






- Improvement of Mechanical Properties of DLP 3D Printouts Using Waterborne PUA/PEGDMA Mixed Oligomer Resin and Analysis of Filtration Characteristics of Resin Dilution
Hyeonwoo Hwangbo and Seog-Jin Jeon†

Department of Polymer Science and Engineering, Kumoh National Institute of Technology, Gumi, Gyeongbuk 39177, Korea
- 수계 PUA/PEGDMA 혼합 올리고머 레진에 의한 DLP 3D 프린팅 결과물의 기계적 물성 향상 및 레진 희석액의 여과특성 분석
황보현우 · 전석진†
금오공과대학교 고분자공학과
Reproduction, stored in a retrieval system, or transmitted in any form of any part of this publication is permitted only by written permission from the Polymer Society of Korea.
In this study, commercial waterborne oligomers, polyurethane acrylate (PUA) and poly(ethylene glycol) dimethacrylate (PEGDMA), were introduced to formulate waterborne resin for Digital Light Processing (DLP) 3D printing. From the investigation of the mechanical properties of the printouts, it was confirmed that the resin including both PUA and PEGDMA exhibited higher mechanical properties than a single oligomer resin. The residual resin on the surface was completely removed by washing with water, and the size distribution and filtration effect of suspended matter in the diluted resin were investigated to compare waste resins’ effect on water pollution. The suspended matter in the dilution was reduced to less than one-third by filtering through a 0.45 μm filter. The waterborne resin that can be washed with water and whose suspended matter in the waste is effectively removed by filtration is expected to contribute to the spread of DLP 3D printing by reducing water pollution.
본 연구에서는 상용 수계 polyurethane acrylate(PUA)와 poly(ethylene glycol) dimethacrylate(PEGDMA) 기반의 수계 레진을 digital light processing(DLP) 방식으로 3D 프린팅하였다. 출력물의 기계적 물성 조사를 통해 PUA와 PEGDMA를 모두 포함하는 경우 단일 올리고머 레진에 비해 높은 기계적 물성을 나타냄을 확인하였다. 출력물은 물 세척만으로 표면 잔류 레진이 모두 제거되었고, 세척폐액의 수질오염에 대한 영향을 비교하기 위해 레진 희석액 내 부유물의 크기 분포 및 여과효과를 조사한 결과 모든 레진 조성물에서 0.45 μm 공극 필터에 의해 부유물이 1/3 미만으로 감소함을 확인하였다. 물 세척이 가능하며 여과에 의해 세척액 내 부유물의 효과적인 제거가 가능한 수계 레진은 수질오염을 저감하여 DLP 3D 프린팅의 보급에 기여할 것으로 예상한다.
Eco-friendly resin compositions were formulated using waterborne oligomers, PUA and PEGDMA, for DLP 3D printing. The resin composition containing both oligomers exhibited enhanced mechanical properties than single oligomer resin. In addition, the resin composition showed water washable and easy filtration characteristics, expected to reduce water pollution induced by DLP 3D printing.
Keywords: digital light processing, 3D printing, waterborne resin, polyurethane acrylate, poly(ethylene glycol) dimethacrylate.
이 연구는 금오공과대학교 학술연구비(2019-104-148)로 지원되었습니다.
저자들은 이해상충이 없음을 선언합니다.
3D 프린팅은 입체 구조물 제작의 용이성으로 인해 최근 상업적 용도에서 교육적 용도에 이르기까지 다양한 용도로 보급되었다.1,2 특히, digital light processing(DLP) 3D 프린팅 방식은 50 μm 이하의 높은 출력해상도의 장점으로 맞춤형 보청기,3 연골,4 미세 침상구조,5,6 구조 설계된 알약,7,8 의치 모델,9 4D 물질10 등 정교한 구조물의 제작에 적용되고 있다. DLP 3D 프린팅은 광경화성 레진에 2차원 UV광의 면패턴을 순차적으로 조사하여 적층하는 방법으로서 적층면간 균일한 접합강도 및 매끈한 표면 형상을 장점으로 한다.9,11,12 이에 반해 경쟁 기술인 노즐 토출 기반의 fused deposition modeling (FDM) 방식은 낮은 출력해상도, 적층면간 불완전한 접합, 불균일한 계면 형상 등 출력품질 면에서의 단점이 존재하여 이에 대한 개선이 요구된다.9,13
DLP 3D 프린팅은 출력품질 면에서 경쟁기술인 FDM 방식보다 우위에 있으나, 광경화성 레진에서의 화학물질 증기 발생 및 후처리에서 유기용매의 사용이 문제가 된다.14 FDM 방식도 미세먼지 및 휘발성 유기화합물의 발생 등 환경오염의 문제가 있어,15 두 방법 모두 환경오염 요인들에 대한 관리 및 주의가 요구되나 특히 DLP 방식의 경우 환기 시설 및 유기용매 처리시설을 갖추지 못한 경우, 사용이 제한적으로 이루어질 수 밖에 없다. 이로 인해 증기압이 낮은 조성물 및 친환경 화학물질이 적용된 레진의 개발이 요구되며 이는 수계 레진의 개발을 통해 충족될 수 있다. 최근 수용성 polyurethane acrylate(PUA) 기반의 물 세척이 가능한 수계 레진에 대한 연구가 극히 일부 진행되었다.16,17 Bae 등은 합성한 수계 PUA와 다관능 아크릴레이트를 혼합하여 레진 조성물을 제조하였고, PUA 함량 20 wt% 레진으로 DLP 3D 프린팅을 수행하여 23 MPa의 굴곡강도를 가지는 출력물을 제작하였다.16 사용된 수계 아크릴레이트는 실험실 수준에서 합성된 것으로서 수계 레진에의 적용 가능성은 확인하였으나 대량생산의 경우 원활한 공급과 경제성 확보가 문제로 작용할 수 있다. Shie 등은 상용 수계 PUA를 DLP 방식으로 프린팅하여 연골세포 배양 템플릿에 적용하였다.17 모듈러 스는 연골과 비슷한 수준인 20-50 MPa로 제작된 바 있다. PU 외에도 poly(ethylene glycol) diacrylate(PEGDA) 또는 poly(ethylene glycol) dimethacrylate(PEGDMA) 또한 수용성 고분자로서 3D 프린팅에 적용되어 왔다.18 그러나 대부분 하이드로젤의 형태로 출력하여 결과물의 모듈러스는 100 MPa 미만이었다. 위에 소개된 연구 결과에서 알 수 있듯이 지금까지의 수계 레진 관련 연구는 생체적합성을 부각한 저모듈러스의 인체 적용가능 레진에 대해 이루어져왔고, 보다 일반적인 용도인 모델링이 가능한 수준의 모듈러스를 갖는 레진에 대한 연구는 거의 이루어지지 않았다.
