





- Crystallinity and Mechanical Properties of Nylon66-Microcrystalline Cellulose Composites
Jae Gyeong Lee*,# , Yongju Kim*,# , Young Dong Lee*, Hyeok Jun Yoon*, Jeong Eun Park*, Kyongho Jung**, and Jeong Jae Wie*, ***,†

*Program in Environmental and Polymer Engineering, Inha University, 100 Inha-ro, Michuhol-gu,
Incheon 22212, Korea
**Advanced Material Team, Materials & Devices Advanced Research institute, LG Electronics Inc., Bldg W1, LG Science Park, 10, Magokjungang 10-ro, Gangseo-gu, Seoul 07796, Korea
***Department of Polymer Science and Engineering, Inha University, 100 Inha-ro, Michuhol-gu, Incheon 22212, Korea- 나일론66-미세결정 셀룰로오스 결정 특성 및 기계적 물성
이재경*,# · 김용주*,# · 이영동* · 윤혁준* · 박정은* · 정경호** · 위정재*, ***,†
*인하대학교 고분자환경융합공학과, **LG 전자, ***인하대학교 고분자공학과
Reproduction, stored in a retrieval system, or transmitted in any form of any part of this publication is permitted only by written permission from the Polymer Society of Korea.
Microcrystalline cellulose (MCC) has drawn a great attention toward lightweight yet mechanically robust polymer composites for applications in various industrial fields. In this study, the nylon66-MCC composites were manufactured through extrusion and injection process to improve mechanical properties by inducing hydrogen bonds between the amide bond of nylon66 and the hydroxyl group of MCC. As the MCC content increased, the elongation at break and toughness were measured the highest at the 0.5 wt% of MCC measured by UTM and the tensile strength decreased. Impact strength which was also the highest at the 0.5 wt% of MCC was measured by IZOD impact strength test. The crystallization was analyzed by XRD. As a result, the mechanical properties of the composites were increased only by the addition of a small amount of light weight reinforcement agent
미세결정 셀룰로오스(microcrystalline cellulose, MCC)는 가벼우면서도 높은 기계적 물성을 유도할 수 있어 고분자 복합체를 활용하는 다양한 산업 분야에 적용되고 있으며 복합체의 경량화를 위한 보강재로 주목받고 있다. 또한 고분자 매트릭스로 사용가능한 나일론66의 경우도 열적 특성이 좋으며 기계적 물성이 강하여 여러 보강재와 함께 제조되어 쓰이고 있다. 본 연구에서는 나일론66의 아미드 결합부분과 MCC의 수산기와 수소결합을 유도하여 기계적 물성을 향상시키고자 했다. 압출과 사출공정을 통해 나일론66-MCC 복합체를 neat 고분자부터 MCC 함량을 0.5, 1, 2, 5 wt%까지 총 5가지로 제조했다. 열중량분석(TGA)을 통하여 복합체의 열적 물성을 확인할 수 있었으며 시차주사 열량분석법(DSC)을 통하여 유리전이온도와 결정화 온도를 측정했다. 만능재료시험기(UTM)를 이용하여 인장강도, 파단연신율, 인성을 측정했으며 아이조드 충격시험(IZOD impact strength test)을 통하여 충격강도를 측정했다. MCC의 함유량이 0.5 wt%일 때 파단연신율, 인성, 충격강도의 수치가 가장 높게 나왔다. 충격강도시험을 진행한 후 파단면을 주사전사현미경(SEM)으로 관찰한 결과, MCC의 함량이 증가할수록 MCC 분자들의 응집 현상이 있음을 확인했다. 보강재의 함유량을 달리한 각각의 복합체 결정 분석은 X-선 회절 분석법(XRD)을 통해 확인했다. 결과적으로 소량의 보강재 첨가만으로 복합체의 물성을 증가시켰으며 경량 보강재를 이용하여 복합체를 제조했다
