위해 TA Instruments 사의 TGA Q50 모델의 장비를 사용하여 열중량분석(thermogravi-metric
analysis, TGA)을 수행했다. 질소 조건에서 펠렛 형태의 복합체를 상온부터 800 °C까지 10 °C/min의 속도로 승온시켜 열적 안정성의 측정을 진행했다.
기계적 물성 시편 제조. 기계적 물성 분석을 위해 인장강도 시험에
사용되는 시편을 제작했다. 시편을 제조하기 위한 필름은 펠렛을 핫 프레스를 이용하여 210 °C에서 3분 동안 예열 후 45 kN까지 서서히 가압한
후 3분 동안 45 kN의 압력을 가해
필름을 제조했다. 이후, 시편제조기를 통해 필름을 절단하여 dog-bone 형태의 인장강도 시편을 제조했다. 인장강도 시편의 크기는 전체 길이
60 mm, 표점 간 거리 22 mm이다. 인장 실험 시 지그와 샘플 간의 마찰력 부족으로
인해 발생하는 미끄럼 방지를 위해 인장강도 샘플 말단에 사포를 부착했다.
기계적 물성 측정 시험. 고분자 매트릭스 물질인 TPU에 MCC 보강재가 첨가되면서
변화하는 연신율, 인장강도, 인성 등의 기계적 물성을 측정하기 위해 인장강도 실험을 ASTM 규격 D882에 맞춰 진행했다. 기기는
HOUNDS FIELDS사의 H25K 모델을 사용했다. 인장 시험 측정 시 속도는 500 mm/min의 속도로 진행했다. 인장 시험은 총 15회
실시하였으며 최댓값, 최솟값을 제거하고 10개의 샘플의 평균값 및 표준오차를 구했다.
주사 전자 현미경(Scanning Electron Microscopy, SEM). 고분자 매트릭스인 TPU와 보강재 MCC 간 상호작용 및 보강재 분산도를 확인하기 위해 주사 전자 현미경 측정을 진행했다. 액체질소로
저온 동결 파괴하여 제조한 필라멘트 형태의 함량별 복합체 샘플의 파단면을 20 mA 조건하에 120초 동안 백금 코팅을 진행한 후 관찰했다.
관찰에 사용된 SEM 장비는 HITACHI 사 S-4300SE 모델 주사 전자 현미경을 이용했고 가속전압 15.0 kV로 관찰했다.
압출 공정. Figure 2에 압출 조건과 압출된 펠렛 사진을 표시했다.
압출 결과, 다이에서 토출되어 나오는 복합체 필라멘트가 스크루의 전단응력에 의해 생긴 관성으로 인해 꼬이는 현상이 발생했다. 이러한 현상은 복합체가
전단응력으로 인해 생긴 관성에 의한 잔류응력이 완화되는 시간보다 다이에서 토출되는 시간이 짧기 때문에 발생하는 현상이다. 이러한 현상을 해결하기
위해서는 응력완화 시간을 줄이기 위해 온도를 높여 점도를 낮추는 방법과 가공시간을 늘리는 방법, 그리고 외력을 통해 관성을 제어하는 방법 등을
사용한다. 온도를 높여 점도를 낮출 경우 복합체가 일정한 모양으로 토출되지 않고 흘러내리는 유체의 거동을 나타냈다. 압출기를 변경하지 않는 한
가공시간을 변동시킬 수 없으므로 일정한 외력을 가할 수 있는 스트레칭 장비를 사용하여 관성에 의한 꼬임 현상을 해결했다.