본 연구에서는 상용 수분산성(water-dilutable) PUA와 수용성(water-soluble) PEGDMA를 기반으로 하여 휘발성 유기화합물 배출을 최소화하며 물로 세척이 가능한 레진 조성물을 제조하여 DLP 3D 프린팅을 수행하였다. PUA와 PEGDMA를 각각 포함하는 레진과 PUA/PEGDMA 블렌드 레진에 대해서 기계적 물성 측정 시편의 형태로 출력하여 인장탄성률, 인장강도, 신장률을 측정하였다. PUA와 PEGDMA를 1:1로 포함하는 조성물에 대한 출력결과물은 약 200 MPa의 모듈러스를 나타내었고, 물로 세척할 경우 발생하게 되는 세척폐액의 수질오염 효과를 비교하기 위해 레진 희석액의 DLS 분석을 수행하였고, 여과 전후의 UV-vis 흡수 스펙트럼을 비교 분석하였다.
재료. 실험에 사용된 수분산성 PUA(5000 cp at 25 ºC, Dymax, XR-9416, USA)는 샘플로 제공받았으며, 수용성 PEGDMA(PEG MW=600, 50 cp at 25 ºC, Sartomer, SR252OP NS, USA)와 4-hydroxybutyl acrylate(HBA, TCI chemicals, Japan)는 구입하였다. Phenylbis(2,4,6-trimethyl benzoyl) phosphine oxide(BAPO)와 2,5-bis(5-tert-butyl-2-enzoxazoyl)- thiophene(TBT)는 TCI chemicals(Japan)로부터 구입하였다.
수계 레진 조성물 제조. 세 가지의 수계 레진 조성물을 제조하여 테스트하였다. 세 가지 조성물에서 광개시제인 BAPO와 광흡수제인 TBT의 함량은 각각 0.5, 0.164 wt%로 고정하였고, 첫번째 조성물인 Aq1은 PUA, HBA를 1:1의 질량비로 혼합, Aq2는 PEGDMA, HBA를 1:1의 질량비로 혼합, Aq3은 PUA, PEGDMA, HBA를 1:1:2의 질량비로 혼합하여 제조하였고 이들 조성을 Table 1에 정리하였다.
DLP 3D 프린팅. DLP 3D 프린터(Wanhao, D7 plus, China)의 UV 파장은 405 nm이며, 제작에 필요한 도면은 프린터 제작사에서 제공한 소프트웨어(Chitubox, China)를 사용하여 제작하였다. 약 100 mL의 레진 조성물을 vat에 넣고 출력하였고, 층간격 50 μm, 노광세기 720 mW/cm2, 노광시간 10초의 조건으로 출력하였다. 최종 출력물은 세척 후 1시간 동안 UV 후노광하여 미반응 아크릴레이트를 모두 가교시켰다.
분석. 만능재료시험기(universal testing machine, UTM, AG-Xplus, Shimadzu, Japan)를 이용하여 프린팅 샘플의 모듈러스, 인장강도, 신장률을 측정하였다. 측정용 샘플은 ASTM D638IV 규격의 도그본 형태로 제작하였다. 인장시험은 5 mm/min의 변형률과 50 kN의 로드 조건에서 진행하였다. 최소한 10개의 샘플을 측정하여 모듈러스, 극한인장강도, 신장률의 평균값을 구하였다. 세척 폐액의 분석과 여과 효과 분석을 위해 각 레진을 1000배 묽힌 액을 준비하여 UV-vis 흡수 스펙트럼(UV-1900, Shimadzu, Japan)을 측정한 후, 0.45 μm 시린지 필터(PTF-425-013, Biofil, China)로 여과하여 다시 UV-vis 흡수 스펙트럼을 측정하였다. 세척액 내 부유물의 입자 크기 및 분포를 측정하기 위하여 DLS 입도 분석기(ELS-Z2, Photal Otsuka, Japan)를 이용하였다.