Nylon66 composites were manufactured by the inclusion of microcrystalline cellulose via extrusion and injection molding processes. The composites demonstrated improved mechanical properties through the hydrogen bonds between nylon66 matrix and hydroxyl groups of microcrystalline cellulose. The structure-property relationships were developed with an emphasis on crystalline structures of nylon66 modified by the intermolecular hydrogen bonding.
Keywords: nylon66, microcrystalline cellulose, composites, mechanical properties, hydrogen bond, crystallinity
이 논문은 이 성과는 정부(과학기술정보통신부)의 재원으로 한국연구재단의 지원을 받아 수행된 연구이며 (NRF-2017H1D8A1032288) 이에 감사를 드립니다. 본 연구는 2020년도 산업통산자원부(MOTIE) 및 한국산업기술평가관리원(KEIT)의 지원을 받아 수행한 연구입니다(No. 20011153). 또한 압사출 공정과정에 있어서 도움을 준 정지윤, 윤병수, 최윤석 연구원에게 감사를 드립니다.
현재까지 다양한 산업적 목적에 맞춰 일반 플라스틱, 공업용 플라스틱 등 다양한 고분자가 사용되고 있다. 이러한 광범위한 플라스틱 사용 때문에 쓰고 버려진 플라스틱이 자연현상에 의해 깎이고 부서지면서 5 mm 미만의 작은 크기를 가지는 미세플라스틱이 된다. 이렇게 생성된 미세플라스틱은 분해가 되지 않아 전세계적인 환경문제로 거듭되고 있다. 이러한 문제를 해결하기 위해서 친환경 소재를 활용한 기술개발이 활발히 진행되고 있으며, 여러 친환경 소재들 중에서 자연에서 가장 풍부하고 쉽게 얻을 수 있는 셀룰로오스는 복합체 내의 보강재로 활용될 경우 순수 고분자물질만 존재하는 것보다 더 빨리 분해가 되기 때문에1
미세플라스틱의 문제점인 난분해성을 해결하며 이를 활용한 복합체 연구도 많이 이루어지고 있다.2-4
이러한 셀룰로오스는 그 크기에 따라 마이크로 셀룰로오스, 나노 셀룰로오스로 나뉜다. 이 중 마이크로 셀룰로오스는 다시 미세섬유상 셀룰로오스(microfibrillated cellulose, MFC), 미세결정 셀룰로오스(microcrystalline cellulose, MCC)로 나뉜다. MFC의 경우는 셀룰로오스를 정제와 함께 균질기 등을 이용하여 기계적 처리한 셀룰로오스를 의미한다.5
MCC는 셀룰로오스의 결정영역과 비결정영역 중에서 비결정영역을 무기산 처리하여 가수분해를 일으켜서 결정영역만을 남기게 되고 이렇게 높은 결정화도를 갖게 되는 것을 추출하여 만든 것이다. 따라서 단순히 마이크로 사이즈로 셀룰로오스를 처리한 MFC보다는 결정성을 갖는 것만 추출해낸 MCC가 상대적으로 기계적 강도면에서 더 높다.6
고분자 복합체를 만드는 방법으로는 다양한 방법들이 존재하는데 열 압착 성형이나,7 용매에 의한 분산,8 압출을 통한 블렌딩9방식이 존재한다. 이러한 방법들은 모두 고분자 매트릭스 물질에 보강재를 어떻게 분산하고 분배하는지에 따라 고분자 사슬의 모양, 결정화도, 보강재의 배향10등을 바꾸어서 기계적, 열적 물성들을 보강하게 된다.11
이 중에서 압사출 공정은 용액을 사용하는 것이 제한적이므로 분산의 한계점이 존재하게 된다. 보강재로 활용되는 셀룰로오스 중에 나노 셀룰로오스의 경우12나노 크기를 얻기 위해 황산처리를 진행함으로 인해서13환경적으로나 비용적으로도 추가되는 부분이 있고, 동결 건조로 건조된 물질을 판매하긴 하지만 나노 물질의 분산은 용액을 사용하지 않으면 분산성에 한계가 있기 때문에 대부분의 경우 용액공정으로 나노 셀룰로오스를 분산한다. 따라서 분산에 제한적이지 않은 마이크로 셀룰로오스를 용액 없이 사용함으로 인해서 압사출 공정과정에서 유리할 수 있다.