Figure
2(b)에는 압출을 통해 제작된 펠렛 형태의 MCC 함량별 복합체 및 MCC를 표시했다. Neat TPU 대비 MCC 함량이 높아질수록 투명도가
감소하는 것을 육안으로 확인할 수 있으며 MCC는 파우더 성상임을 확인할 수 있다. MCC 함량이 증가함에 따라 복합체의 투명도가 감소하는 원인은
다음과 같다. 결정성 고분자는 결정구조에 의해 가시광선이 산란되어 불투명성을 갖지만 본 실험에서 사용된 폴리우레탄은 비결정성 고분자로 결정성이
없고 투명한 특징을 가지고 있다. 따라서 Figure 2(b) (i)에서 neat TPU의 투명한 모습을 육안으로 확인 가능하며 결정성 물질인
MCC의 경우 불투명한 성질을 가지고 있다. 따라서 MCC의 함량이 증가할수록 불투명해지는 것을 Figure 2(b)에서 확인 가능하다.
보강재 사이즈 분석(Particle Size Analysis). Figure 3에 보강재로 사용된 MCC의 SEM 이미지와
사이즈 분석 데이터를 표시했다. 3.5 μm 이하의 범위가 사이즈 분포 전체에서 차지하는 영역이 10%, 5.0 μm 이하의 범위가 사이즈 분포 전체에서 차지하는 영역이
50%, 13.9 μm 이하의 범위가 사이즈 분포 전체에서 차지하는 영역이
90%임을 확인했다. 또한 입자의 표면적을 이용하여 계산한 평균 직경을 의미하는 d(3,2)는 65.3 μm이며 입자의 체적을 이용하여 계산한 평균 직경인
d(4,3) 값은 116.0 μm임을 측정할 수 있었다. 따라서 보강재로 사용된
MCC는 마이크로 단위의 사이즈 분포를 나타내고 있는 것을 확인했다.
적외선 분광 분석(IR Spectroscopy). FTIR spectrometer를 이용해 neat
TPU, MCC, MCC를 함량별로 첨가한 복합체의 흡광도를 분석했고 측정 스펙트럼은 Figure 4에 나타냈다. MCC의 함량(0.5, 1,
2, 5 wt%)에 따른 TPU와의 상호작용 및 수소결합 정도를
알아보기 위해 1775-1715 cm-1(Area 1)을 기준으로 1715-1665 cm-1(Area 2)의 피크 면적
비율을 식 (1)을 이용해 계산하여 Table 1에 나타냈다.17,18

Area 1은 수소
결합을 하지 않은 우레탄 카보닐(free urethane carbonyl, free -C=O)기에 의한 피크의 면적 값이며, Area 2는 수소결합에 참여하는 카보닐(hydrogen-bonded
carbonyl, H-bonded -C=O)기에 의한 피크의 면적 값을 나타낸다.19
TPU에 MCC가 첨가되면 카보닐기에 수소결합이 도입되고 전자밀도가 카보닐기(π-전자
수용체)에서 수산기(π-전자 공여체)로 전달된다. 이에 따라 카보닐기의 결합 길이가 길어지고 결합 세기가 약해지며 더 낮은 wavenumber로
피크가 이동하게 된다. Area ratio 값이 클수록 각 물질 내에서 수소 결합에 참여하는 카보닐기의 비율이 높음을 확인할 수 있다.
Table 1을 보면, neat TPU와 비교하여 MCC의 함량이 0.5, 1, 2, 5 wt%로 증가할수록 Area 1은 각각 3.012,
2.312, 2.302, 1.990, 및 0.941로 감소했으며, Area 2는 각각 2.631, 2.865, 2.012, 1.663, 및
0.770로 0.5 wt% 복합체에서 neat TPU 대비 증가했다가 1 wt% 복합체부터는 감소하는 경향을 나타냈다. 위 값들에 대해 식
(1)을 이용해 계산한 area ratio는 neat TPU와 0.5, 1, 2, 5 wt% 복합체에서 각각 0.874, 1.239,
0.874, 0.836, 0.818로 0.5 wt% 복합체에서 neat TPU 대비 41.8% 증가했다가 1 wt% 복합체부터는 감소하는 경향을 나타냈다. TPU
매트릭스에 MCC 보강재가 첨가되며 TPU와 MCC 간에 수소결합이 발생하는데, 0.5 wt% 복합체에서는 수소결합에 참여하는 카보닐기의 비율이
뚜렷하게 증가했으나, 1 wt% 복합체부터는 반대로 수소결합에 참여하는 카보닐기의
비율이 감소하는 경향을 나타냈다. 이는 0.5 wt%에서 MCC 보강재가 TPU 매트릭스 내에 가장 효과적으로 분배 및 분산되어 있을 것이고, 1 wt% 부터는 오히려 MCC 보강재 간의 응집이 발생하여
TPU 매트릭스와 상호작용할 수 있는 보강재의 비율이 감소하였고 이를 통해 수소결합이 감소된 것으로 판단된다.