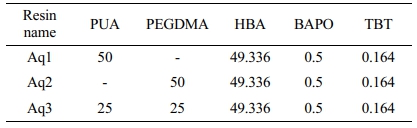
수계 레진 조성물을 제조하기 위해 수분산성 PUA와 수용성 PEGDMA를 도입하였고, 각각의 구조는 Figure 1(a)와 1(b)에 나타내었다. PUA와 PEGDMA는 올리고머로서 상온에서 점도는 각각 5000 cp와 50 cp이다. DLP 3D 프린팅을 위해 레진의 점도는 5000 cp 미만이어야 하고,19 PUA의 점도는 이 경계값에 해당하므로 안정적인 프린팅을 위해 저점도의 수용성 아크릴레이트인 HBA를 첨가하여 레진의 점도를 낮추었다(Figure 1(c)). HBA는 수용성 아크릴레이트이며 상온에서 10 cp의 점도를 가짐으로써 PUA와 PEGDMA의 점도를 DLP 3D 프린팅에 적합한 수준으로 낮추는데 효과적이었다.
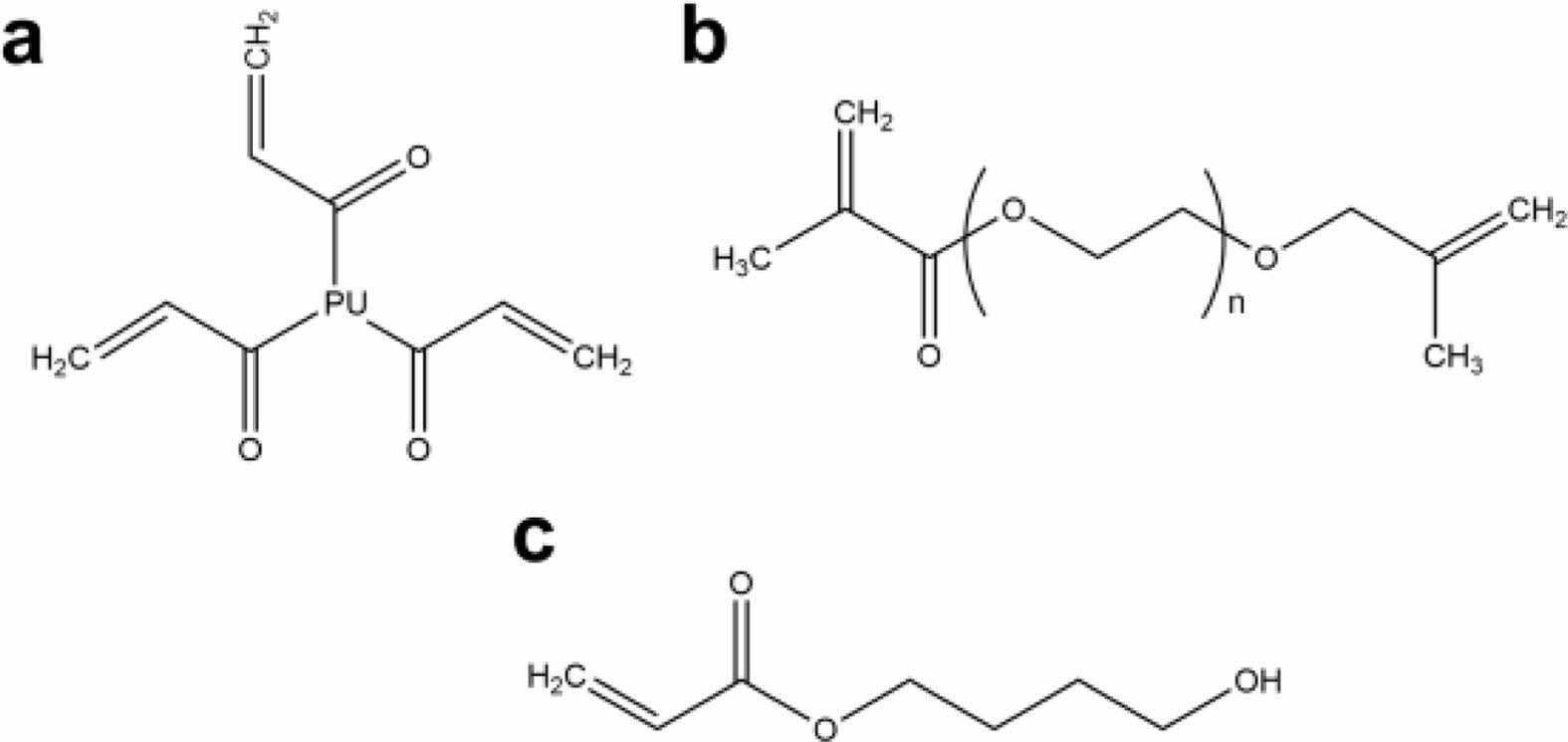
프린팅을 수행하기 위해 먼저 광개시제의 양을 최적화하였다. PEGDMA와 TBT는 50, 0.164 wt%로 고정한 채 광개시제의 함량을 0.1-0.5 wt%로 조절하였고, 광개시제 함량의 증감분은 HBA의 함량으로 대체하였다. 0.1-0.3 wt%의 낮은 광개시제 농도에서는 전혀 경화가 되지 않거나 매우 불균일하게 경화되었으며, 0.4 wt%에서는 경화가 진행되었지만 Figure 2(a)와 같이 설계한 형태를 유지하지 못하였다. 0.5 wt%의 개시제 농도에서 설계한 도그본 샘플의 형태가 정상적으로 출력되었다(Figure 2(b)). 따라서 개시제의 농도는 0.5 wt%로 고정하였으며, HBA의 농도는 49.336 wt%로 고정하였다.