본 연구에서는 이러한 결정성이 높은 개질된 MCC 물질을 보강재로 활용하여 현재 우수한 기계적 물성으로 인해 자동차의 엔진마운트용 브라켓, 웜휠(worm wheel) 등에 사용되고 있는 결정성 열가소성 고분자인 나일론66과14함께 수소결합을 유도한 복합체를 만들고자 한다. 또한 자동차의 배터리 팩이나 충격으로부터 보호가 필요한 곳에서 쓰일 수 있도록 충격강도와 인성을 증가시키고 보강재의 무게를 낮추어 경량화를 유도하고자 한다. 더불어 미세플라스틱 문제를 해결하고자 자연 유래 친환경 보강재인 셀룰로오스를 사용하여 복합체를 제조했다. 공정과정에 있어서는 대량생산에 적합하며 용매를 사용하지 않는 압출방식을 이용해서 고분자 복합체를 제조했다. 나일론66은 기계적 강도를 저하시킬 수 있는 연질 세그먼트(soft segment, SS)가 없이 경질 세그먼트(hard segment, HS)로만 이루어져 있으며 아미드 결합이 분자 내에 존재한다. 이러한 아미드 결합 부분과 MCC에 존재하는 수산기의 수소결합을 유도해서 기계적 강도를 증가시키고자 했으며 결정성 고분자인 나일론66의 내열 특성을 활용하고14보강재를 MCC로 사용함으로 인해서 경량화를 유도한 복합체를 만들고자 했다.
시약 및 재료. 본 실험에서는 고분자 매트릭스로 ㈜LG화학(한국)에서 구매한 나일론66(polyamide66, PA66)을 사용했다. 비보강된 고분자이며 모델명은 LUMID GP1000B(W)이다. 보강재로는 ㈜롯데 정밀화학(한국)에서 제공받은 hydro-xyethyl methylcellulose(HEMC)를 사용했다. HEMC는 micro-crystalline cellulose(MCC)의 일부 수산기가 에틸기와 메틸기로 치환되어 있는 물질이다. 보강재의 모델명은 MECELLOSE EMA70U이며 보강재는 마이크로 단위의 사이즈 분포를 갖는다.6
압출을 통한 고분자복합체 제조.압출기를 이용하여 MCC 보강재가 첨가된 나일론66 복합체 제작을 진행했다. 복합체 제작에 사용된 압출기는 SM PLATEK사(한국)의 TEK 25 이축압출기(twin screw extruder)를 사용했다. 이송 블록만이 존재하는 단축 압출기에 비해 이축압출기는 전단응력 증가에 도움을 주는 니딩블록(kneading block)이 존재하여 분산과 분배에 더 용이하다.15
이번 실험에서 사용한 압출기는 맞물려 있는 스크류 두 개가 동일한 방향으로 돌아가는 co-rotating 방식이며 스크류의 직경은 25 mm이다. 나일론66 복합체 제작에 사용된 압출기 온도 조건은 호퍼부터 다이까지 섭씨온도 단위로 231-251-272-272-279-280-280-280-285-275이며 실제 온도는 230-250-270-270-280-280-280-280-285-275로 확인됐다. 실험에 사용된 나일론66의 경우 약 230 °C부터 용융이 시작되기 때문에 나일론66의 형상을 어느정도 유지시키고 최종적으로 펠렛 형태의 복합체를 얻기 위해 마지막 설정온도를 낮게 설정했다.16 메인 스크루 속도는 151 rpm, 피더 속도는 35.4 rpm으로 고정했으며 설정한 속도 이상에서는 melt fracture나 die swell현상을 보였기 때문에 이러한 현상을 해결할 수 있는 가장 적절한 속도로 설정하였다. 사이드 스크루의 속도는 1.5, 3, 6, 15 rpm으로 각각 MCC의 중량비율이 0.5, 1, 2, 5 wt%의 복합체를 생산하는 조건순이다. 각각 조건에 따라 neat 나일론66부터 5 wt% MCC까지 총 5가지의 복합체를 제조했다. 위 과정을 통해 압출된 나일론66 복합체는 펠렛타이저를 이용하여 펠렛 형태로 제조했다.
사출을 통한 복합체 물성 시편 제조.압출을 통해 제작된 neat 나일론66의 MCC 함량이 각각 0.5, 1, 2, 5 wt% 첨가된 복합체들은 각각 물성측정용 시편으로 제작했다. 시편제작에는 진화 글로텍 사(한국)의 VDC II 50 사출기를 사용했다. 사출 공정 시 온도 조건은 섭씨온도 단위로 노즐1-노즐2-전열-중열-후열순으로 270-270-260-250-220으로 설정했다. 사출 후 샘플은 각각 인장강도, 굴곡강도, 충격강도 등의 물성 측정이 가능한 시편 형태로 제작했다.
X-선 회절 분석법(X-ray Diffraction, XRD).결정성 고분자인 나일론66과 MCC 보강재를 넣은 복합체의 결정성의 차이를 확인하기 위해서 XRD 분석을 진행했다. XRD 분석을 위해 이용된 장비는 X’Pert powder diffractometor(PANalytical, UK)를 사용하였으며 X-ray source는 구리이고, 기기의 파워는 40 kV/30 mA이다. 샘플의 측정은 5°에서 40°의 2q 범위에서 진행하였으며 샘플측정속도는 분당 2°로 하였다.
열적 물성 분석.복합체의 열적 물성을 분석하기 위해 펠렛 형태의 복합체를 이용하여 열중량 분석법(thermogravimetry analysis, TGA), 미분 열중량 분석(derivative thermogravimetry, DTG) 및 시차 주사 열량 분석 실험(differential scanning calorimetry, DSC)을 진행했다. TGA 측정 시 TA Instruments 사(USA)의 TGA Q50 모델을 사용하여 실험을 진행했으며 질소 조건에서 상온에서부터 10 °C/min의 승온 속도로 실험을 진행했다. 등온실험은 285 °C로 대기조건에서 실험을 진행하였다. DSC는 NETZSCH 사(독일)의 DSC200F3 모델을 사용하여 질소 조건에서 10 °C/min의 승온 및 감온 속도로 실험을 진행했으며 열이력을 제거한 후 두 번째 승온 및 감온 데이터를 통해 분석을 진행했다.