열중량 분석법(Thermogravimetric Analysis). TGA 분석 및 TGA 곡선의 1차 미분 값인 미분 열중량분석(derivative
thermogravimetry, DTG)을 통해 복합체의 열안정성을 분석한 결과를 Figure 5에 도시했다. Neat TPU의 초기 5% 분해되는
온도는 309 °C였으며 DTG 피크에서 TPU를 구성하는 경질 세그먼트
분해온도인 T1은 355 °C, 연질 세그먼트 분해 온도인 T3는 395 °C에서 최대 분해 속도를 가짐을 확인했다. MCC의
초기 5%가 분해되는 온도는 297 °C이며 MCC 함량이 증가할수록 복합체의 열안정성은 점차 감소함을 확인했다. Table 2에 나타낸 TGA 데이터를 보면 초기
5% 분해 온도는 MCC 함량이 증가할수록 낮아지는 경향을 나타냈으며 이는 MCC의 낮은 열안정성이 기인한 것으로 판단된다. 또한 DTG 데이터
분석 결과, neat TPU에는 경질 세그먼트와 연질 세그먼트가 기인하는 T1, T3의
두 개의 피크가 나타나지만, 1 wt% 이상의 데이터에서 MCC로 인한 T2
피크가 나타나며 분해온도는 MCC 함량이 높아질수록 낮아지는 경향을 나타냈다.20
또한 DTG 곡선에서 경질 세그먼트의 분해온도인 T1과
연질 세그먼트의 분해온도인 T3를 관찰 결과 경질 세그먼트의 분해온도는 MCC 함량이 증가할수록 낮아지는 경향을
나타내고 이는 낮은 열안정성을 가지고 있는 MCC와 수소결합을 통해 연결되어 있기 때문이라고 생각된다. 연질 세그먼트는 MCC 함량에 의해 분해온도가
감소하는 경향이 적게 나타났다. 피크의 높이는 연질 세그먼트 분해온도에서 MCC 함량이 증가할수록 낮아지는 경향이 나타났으며 이는 MCC의 첨가로
인해 MCC 분해 피크와 합쳐져 나타났기 때문이다.21
물성 측정 시험 결과. Figure 6과 Table 3의 인장강도 및 연신율
데이터를 보면, 인장강도 측정 결과 보강재를 첨가하지 않은 neat TPU는 36.3 MPa, 연신율은 323.7%를 나타냈다. 이후
MCC 보강재를 첨가한 0.5 wt%에서 인장강도가 12.7% 증가했으며, 연신율이 낮은 MCC를 첨가했음에도 불구하고 연신율은 36.7%가 증가했다.