최적화된 광개시제 농도 조건을 이용하여 세 가지 다른 레진 조성물 Aq1, Aq2, Aq3 을 제조하였고, 각 성분 함량을 Table 1에 나타내었다. 각 조성은 HBA, BAPO, TBT를 각각 49.336, 0.5, 0.164 wt% 함유하고, Aq1과 Aq2는 나머지 50 wt%로서 각각 PUA와 PEGDMA를 함유하며, Aq3는 PUA와 PEGDMA를 각각 25 wt%씩 함유한다. 만능재료시험기를 이용하여 Aq1, Aq2, Aq3 출력 결과물의 인장시험을 수행하였고(Figure 2(c), (d)), 최소 10개 이상 샘플의 인장시험을 통해 평균적인 물성을 계산하였다.
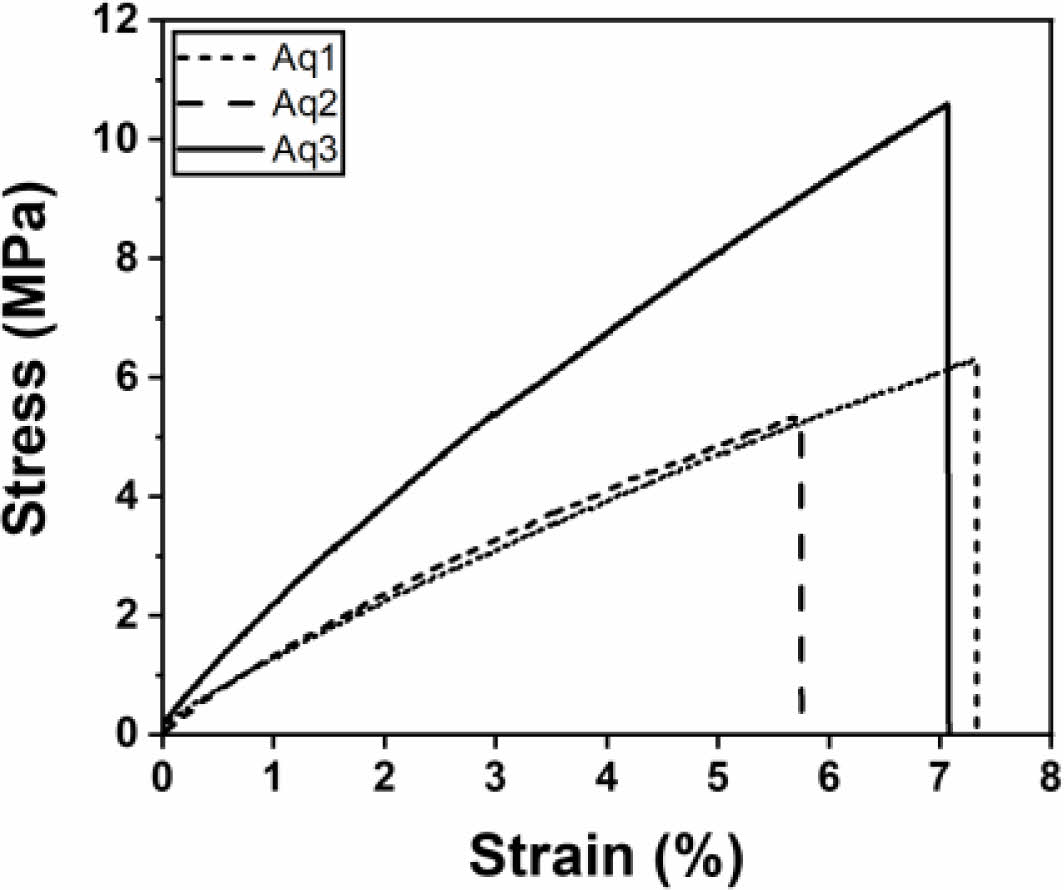
Aq1, Aq2, Aq3 세 레진 조성물의 대표적인 stress-strain 곡선을 Figure 3에 나타내었다. Aq1 레진과 Aq2 레진은 유사한 곡선을 나타내었으나 Aq1이 다소 높은 신장률을 나타내었고, PUA와 PEGDMA를 모두 포함하는 Aq3 레진이 가장 높은 모듈러스 및 극한인장강도를 가지는 것을 확인할 수 있었다.