기계적 물성 측정 시험.사출을 통해 제작한 시편을 이용하여 인장강도, 굴곡강도, 충격강도를 측정했다. 인장강도 규격은 ASTM D638이며 슬립을 방지하기 위해 시편에 양 말단에 사포를 부착한 후 측정을 진행했다. 인장강도 측정 시험에 사용된 UTM(universal testing machine)은 Hounsfield 사(UK)의 H25K 모델이다. 인장 변형속도는 50 mm/min으로 고정하여 진행했다. 실험은 총 10회 실시하여 최대값, 최소값 측정 데이터를 제외한 후 평균값 및 표준편차를 기록했다.
굴곡강도의 측정은 ASTM D790 규격으로 사출성형한 시편을 사용했으며 인장강도 측정 시험에 사용된 UTM과 동일한 기기를 사용했다. 굴곡강도 측정속도는 28 mm/min의 속도로 진행했다. 실험은 총 10회 실시하여 슬립이 일어난 측정 데이터를 제외한 후 평균값 및 표준편차를 기록했다.
충격강도의 측정은 ASTM D256 규격으로 사출성형한 시편을 사용했다. 측정 기기는 IZOD impact tester를 이용했으며 모델명은 QMESYS 사의 QM700A이다. 중앙부분에 노치를 형성시킨 후 측정을 진행했으며 총 10회 실시하여 평균값 및 표준편차를 기록했다.
주사 전자 현미경(Scanning Electron Microscopy, SEM).고분자 매트릭스로 사용한 나일론66와 보강재로 사용한 MCC와의 상호작용 결과와 분산도를 확인하고자 SEM 측정을 진행했다. 충격강도의 측정을 진행한 후에 파단된 샘플의 파단면을 측정하였으며 SEM 측정에 이용된 장비는 HITACHI 사(일본)의 S-4300SE 모델을 사용했고 가속전압을 15.0 kV로 설정하여 측정했다.
압·사출 공정.Figure 1에 복합체 제작에 사용된 고분자와 보강재의 화학구조를 표시했다. 공정 시에 나일론66의 주사슬에 존재하는 아미드 결합 부분에 MCC의 수산기가 붙어서 수소결합을 할 수 있게 된다. Figure 2에는 압출과정에서 사용한 공정조건과 그 결과로 제작된 샘플 사진을 표시했다. 펠렛 형태로 압출된 샘플의 사진을 보면, MCC 함량이 증가함에 따라 거칠기가 증가했다. MCC의 색깔인 흰색의 범위가 증가하는 것을 육안으로 확인했다. 이를 통해 일차적으로 MCC 보강재 함량 증가를 확인할 수 있었다. Figure 3에는 사출에 대한 공정 조건 및 가공되어진 샘플에 대한 사진을 표시했다. 나일론66, MCC로 이루어진 복합체의 대량생산이 가능한 공정조건을 수립했다.
DSC 측정에서도 확인할 수 있듯이 녹는점이 247 °C 이상으로 높은 나일론66의 특성 상 사출 시 승온과 감온을 반복하는 연속공정에 어려움이 있었다. 그래서 총 압축시간 즉, 감온 시간을 늘려주어 충분한 형태를 가질 수 있도록 하였다. 또한 노즐의 감온으로 인한 막힘 현상은 주기적으로 복합체를 금형 밖으로 배출시켜 주며 해결했다. NABAKEM 사(한국) 모델명 F-23 불소계 이형제를 몰드에서 배출된 후에 금형에 뿌려주며 복합체의 잔류 점착성에 대비했다. Figure 3에서 표시한 사출 후 몰드를 확인해보면 금형의 압축 힘의 한계로 인해 발생한 플래시(flash)를 확인할 수 있다. 이러한 플래시는 금형이 잡아주는 힘이 충분하지 못해 틈 사이로 수지가 흘러 들어 발생한다. 하지만, 금형의 잡아주는 힘을 증가시킬 경우 금형에 손상이 있을 수 있어 몰드를 가공 후에 따로 플래쉬를 제거해주는 절차를 걸쳐 이를 해결했다.
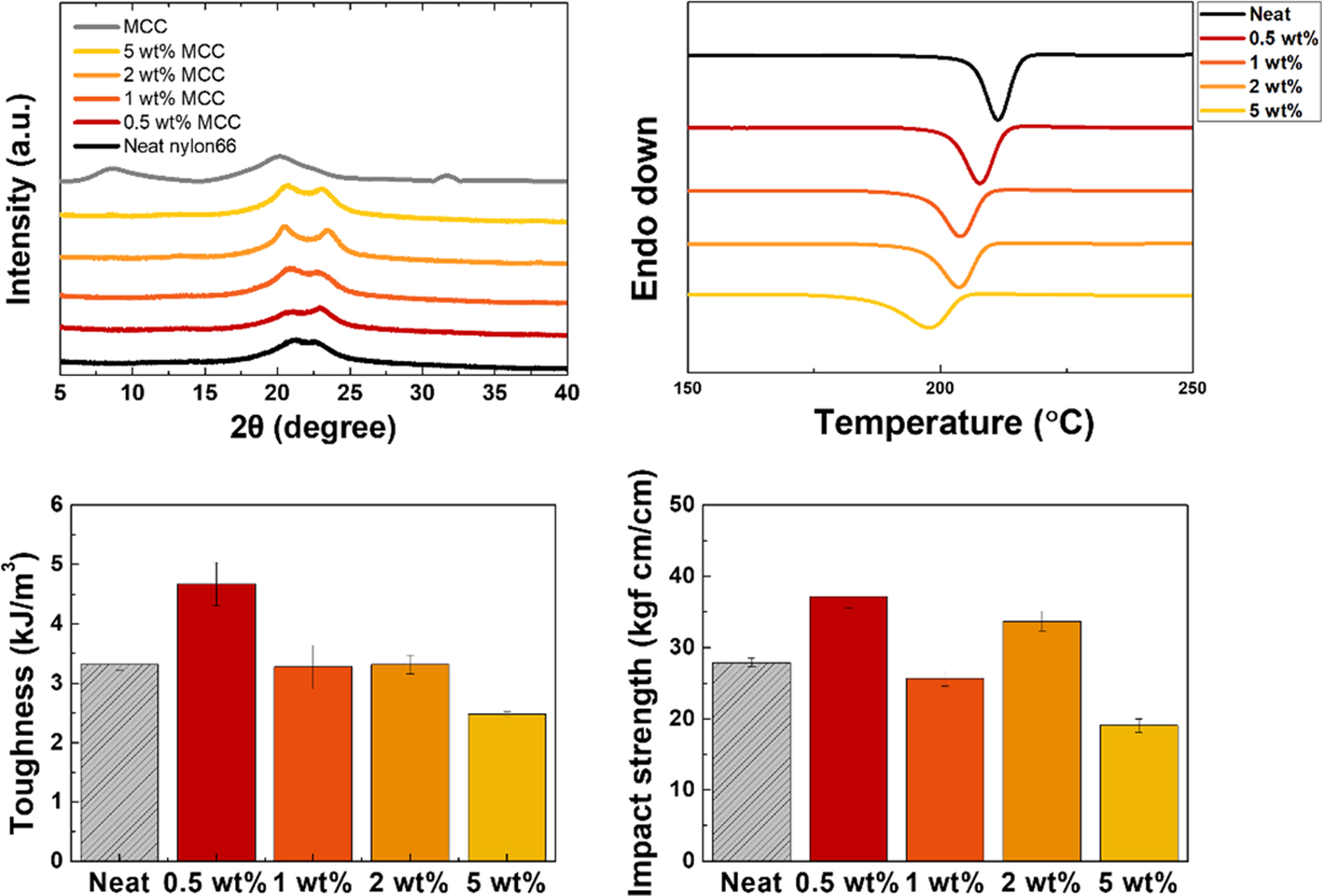
X-선 회절 분석법(XRD). 나일론66과 MCC 보강재로 만든 복합체의 XRD 데이터와 deconvolution graph를 Figure 4에 나타냈다. Figure 4(a)에서 XRD 데이터의 경향성이 0.5 wt% MCC와 나머지 함량이 다른 경향성을 보임을 확인할 수 있다. 20.5o 부근의 α1 피크는 나일론66 시트의 수소결합 사슬의 거리에 기인한 피크를 나타내는 것이고 23o 부근의 α2 피크는 수소결합으로 이루어진 시트의 분리에 기인하는 피크를 나타내는 것이다.17