이는 MCC가 TPU 매트릭스에 골고루 분산되어 나타난 결과이다. 하지만, 1 wt% 이상으로 보강재를 첨가할 경우 인장강도 및 연신율이
neat TPU 대비 감소하는 경향을 나타냈다. 일반적으로 마이크로 크기의 보강재 첨가로 인해 물성 감소는 상분리에 의한 현상으로 이는 응집되어있는
보강재인 MCC 간의 분자 간 상호작용이 고분자인 TPU의 사슬 얽힘보다 약하기 때문이다. 또한 다른 이유로는 FTIR 측정 결과에서 나타났듯이
MCC의 응집으로 인해 계면적이 작아져 TPU-MCC 간의 수소결합을 하는 면적이 감소했기 때문이다. 소량의 MCC를 첨가했을 시 MCC가 매트릭스
내부에 골고루 분배 및 분산되어 비교적 약한 고분자 사슬의 강도를 증가시켜주는 역할을 하나 일정량 이상의 MCC를 첨가하게 되면 MCC가 응집되는
현상이 발생되어 인장강도 측정 시 MCC 간의 약한 응집력으로 인해 비교적 파단이 쉽게 발생하는 결함 영역이 발생하게 된다. 이를 통해 보강재의
응집이 0.5 wt%와 1 wt% 사이에서부터 발생한다는 사실을 추측할 수 있으며
실제 인장강도 측정 결과 1 wt% 함량에서 neat TPU 대비 9.6% 감소했다.
MCC의 함량이 증가할수록 분배 및 분산이 어려워지므로 인장강도가 감소하는 경향이 나타나며 실제로 MCC 함량이 가장 높은 5 wt%에서 neat TPU 대비 32.5%가 감소한 값을
나타냈다.
Figure
6(d) 그래프에 나타낸 응력-변화율 곡선의 면적인 인성(toughness)을 계산함으로써 복합체가 파괴되기 전까지 견딜 수 있는 에너지를 측정했다.
인성 측정의 결과를 보면 인장강도 및 연신율 변화의 경향과 유사하게 0.5 wt%에서 가장 높은 값이 나타나며 1 wt% 이상부터 감소하는 경향을 나타낸다. 증가폭이 가장
큰 0.5 wt% 데이터에서는 neat TPU 대비 25.9%가
증가했으며 가장 감소폭이 큰 5 wt% 데이터에서는 neat TPU 대비 34.4%가
감소했다. 즉, TPU-MCC 복합체를 통해 TPU 매트릭스보다 더 높은 인장강도, 연신율, 인성을 가짐을 확인할 수 있다.
SEM 분석. SEM을 통해 TPU-MCC 복합체의 파단면을 관찰함으로써
상기 기술된 물성이 나온 구조적 원인을 확인했다. 주로 가장 약한 부분에서 파단이 발생하므로 파단면에서 TPU 내부에 존재하는 MCC의 분산도를
관찰했다. Figure 7(a)는 MCC 보강재가 들어가지 않은 neat TPU의 파단면을 나타냈으며 예상대로 다른 물질이 발견되지 않음을 확인할
수 있다. Figure 7(b)에서 나타낸 0.5 wt%의 파단면에서는 MCC가 TPU 매트릭스 내에 응집되지 않고 고르게 분산되어 있음을 확인할 수 있다.