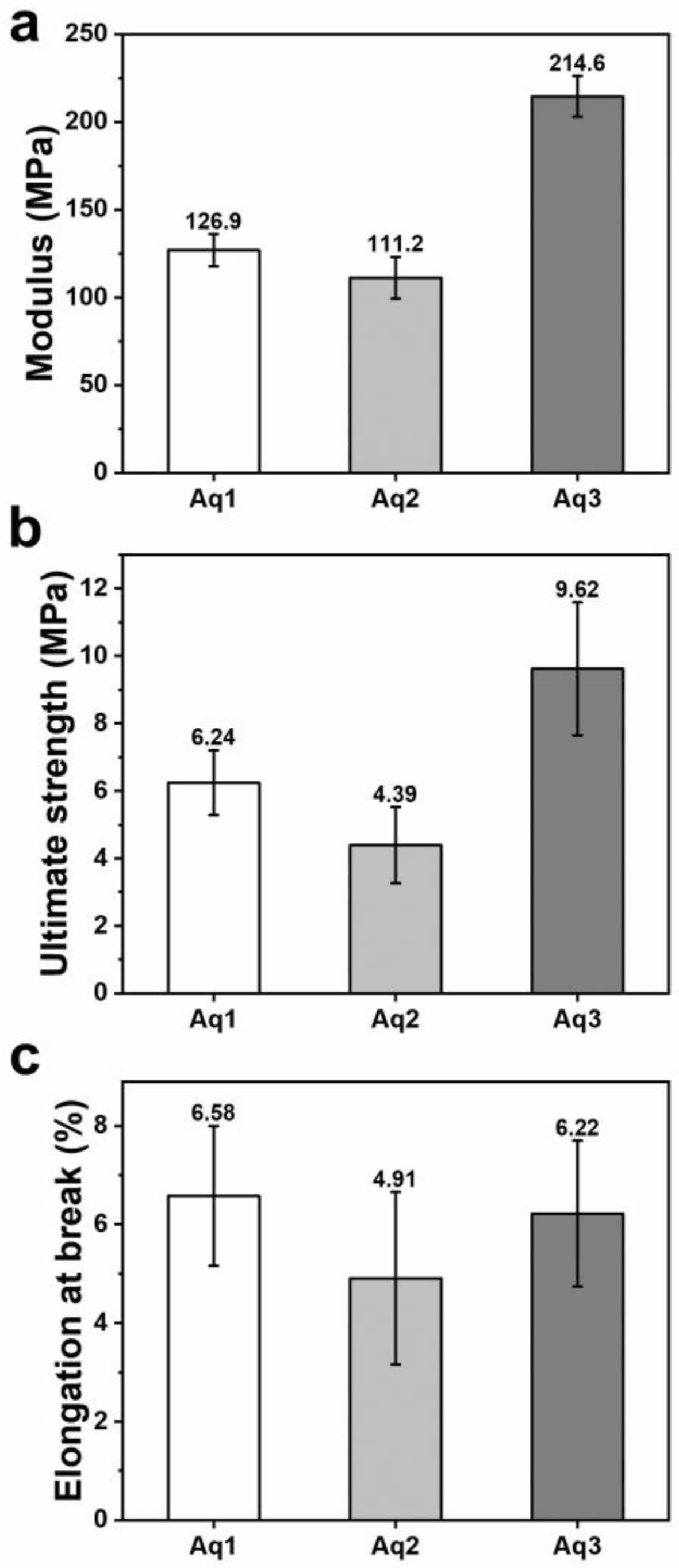
Figure 4(a)에서는 세 가지 레진 출력물의 모듈러스 평균값을 비교하였다. Aq1과 Aq2는 Figure 4에서 유사한 곡선의 형태를 나타낸 것에서 알 수 있듯이 각각 126.9 MPa과 111.2 MPa의 유사한 평균 모듈러스를 나타내었다. Aq3은 Aq1과 Aq2의 모듈러스의 약 2배에 해당하는 214.6 MPa의 모듈러스를 나타내었다. 이는 수계 PUA를 3D 프린팅에 적용한 Shie 등의 결과보다 4배 이상 향상된 수준의 모듈러스이다.17 Figure 4(b)에서는 극한인장강도를 비교하였다. Aq1은 4.39 MPa로 가장 낮은 극한인장강도를 나타내었고, Aq2는 이보다 높은 6.24 MPa의 극한인장강도를 나타내었다. Aq3는 Aq1과 Aq2의 극한인장강도의 각각 1.5배, 2.2배에 해당하는 9.62 MPa을 나타내었다. Aq1과 Aq2의 모듈러스와 극한인장강도의 평균은 각각 113.2 MPa과 5.32 MPa이므로 Aq3는 이들 평균값보다 각각 1.9배, 1.8배 높은 모듈러스와 극한인장강도를 가짐을 알 수 있다. Aq3가 Aq1과 Aq2의 평균물성에 비해 약 2배 가까운 보강효과를 갖는 이유는 이정(biomodal) 네트워크의 형성에 의한 것으로 해석할 수 있다. 분자량이 작은 고분자만으로 이루어진 단일 네트워크의 경우 취성으로 인해 작은 연신율에 의해서도 쉽게 파괴되는 것으로 알려져 있고, 분자량이 매우 큰 고분자만으로 이루어진 단일 네트워크의 경우 연신율은 높으나 모듈러스 및 극한인장강도는 낮은 것으로 알려져 있다. 반면 가교점간 길이의 차이가 극명하게 다른 두 개의 다른 길이로 이루어진 이정 네트워크의 경우에는 두 물질의 단점이 보완되어 보강된 기계적 물성을 가짐이 보고된 바 있다.20 본 연구에서는 비교적 작은 분자량을 갖는 PEGDMA의 취성이 PEGDMA 보다 1000배 높은 점도를 가짐으로써 높은 분자량을 가질 것으로 예상되는 PUA의 연성에 의해 보완됨으로서 기계적 물성이 보강되는 것으로 해석할 수 있다.
Figure 4(c)에서는 세 레진 출력물의 평균 신장률을 비교하였다. Aq1과 Aq2의 신장률은 각각 4.91, 6.58%였고, Aq3의 신장률은 6.22%로서 Aq1과 유사하였다. Aq3의 모듈러스와 인장강도는 Aq1과 Aq2에 비해 크게 보강된 것과 다르게 신장률에서는 큰 개선을 보이지 않았다.