Figure 4(b)-(f)는 MCC함량별 XRD 데이터를 deconvolution한 것으로 α1, α2 피크는 Lorentzian 함수로 나머지는 Gaussian 함수로 도시하였다. Table 1에는 α1과 α2의 피크 면적과 비율을 Lorentzian 함수와 Gaussian 함수로 정리하였다. 0.5 wt% MCC의 경우 neat 나일론66이나 다른 MCC 함량비의 복합체와 달리 α1 피크가 급격히 감소하고 α2 피크가 증가함을 확인할 수 있다. 이로 인해 복합체를 만들 때 녹아서 반응하는 과정에서 MCC 보강재가 기존의 나일론66 사슬이 형성하는 수소결합 배열을 방해하여 새로운 수소결합, 즉 MCC와의 수소결합을 생성함을 확인할 수 있다. 0.5 wt% MCC보다 더 높은 함량비를 가지는 경우 MCC 보강재끼리 응집현상이 발생하여 나일론66 사슬과 수소결합을 효과적으로 하기 힘들기 때문에 피크가 neat 나일론66과 비슷한 경향성을 보여주는 것을 확인할 수 있다.
열적 물성 분석.제조된 나일론66-MCC 복합체의 열적 안정성을 분석하기 위해 TGA 및 DTG 분석을 진행한 그래프를 Figure 5에 나타냈다. 열 안정성이 상대적으로 떨어지는 MCC의 함량이 증가할수록 복합체의 초기 분해온도인 Td,5%는 감소하는 경향을 나타냈다. 하지만, Td,5% 이후의 질량곡선에서 각 함량 별 복합체 샘플은 neat 나일론66에 비해 느리게 분해가 진행되는데 이는 MCC 함량 증가에 의해 600 °C 온도범위에서 열적으로 안정한 타르나 재와 같은 성분이 증가하게 되고 이로 인해 라디칼에 의한 열분해가 지연되어 발생한 현상으로 판단된다.11 이는 DTG 그래프에서도 확인할 수 있으며 MCC가 첨가된 복합체는 neat 나일론66에 비해 더 높은 온도에서 분해가 진행됨을 확인할 수 있다. 또한 약 350 °C 부근에서 MCC 함량이 증가할수록 분해가 더 많이 발생했으나 나일론66 분해 피크에 비해 넓은 온도 범위에서 서서히 발생했으며 이는 나일론66의 열 안정성으로 인해 기존의 MCC 분해온도보다 더 높은 온도에서 분해된 것으로 판단된다. 실제 공정과정과 비슷한 조건에서 열안정성을 시험하기 위해 공정최고온도인 285 °C에서 대기조건으로 등온실험을 진행했고, 공정상 압사출에서 고온에 노출되는 총시간인 100초 때의 무게 감소율은 약 3.95%로 측정되었다. 5%까지의 무게 감소율은 열분해온도의 시작으로 간주되기 때문에, 가공과정에서는 MCC의 열안전성이 확보된 것으로 판단된다.
시료의 용융 온도 및 결정화 온도를 분석하기 위해 진행한 DSC 분석 결과를 Figure 6 및 Table 2에 나타냈다. 먼저 승온 그래프를 살펴보면 MCC 함량이 증가하여도 유리전이 온도는 변화가 거의 없음에 반해 용융 온도 및 용융 엔탈피 모두 감소가 나타났는데 이는 MCC가 나일론66의 결정 격자 구조형성을 방해하여 나일론66의 결정이 불완전해지기 때문이다.18,19
용융 온도의 감소는 결정 크기의 감소를 의미하며 용융 엔탈피의 감소는 결정화도의 감소를 나타낸다. MCC에 의해 결정의 형성을 방해받은 고분자 사슬들은 랜덤코일 형태를 띠는 비정질로 변하게 되어 분자수준에서 규칙적으로 배열되어 있는 결정과 대비하여 고분자 사슬의 엔트로피는 증가하게 된다.20
다음으로 결정화를 확인하기 위해 DSC의 감온 그래프를 살펴보면 MCC 함량이 증가할수록 결정화 온도가 급격히 감소하며 피크의 온도범위가 넓어짐을 확인할 수 있다. 이는 MCC의 첨가로 인해 나일론66 고분자가 높은 온도에서 큰 결정을 생성할 수 없는 상태에서 일부 MCC가 나일론66의 결정 생성에 일정 부분 기여하는 것으로 작용하여 결정화를 진행했기 때문이다.10
따라서 나일론66 매트릭스 자체의 결정화와 다양한 크기를 가진 MCC가 나일론66에 작용한 결정화가 발생하며 생성되는 결정의 크기가 다양해지기 때문에 결정화 피크가 MCC가 첨가되면서 넓어진 것으로 판단된다.
물성 측정 시험 결과. UTM 인장강도 측정을 통해 응력-변형도 곡선을 얻을 수 있었다. 이러한 곡선에서 우리는 인장강도(tensile strength), 인장 모듈러스(tensile modulus), 연신율(elongation), 인성(toughness)을 구했다. Figure 7 및 Table 3에서 나타낸 바와 같이 보강재의 함량이 증가할수록 인장강도는 감소하는 경향을 보였다. Neat 나일론66은 59.3 MPa, 0.5 wt% MCC는 49.8 MPa, 1 wt% MCC는 48.1 MPa, 2 wt% MCC는 47.8 MPa, 5 wt% MCC는 48.6 MPa의 인장강도를 나타냈다. 이는 보강재의 첨가가 고분자 결정성에 영향을 주어 나타나는 현상으로 판단되며 이는 DSC에서 확인할 수 있다. 인장강도의 감소폭이 10 MPa 이후로는 크지 않고 일정하기 때문에 보강재의 함량 증가에 따른 인장강도 감소는 차이가 크지 않을 것으로 해석 가능하다. 인장 모듈러스의 경우도 인장강도와 동일한 해석이 가능하다. 보강재의 함량이 증가할수록 인장 모듈러스는 감소하는 경향을 보이지만, 인장 모듈러스의 감소폭은 크지 않은 것을 확인할 수 있다. Neat 나일론66은 1.02 GPa, 0.5 wt% MCC는 0.73 GPa, 1 wt% MCC는 0.71 GPa, 2 wt% MCC는 0.66 GPa, 5 wt% MCC는 0.71 GPa의 인장 모듈러스 값을 나타내었다. 