하지만, Figure 7(c)-(e)에서 확인할 수 있듯 1 wt% 이상의 MCC 함량에서는 MCC가 응집되는 모습을 확인할 수 있으며 함량이 증가할수록 응집된
MCC의 크기가 증가함을 확인할 수 있다. 이를 통해 0.5 wt%를 초과한 범위에서 응집이 발생함을 확인할 수 있었으며 FTIR 측정 결과에서의
수소결합의 감소 및 인장강도 실험 결과에서의 기계적 물성의 감소 이유를 확인할 수 있었다.22,23

|
Figure 2 Extrusion process of TPU/MCC composites. (a) diagram of the extrusion process and the extrusion conditions including feeder rpm,
main screw rpm and temperature of heating barrels; (b) photographs of neat TPU, the extruded composites, and MCC. The scale bars denote
to 1 cm. |

|
Figure 3 Characterization of MCC utilizing SEM and PSA. (a)
SEM micrographs of MCC employed as reinforcement (i) high
magnification micrograph at ×130; (ii) low magnification micrograph at ×30. (b) A particle size distribution histogram of MCC dispersed in deionized water by particle size analysis. |

|
Figure 4 FTIR spectra of TPU composites with different MCC
contents. |

|
Figure 5 TGA thermograms of neat TPU, TPU-MCC composites, and MCC: (a) weight decrease curves; (b) DTG curves. |

|
Figure 6 Mechanical testing results measured by UTM in tension: (a) representative stress - strain curves for TPU composites with different
MCC contents; (b) average tensile strength and standard deviation of TPU-MCC composites; (c) average elongation at break and standard
deviation of TPU-MCC composites; (d) average toughness and standard deviation of TPU-MCC composites. |

|
Figure 7 SEM micrographs of fracture surface of TPU composites with different MCC contents: (a) neat TPU; (b) 0.5 wt% MCC; (c) 1 wt%
MCC; (d) 2 wt% MCC; (e) 5 wt% MCC. Scale bars of figures denote 20 μm. |



이축 압출기를 이용해서
폴리우레탄과 셀룰로오스 복합체를 제작했다. 압출 시 다이에서 토출되어 나오는 복합체의 관성 현상을 스트레칭 장비를 이용하여 해결했으며 복합체 압출에
필요한 온도 및 스크루 속도에 관한 공정조건을 수립했다. 압출된 복합체를 펠렛 형태로 얻을 수 있었고 MCC의 함량이 늘어남에 따라 감소하는 투명성을
통해 성공적인 함량별 복합체 제작을 육안으로 확인했다. 적외선 분광 분석을 통해 TPU와 MCC 간의 수소결합이 진행되는 것을 알 수 있었고
0.5 wt%에서 가장 많은 결합이 이루어지는 것을 알 수 있었다.
TGA 실험을 통해 neat TPU는 경질 세그먼트와 연질 세그먼트가 존재하고 각각의 최대 분해온도는 355 °C, 395 °C를 나타내는 것을 확인했다. 최종적으로 UTM을 이용해
기계적인 물성을 측정했고, SEM을 통해 복합체의 파단면 관찰을 진행했다. 그 결과 0.5 wt%에서의 물성 증가를 확인할 수 있었고 MCC가 고르게
분산되어 있는 모습을 관찰할 수 있었다. 1 wt% 이상의 복합체에서는 응집된 보강재의 크기가 증가하는 것을 확인했다.
결론적으로,
TPU와 MCC의 수소결합을 이용한 복합체의 물성 향상을 의도했으며 그에 맞는 결과값을 보였다. 형성된 수소결합은 고분자와 보강재 간의 계면 접착성을
높이고 분산을 용이하게 하는 것을 가능하게 했다. 0.5 wt%에서 가장 효율적인 수소결합이 이루어졌으며 그에 따른 보강을 통해 해당 함량에서 가장 높은 물성 수치를
기록했다.
- 1. M. Jarvis, Nature, 426, 611 (2003).
-

- 2. B. M. Gil, S. W. Song, J. H. Lee, J. Jeon, K. H. Lee, and J. J. Wie, Compos. Part B Eng., 165, 510 (2019).
-
- 3. A. Pinkert, K. N. Marsh, S. Pang, and M. P. Staiger, Chem. Rev., 109, 6712 (2009).
-
- 4. G. H. Kim, D. Y. Kim, S. G. Kim, D. H. Kim, and K. H. Seo, Polym. Korea, 39, 649 (2015).
-
- 5. J. H. Lee, J. H. Lim, K. Y. Kim, and K. M. Kim, Polym. Korea, 38, 74 (2014).
-
- 6. H. J. Yoon, B. M. Gil, J. H. Lee, J. E. Park, J. Lim, M. J. Jo, K. Jung, and J. J. Wie, Polym. Korea, 44, 255 (2020).