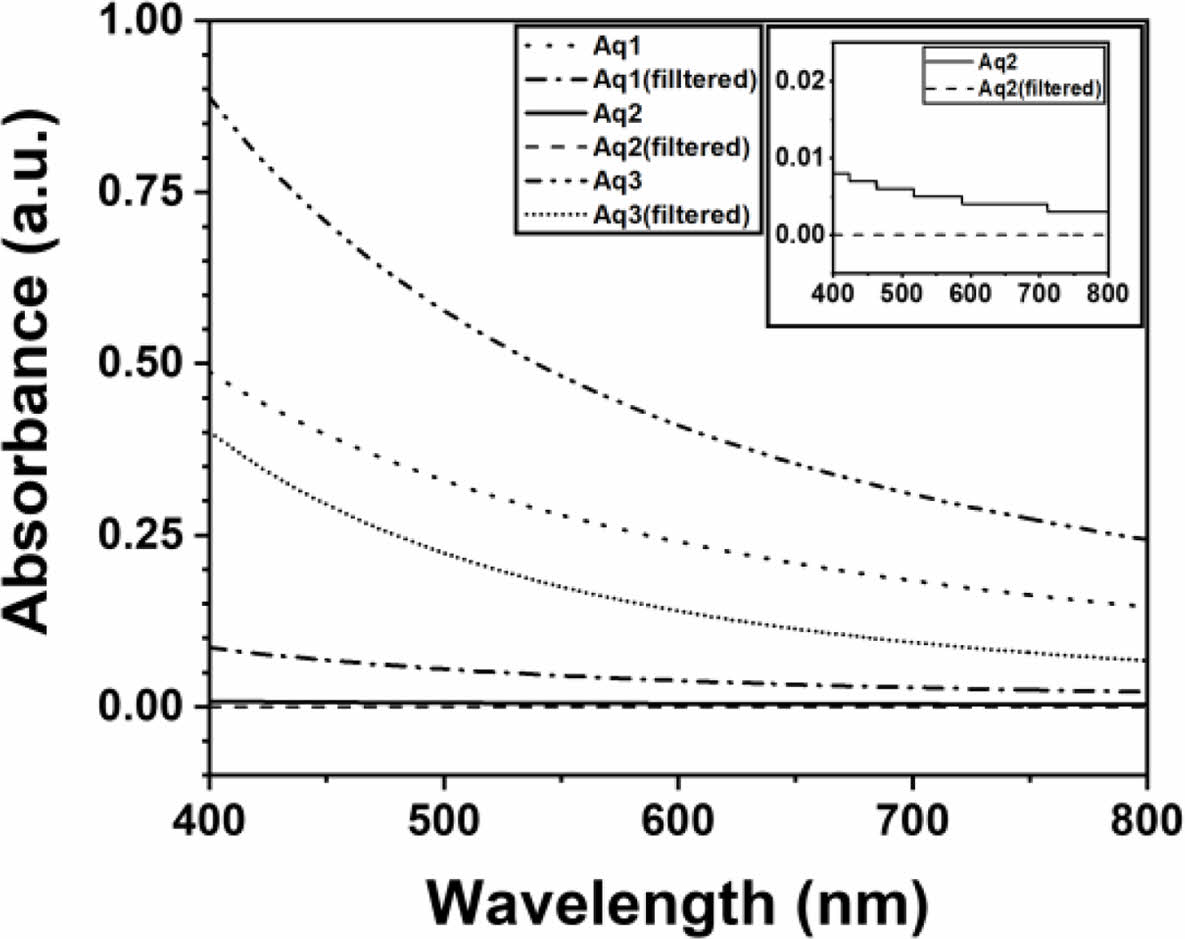
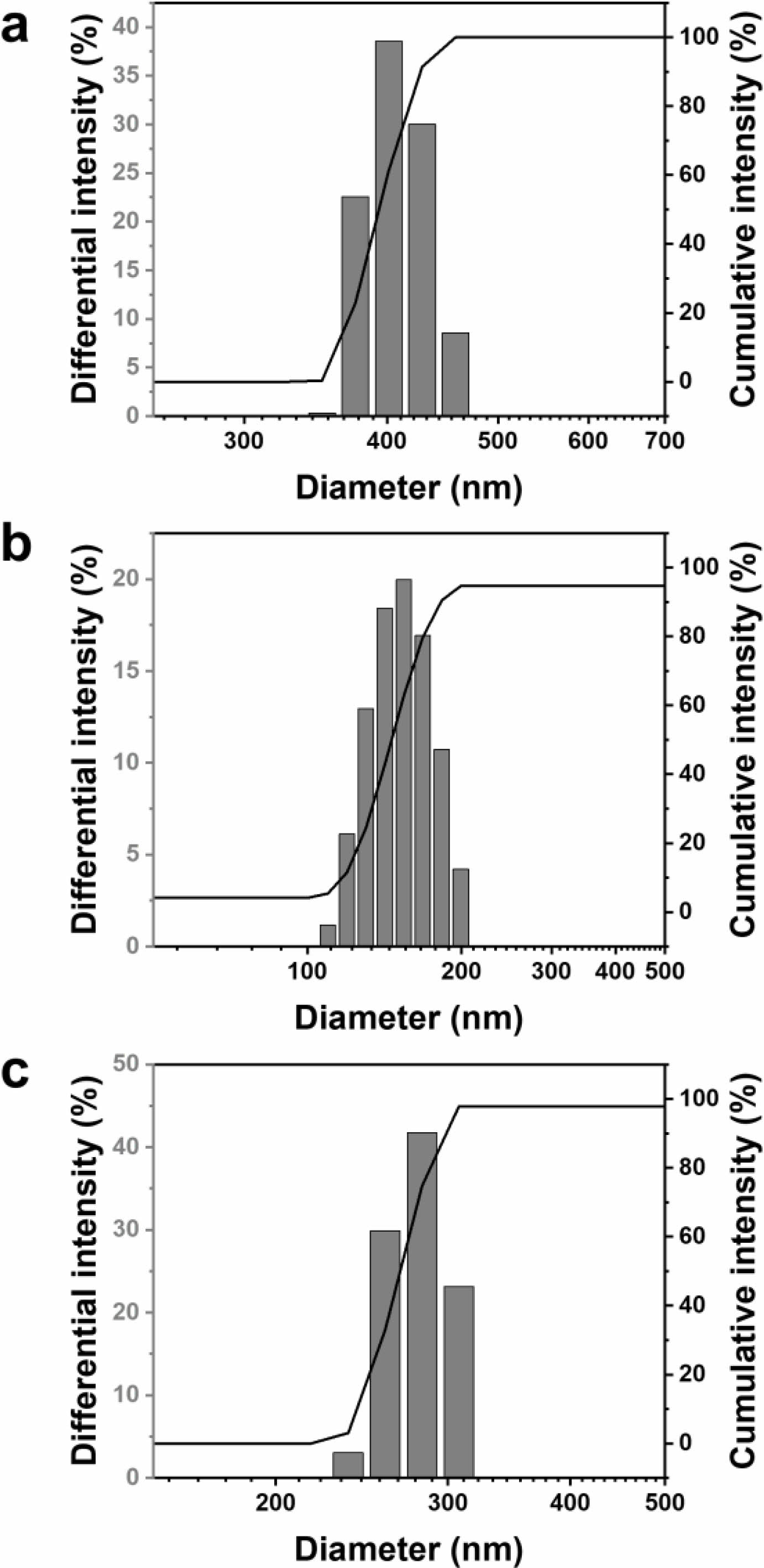
마지막으로 세 레진 조성물의 물에 의한 세척효과를 확인하였다. 출력을 마친 샘플은 와이퍼로 가볍게 닦은 후 물을 이용해 세척하였다. 조성물이 모두 수용성 또는 수분산성을 가지므로 물 세척만으로도 출력물의 표면 잔류 레진이 모두 제거되었으며 별도의 유기 용매 세척을 필요로 하지 않았다. 우리는 세척액의 부유물을 분석 및 비교하고자 하였으나 세척액에 용해된 레진의 양은 샘플의 크기 및 세척 조건에 따라 다르므로 이를 정량적으로 비교하기 위해 각 레진을 물에 1000배 묽힌 레진 희석액의 UV-vis 흡수 스펙트럼을 비교함으로써 이를 대신하였다(Figure 5). 가장 높은 흡수를 나타낸 용액은 Aq3의 희석액이었고, 그 다음으로 높은 흡수를 나타낸 용액은 Aq1의 희석액이었다. Aq2의 희석액은 육안으로도 거의 투명하였고 흡수 스펙트럼도 거의 0에 가까웠다. 결론적으로 레진내 부유물의 농도는 Aq3, Aq1, Aq2 순으로 높게 나타났다. 이들 희석액 내에 존재하는 부유물의 크기를 동적광산란 입도분석기로 분석하여 부유물의 평균크기를 측정하였다. 