연신율은 0.5 wt% MCC에서 100% 이상으로 가장 높게 나타났다. Neat 나일론66에서는 60.5%, 0.5 wt% MCC에서는 104.5%, 1 wt% MCC에서는 73.3%, 2 wt% MCC에서는 77.6%, 5 wt% MCC에서는 58.0%의 연신율을 보였다. 인성의 경우도 연신율과 마찬가지로 0.5 wt% MCC에서 보강되는 것을 확인했다. 인성이란 복합체가 파단까지 받는 총 에너지의 합이므로 파단까지 견딜 수 있는 총 에너지의 합이 0.5 wt% MCC에서 증가했다. Neat 나일론66은 3.31 KJ/m3, 0.5 wt% MCC는 4.67 KJ/m3, 1 wt% MCC는 3.27 KJ/m3, 2 wt% MCC는 3.32 KJ/m3, 5 wt% MCC는 2.49 KJ/m3의 인성을 나타냈다.
마찬가지로 굴곡강도 시험 후 Figure 8 및 Table 3에 응력-변형도 곡선을 도식화했고 이에 대해 굴곡강도, 굴곡탄성계수에 관한 분석을 진행했다. 굴곡강도, 굴곡탄성계수의 경우 인장강도와 동일한 경향을 보였다. Neat 나일론66 대비 굴곡강도와 굴곡탄성계수의 값이 감소하였지만 이는 보강재 첨가로 인한 결정성 감소 때문인 것으로 해석 가능하며 보강재의 함량에 따른 굴곡강도와 굴곡탄성계수의 감소폭 차이는 크지 않은 것을 확인했다. 각각 복합체의 굴곡강도 값은 neat 나일론66은 88.8 MPa, 0.5 wt% MCC는 69.6 MPa, 1 wt% MCC는 67.1 MPa, 2 wt% MCC는 61.2 MPa, 5 wt% MCC는 64.9 MPa를 나타냈다. 굴곡탄성계수는 neat 나일론66이 2.30 GPa, 0.5 wt% MCC가 1.87 GPa, 1 wt% MCC가 1.87 GPa, 2 wt% MCC가 1.66 GPa, 5 wt% MCC가 1.91 GPa를 보였다. 또한 Figure 9 및 Table 3에 나타낸 것처럼 복합체의 충격강도 시험 데이터를 비교 분석했다. 충격강도는 외부에서 짧은시간에 가해지는 충격에 대한 저항을 확인하는 시험이다. 결과적으로 0.5 wt% MCC 첨가했을 때 neat 나일론66 대비해서 충격강도가 증가하는 경향을 확인했다. 전체적으로 보강재의 함량이 증가함에 따라 보강재 간의 거리는 감소하게 되어 보강재 간에 작용하는 인력이 증가하여 MCC의 응집(aggregation)이 발생한다. 이러한 응집은 보강재와 고분자 간의 접착력(interfacial energy)보다 고분자-고분자 그리고 보강재-보강재 간의 응집력(cohesive energy)이 더 큰 상황에서 발생한다. MCC의 도입으로 유도했던 수소결합이 발생하여 0.5 wt% MCC에서 기계적 물성증가를 보였지만 1 wt% MCC 이상부터는 오히려 기계적 물성이 감소하는 경향을 보였다. 이는 MCC의 응집이 존재하는 부분에서는 구형의 보강재 상호 간의 응집력이 약하기 때문에 발생했다. 따라서 충격이 가해지는 상황에서는 MCC의 응집이 일어난 부분에서 크랙이 먼저 발생하게 되어 결함으로 작용하고 파괴가 일어나게 된다. 충격을 견디는 물성 값인 충격강도가 0.5 wt% MCC에서는 증가하였는데 1 wt% MCC에서는 감소함을 통해 확인할 수 있다. 흥미롭게도 2 wt% MCC에서는 충격강도가 증가하고 이후 5 wt% MCC에서 다시 감소하는 결과를 보였다. 이는 본래 존재하던 나일론66 간의 수소결합을 파괴하며 고분자-MCC 수소결합이 증가하기 때문에 이러한 증감을 보이는 것으로 해석했다. 충격강도의 값은 neat 나일론66이 27.9 kgf cm/cm, 0.5 wt% MCC가 37.1 kgf cm/cm, 1 wt% MCC가 25.7 kgf cm/cm, 2 wt% MCC가 33.7 kgf cm/cm, 5 wt% MCC가 19.1 kgf cm/cm로 측정됐다.
주사 전자 현미경(SEM) 분석.주사 전자 현미경을 통해 나일론66에 MCC 보강재를 첨가한 복합체의 파단면을 관찰하여 나일론66과 MCC의 결합을 확인했다. Figure 10에서 확인할 수 있듯이 neat 나일론66의 경우에는 특별한 MCC의 보강재가 확인되지 않고 나일론66의 파단면만 관찰됐다. MCC 보강재를 넣은 샘플들의 경우에는 파단면에서 MCC 보강재들을 확인했다. 고분자에 넣어준 MCC 보강재의 함량이 0.5 wt% MCC에서는 고르게 분산되어져 응집된 부분이 보이지 않음을 확인할 수 있었지만 함량이 증가할수록 분산되어 있는 MCC 보강재가 응집현상이 발생하는 것을 확인할 수 있었다. 이 응집현상의 증가로 인해서 1 wt% MCC 이상의 샘플들의 물성 감소와 경향성이 일치함을 확인했다. 또한 함량이 증가할수록 파단면의 기공 크기 역시 증가함을 확인할 수 있었다. 이는 복합체에 존재하는 MCC 보강재가 응집되어 있는 상태에서 파단이 되면서 응집된 MCC 보강재가 같이 파단되어 뜯어져 나가면서 그 공간이 기공으로 존재하는 것으로 판단된다.