-
- 7. H. J. Lee, Y. S. Ryu, I. S. Kim, and S. H. Kim, Macromol. Res., 28, 110 (2020).
-
- 8. S. Chuayjuljit, S. Su-Uthai, and S. Charuchinda, Waste Manag. Res., 28, 109 (2010).
-
- 9. D. Trache, M. H. Hussin, C. T. H. Chuin, S. Sabar, M. R. N. Fazita, O. F. A. Taiwo, T. M. Hassan, and M. K. M. Haafiz. Int. J. Biol. Macromol., 93, 789 (2016).
-
- 10. E. Y. Choi, S. W. Kim, J. Y. Lee, J. H. Ha, and C. K. Kim, Polym. Korea, 41, 490 (2017).
-
- 11. B. Finnigan, D. Martin, P. Halley, R. Truss, and K. Campbell, J. Appl. Polym. Sci., 97, 300 (2005).
-
- 12. S. G. Kim, M. J. Li, M. T. Ramesan, and D. S. Lee, Polym. Korea, 29, 140 (2005).
- 13. S. H. Kang, J. H. Oh, X. Li, and U. R. Cho, Polym. Korea, 41, 656 (2017).
-
- 14. S. T. Kim, Polym. Sci. Technol., 24, 25 (2008).
- 15. A. Ishikawa, T. Okano, and J. Sugiyama, Polymer, 38, 463 (1997).
-
- 16. M. A. S. A. Samir, F. Alloin, and A. Dufresne, Biomacromolecules, 6, 612 (2005).
-
- 17. Y. Lee, J. Lee, S. Park, K.-H. Lim, and K. Ha, Polym. Korea, 43, 652 (2019).
-
- 18. Y. Yang, H. Kim, K. H. Lim, and K. Ha, Polym. Korea, 42, 147 (2018).
-
- 19. B. J. Rashmi, D. Rusu, K. Prashantha, M. F. Lacrampe, and P. Krawczak, Express Polym. Lett., 7, 852 (2013).
-
- 20. L. N. Dang, S. L. Hoang, M. Malin, J. Weisser, T. Walter, M. Schnabelrauch, and J. Seppälä, Eur. Polym. J., 81, 129 (2016).
-
- 21. W. Xu, S. Li, N. Whitely, and W.-P Pan, Fundamental of TGA and SDT, Universidade da Coru<!--[if gte vml 1]>
 <!--[endif]-->a, 2005.
<!--[endif]-->a, 2005. - 22. Z. Wenying, Y. Demei, W. Caifeng, A. Qunli, and Q. Shuhua, Polym. Eng. Sci., 48, 1381 (2008).
- 23. J. Móczó and B. Pukánszky, J. Ind. Eng. Chem., 14, 535 (2008).
-
- Polymer(Korea) 폴리머
- Frequency : Bimonthly(odd)
ISSN 0379-153X(Print)
ISSN 2234-8077(Online)
Abbr. Polym. Korea - 2024 Impact Factor : 0.6
- Indexed in SCIE
 This Article
This Article
-
2020; 44(6): 776-783
Published online Nov 25, 2020
- 10.7317/pk.2020.44.6.776
- Received on May 11, 2020
- Revised on Aug 1, 2020
- Accepted on Aug 3, 2020
Services
Shared
Correspondence to
- Jeong Jae Wie
-
*Department of Environmental and Polymer Engineering, Inha University, 100 Inha-ro, Michuhol-gu, Incheon 22212, Korea
***Department of Polymer Science and Engineering, Inha University, 100 Inha-ro, Michuhol-gu,
Incheon 22212, Korea - E-mail: wie@inha.ac.kr
- ORCID:
0000-0001-7381-947X
Hyecheon Building(Room 601), #354, Gangnam-Daero, Gangnam-Gu, Seoul 06242, Korea
TEL : 82-2-568-3860, 561-5203, 569-3860 FAX : 82-2553-6938 E-mail: polymer@polymer.or.kr