부유물의 크기가 가장 크게 나타난 레진은 Aq1 레진으로서 약 450 nm였고, Aq2 희석액 및 Aq3 희석액 내 부유물의 평균크기는 약 290 nm와 330 nm였다(Figure 6). HBA와 PEGDMA는 수용성 올리고머인 반면 PUA는 수분산성 올리고머로서 물에 분산되나 완전히 용해되지 않으므로 부유물 생성에 주원인으로 작용한다. 우리는 UV-vis 흡수 스펙트럼 측정을 마친 샘플을 0.45 μm의 공극을 갖는 필터로 여과한 후 UV-vis 흡수 스펙트럼을 측정함으로써 희석액 내 부유물의 제거효과를 확인하였다. 600 nm 파장을 기준으로 흡수 세기를 비교하였을 때, 부유물 입자의 크기가 가장 컸던 Aq1의 경우 84% 감소하였고, 그 다음으로 크기가 컸던 Aq3의 경우 66% 감소하였다(Figure 5). Aq1은 부유물 크기가 약 450 nm 였으므로 이와 유사한 크기의 공극을 갖는 필터에 의해 보다 효과적으로 여과가 이루어진 것으로 보인다. 여과 전에 이미 흡수가 거의 0에 가까웠던 Aq2 레진의 경우 여과 후 흡수가 전혀 나타나지 않은 것으로 보아 완전히 여과된 것으로 보인다(Figure 5 inset). 0.45 μm 공극의 필터만으로 세척액 내 부유물의 농도는 최소 1/3 이하로 감소함을 알 수 있고, 이는 가정 및 사업장에서 DLP 3D 프린터의 사용시 환경 오염을 줄이기 위한 수처리 방법으로 사용될 수 있을 것으로 예상하며 보다 작은 공극의 필터를 사용함으로써 부유물 농도 저감 효과는 보다 상승할 것으로 추측할 수 있다.