|
Figure 1 Structure diagram of nylon66 (polyamide66) and hydroxyethyl methyl cellulose. |

|
Figure 2 Extrusion process of nylon66/MCC composites: (a) Schematic diagram of the extrusion process and extrusion conditions including feeder rpm, screw rpm, side feeder rpm and process temperature of heating barrels; (b) photographs of neat nylon66 and the extruded nylon66/MCC composites. |

|
Figure 3 Injection process of nylon66/MCC composites: (a) Schematic diagram of the injection molding process and injection molding conditions including packing pressure, injection pressure and injection temperature; (b) photographs of injection molded specimen for (I) tensile tests, (II) impact tests, and (III) flexural tests. |

|
Figure 4 XRD analysis: (a) XRD patterns of composites at different MCC concentrations; (b) neat nylon66 deconvolution peak; (c) 0.5 wt% MCC deconvolution peak; (d) 1 wt% MCC deconvolution peak; (e) 2 wt% MCC deconvolution peak; (f) 5wt% MCC deconvolution peak |

|
Figure 5 TGA thermograms of neat nylon66, nylon66/MCC composites, and MCC: (a) weight loss curves; (b) the derivative thermogravimetric curves; (c) isothermal curves. |

|
Figure 6 DSC endothermal curves of neat nylon66, nylon66/MCC composites measured at 10 °C/min heating and cooling rate: (a) heating scan to measure melting temperature of the composites; (b) cooling scan to measure crystallization temperature of the composites. |

|
Figure 7 Tensile testing results for nylon66-MCC composites measured by UTM: (a) tensile strength; (b) tensile modulus; (c) elongation at break; (d) toughness. Error bars indicate standard deviation. |

|
Figure 8 Flexural testing results for nylon66-MCC composites measured by UTM: (a) flexural strength; (b) flexural modulus. Error bars indicate standard deviation. |

|
Figure 9 Impact strength. Error bars indicate standard deviation |

|
Figure 10 Fracture SEM micrographs. The nylon66-MCC composites at different MCC concentrations: (a) neat; (b) 0.5 wt% MCC; (c) 1 wt% MCC; (d) 2 wt% MCC; (e) 5 wt% MCC. The orange circles and the white circles represent the pore and the aggregation of MCC, respectively |



이번 연구에서는 무기산으로 개질된 MCC를 이용하여 나일론66을 보강하는 실험을 진행했다. 트윈 스크루 압출기를 통해 neat 고분자부터 MCC의 함량이 0.5, 1, 2, 5 wt%인 5가지의 복합체를 제작했으며 그 과정에서 발생하는 문제들을 해결하여 최종적인 공정조건을 수립하였다. 나일론66과 수소결합을 할 수 있는 MCC를 첨가하였을 때, X-선 회절 분석법을 통해 0.5 wt% MCC에서 나일론66-나일론66 간의 수소결합이 감소하고 나일론66-MCC 간의 수소결합의 증가하는 것을 확인했다. 이후 MCC의 함량이 증가할수록 MCC의 응집으로 인해 기계적 물성이 감소하는 것을 확인했다. 또한 TGA, DSC를 이용하여 열적 물성 분석을 진행했다. 그 결과 MCC 함량이 증가할수록 나일론66 간의 수소결합을 통해 형성하는 결정질의 양을 감소시키고 MCC가 나일론66의 결정화에 일정 부분 기여하여 나일론66의 결정온도와 용융온도가 감소하는 특징이 나타났다. MCC 함량별 복합체의 기계적 물성을 확인하기 위해서 UTM과 IZOD impact tester를 이용하였다. 인장 시험 결과 인장강도와 인장 모듈러스는 감소했다. 이는 나일론66이 MCC와의 수소결합을 형성하는 과정에서 나일론66의 결정성이 감소하여 나타난 결과로 해석했다. 반면, 수소결합에 의한 상호작용으로 인해 연신율과 인성은 0.5 wt% MCC에서 증가함을 확인했다. 굴곡강도와 충격강도 실험 결과 굴곡강도와 굴곡 탄성계수는 감소, 충격강도는 증가함을 확인했다.
결과적으로, 247 °C 이상의 녹는점으로 인해 나일론66의 연속적인 공정조건 수립이 어려운 단점을 해결했다. 나일론66의 결정성에 MCC가 주는 영향을 결정특성 분석을 통해 확인했으며 그로 인해 발생하는 기계적 물성 값의 경향성을 확인했다. 또한 높은 연신율과 인성, 충격강도를 요구하는 자동차 분야에 대한 적용가능성 또한 확인할 수 있었다.
- 1. Platnieks, O.; Gaidukovs, S.; Barkane, A.; Sereda, A.; Gaidukova, G.; Grase, L.; Thakur, V. K.; Filipova, I.; Fridrihsone, V.; Skute, M.; Laka, M. Bio-Based Poly(butylene succinate)/Microcrystalline Cellulose/Nanofibrillated Cellulose-Based Sustainable Polymer Composites: Thermo-Mechanical and Biodegradation Studies. Polymers 2020, 12, 1472.
-

- 2. Moon, S. M.; Jeon, S. H.; Eom, T.; Shim, B. S. Recent Research Trends in Eco-Friendly Materials for Solving Environmental Microplastic Problems. Prospectives of Industrial Chemistry 2019, 22, 25-43.
- 3. Gil, B. M.; Song, S. W.; Lee, J. H.; Jeon, J.; Lee, K. H.; Wie, J. J. Introduction of Primary Chemical Bonding in Lignin-Based PP Composites for Mechanical Reinforcement via Reactive Extrusion. Compos. Part B Eng. 2019, 165, 510-515.
-
- 4. Lee, S. W.; Lee, Y. H.; Jho, J. Y. Polypropylene Composite with Aminated Cellulose Nanocrystal. Polym. Korea 2020, 44, 734-740.
-
- 5. Lee, H. J.; Ryu, Y. S.; Kim, I. S.; Kim, S. H. Pretreatment of Microfibrillated Cellulose on Polylactide Composites. Macromol. Res. 2020, 28, 110-117.
-
- 6. Kim, Y.; Yoon, H. J.; Lee, S. Y.; Lee, J. H.; Moon, S. B.; Nam, J. M.; Jung, K.; Wie, J. J. Analysis of Mechanical Properties in Thermoplastic Polyurethane-Microcrystalline Cellulose Composites. Polym. Korea 2020, 44, 776-783.
-
- 7. Ham, M. J.; Seo, Y. H.; Kim, Y. H. Effects of High Temperature Treatment on the Microstructure of Poly(phenylene sulfide) Film. Polym. Korea 2020, 44, 177-185.
-
- 8. Moon, Y. K.; Lee, D. E.; Yoon, K.-B. Preparation of Polyolefin/2D-Nanosheet Nanocomposites via Reactor Mixing; Poly(ethylene-co-propylene)/rGO Composites. Polym. Korea 2020, 44, 652-657.
-
- 9. Kim, S. Thermal and Mechanical Properties of Rice Husk Flour Reinforced Recycled Polystyrene Composites. Polym. Korea 2020, 44, 192-200.
-
- 10. Kim, J. S.; Kim, Y. S.; Kim, Y. C. Effect of Carbon Fiber Orientation on the Physical Properties and Crystallization Behavior of Nylon 66/Carbon Filler Composites. Polym. Korea 2019, 43, 547-552.
-
- 11. Yoon, H. J.; Gil, B. M.; Lee, J. H.; Park, J. E.; Lim, J.; Jo, M. J.; Jung, K.; Wie, J. J. Thermal and Mechanical Properties of Polypropylene/Cellulose Nanofiber Composites. Polym. Korea 2020, 44, 255-263.
-
- 12. You, J.; Won, S.; Jin, H.-J.; Yun, Y. S.; Wie, J. J. Nano-Patching Defects of Reduced Graphene Oxide by Cellulose Nanocrystals in Scalable Polymer Nanocomposites. Carbon 2020, 165, 18-25.
-
- 13. Lee, J.; Lee, D.; Ha, K. Preparation of Cellulose Nanocrystals from Microcrystalline Cellulose and Introduction of Methacrylate Groups onto the Surface of Cellulose Nanocrystals. Polym. Korea 2018, 42, 1096-1103
-
- 14. Estabragh, A. R.; Khosravi, F.; Javadi, A. A. Effect of Thermal History on the Properties of Bentonite. Environ. Earth Sci. 2016, 75, 657.
-
- 15. Yang, Z.; Peng, H.; Wang, W.; Liu, T. Crystallization Behavior of Poly(ε-caprolactone)/Layered Double Hydroxide Nanocomposites. J. Appl. Polym. Sci. 2010, 116, 2658-2667.
-
- 16. Kim, Y. S.; Shin, K. M.; Sim, C. U.; Lee, J. S.; Kim, Y. C. Effect of Fabrication Methods on the Physical Properties of Nylon 66/Carbon Filler Composite. Polym. Korea 2018, 42, 763-768.
-
- 17. Duan, X.; Wu, Y.; Chen, Z.; Yang, T.; Cheng, Y.; Yu, H.; Huang, T. In-Situ Polymerization of High-Molecular Weight Nylon 66 Modified Clay Nanocomposites with Low Apparent Viscosity. Polymers 2019, 11, 510.
-
- 18. Choi, W. S.; Lee, G. G.; Kim, Y. H. Effects of Triacetin Addition on the Thermal and Mechanical Properties of Poly(L-lactic acid)/Polycarbonate Blends. Polym. Korea 2016, 40, 977-984.
-
- 19. Yoon, O. J. Preparation and Thermal Properties Evaluation of Polyethylene Oxide and Nitrogen-Functionalized Bacterial Cellulose Nanowhisker Composite Nanofibers via Electrospinning. Polym. Korea 2016, 40, 998-1004.
-
- 20. Kim, H. Y.; Goh, J. S.; Ryu, M. H.; Kim, D. S.; Song, B.-K.; Lee, S. H.; Park, S.-J.; Jegal, J. Preparation and Characterization of Nylon 6,5 Copolymers from ε-Caprolactam and 2-Piperidone. Polym. Korea 2014, 38, 31-37.
-

- Polymer(Korea) 폴리머
- Frequency : Bimonthly(odd)
ISSN 0379-153X(Print)
ISSN 2234-8077(Online)
Abbr. Polym. Korea - 2024 Impact Factor : 0.6
- Indexed in SCIE
 This Article
This Article
-
2021; 45(2): 236-245
Published online Mar 25, 2021
- 10.7317/pk.2021.45.2.236
- Received on Oct 12, 2020
- Revised on Nov 25, 2020
- Accepted on Nov 27, 2020
Services
Shared
Correspondence to
- Jeong Jae Wie
-
*Program in Environmental and Polymer Engineering, Inha University, 100 Inha-ro, Michuhol-gu,
Incheon 22212, Korea
***Department of Polymer Science and Engineering, Inha University, 100 Inha-ro, Michuhol-gu, Incheon 22212, Korea - E-mail: wie@inha.ac.kr
- ORCID:
0000-0001-7381-947X
Hyecheon Building(Room 601), #354, Gangnam-Daero, Gangnam-Gu, Seoul 06242, Korea
TEL : 82-2-568-3860, 561-5203, 569-3860 FAX : 82-2553-6938 E-mail: polymer@polymer.or.kr