PUA와 PEGDMA는 분자량이 높은 올리고머로서 상온에서는 거의 증발하지 않았으며 무취의 특성을 나타내었다. 레진 성분 중 가장 휘발성이 높을 것으로 예상되는 저분자량의 HBA 역시 20 ºC에서의 증기압이 0.005 mbar 수준으로 물의 증기압인 23 mbar의 5000분의 1 수준으로 상온에서 증발은 매우 희박하다. 따라서 본 연구에 사용된 Aq1, Aq2, Aq3 수계 레진 조성물은 상온에서 화학물질 증기 및 악취의 위험성이 매우 적은 레진 조성물이며, 물 세척이 가능할 뿐 아니라 세척액은 여과를 통해 쉽게 정화할 수 있으므로 DLP 3D 프린팅의 사용에 있어 환경오염을 저감할 수 있을 것으로 기대할 수 있다. 더불어 수용성 고분자 기반의 레진은 실리카 또는 셀룰로오스와 같은 수용성 첨가제의 도입을 통해 부족한 기계적 물성을 보완할 수 있을 것으로 기대한다. Palaganas 등은 PEGDA 기반 레진 조성물에 셀룰로오스 나노입자를 도입함으로써 인장강도와 파괴 에너지가 각각 2배와 3배 증가함을 나타낸 바 있다.21 이러한 수계 레진 연구를 통해 확보된 환경적으로 안전한 광경화성 레진기술은 DLP 3D 프린팅이 적용되는 가정과 사업장의 안전을 개선하여 3D 프린팅의 보급화에 기여할 것으로 기대한다.
|
Figure 1 Chemical structures of acrylates used in this study: (a) PUA; (b) PEGDMA; (c) HBA. |
|
Figure 2 3D printed UTM specimens for photoinitiator concentration of (a) 0.4 wt%; (b) 0.5 wt% and a specimen (c) before; (d) after tensile test. |
|
Figure 3 Representative stress-strain curve for 3D printed specimens: (a) Aq1; (b) Aq2; (c) Aq3 resin. |
|
Figure 4 Comparison of (a) modulus; (b) ultimate tensile strength; (c) elongation at break of 3D printed specimens of Aq1, Aq2, and Aq3 resin. |
|
Figure 5 UV-vis absorption spectrum of the diluted solution of Aq1, Aq2, and Aq3 resin before and after filtration. Inset graph is the result of the diluted solution of Aq2 shown at a larger scale. |
|
Figure 6 Particle size distribution of the suspended matter in the diluted solution of (a) Aq1; (b) Aq2; (c) Aq3 resin. |
수분산성 PUA와 수용성 PEGDMA 기반의 수계 광경화성 레진 조성물을 제조하였고, 이를 DLP 3D 프린팅에 성공적으로 적용하였다. 이를 위해서 광개시제 농도를 최적화하였고, HBA를 도입하여 레진의 농도를 DLP 3D 프린팅에 적합한 수준으로 제어하였다. PUA와 PEGDMA 각각을 포함하는 조성물인 Aq1과 Aq2는 비슷한 모듈러스 및 극한인장강도를 나타내었다. 반면, PUA와 PEGDMA의 블렌드를 포함하는 조성물인 Aq3는 Aq1과 Aq2의 평균 모듈러스 및 극한인장강도의 약 2배로 보강된 모듈러스 및 극한인장강도를 나타내었다. 이는 높은 분자량의 PUA와 낮은 분자량의 PEGDMA의 이정 네트워크 형성이 원인인 것으로 추측할 수 있다. 세척과정에서 발생하는 폐액의 수질오염에 대한 영향을 비교평가하기 위해 레진 희석액의 UV-vis 흡수 스펙트럼을 측정하였고, 부유물의 크기를 DLS로 분석하였다. 가장 높은 흡수를 보인 Aq3 레진의 부유물 크기는 330 nm로서 0.45 μm 공극의 필터로 세척액 내 부유물의 농도는 1/3 이하로 감소하였다. 레진에 사용된 모든 화합물은 분자량이 크거나 증기압이 높아 화학물질 증기 방출이 저감될 것으로 기대된다. 또한 본 연구를 통해 확보된 환경친화형 수계 레진 기술은 DLP 3D 프린팅의 환경오염요소를 크게 줄임으로써 3D 프린팅의 확산에 기여할 것으로 기대한다.
- 1. Shahrubudin, N.; Lee, T. C.; Ramlan, R. An Overview on 3D Printing Technology: Technological, Materials, and Applications. Procedia Manuf. 2019, 35, 1286-1296.
-

- 2. Ford, S.; Minshall, T. Invited Review Article: Where and How 3D Printing is Used in Teaching and Education. Addit. Manuf. 2019, 25, 131-150.
-
- 3. Vivero-Lopez, M.; Xu, X.; Muras, A.; Otero, A.; Concheiro, A.; Gaisford, S.; Basit, A. W.; Alvarez-Lorenzo, C.; Goyanes, A. Anti-biofilm Multi Drug-loaded 3D Printed Hearing Aids. Mater. Sci. Eng. C 2021, 119, 111606.
-
- 4. Hong, H.; Seo, Y. B.; Kim, D. Y.; Lee, J. S.; Lee, Y. J.; Lee, H.; Ajiteru, O.; Sultan, M. T.; Lee, O. J.; Kim, S. H.; Park, C. H. Digital Light Processing 3D Printed Silk Fibroin Hydrogel for Cartilage Tissue Engineering. Biomaterials 2020, 232, 119679.
-
- 5. Lu, Y.; Mantha, S. N.; Crowder, D. C.; Chinchilla, S.; Shah, K. N.; Yun, Y. H.; Wicker, R. B.; Choi, J. W. Microstereolithography and Characterization of Poly(propylene fumarate)-based Drug-loaded Microneedle Arrays. Biofabrication 2015, 7, 045001.
-
- 6. Yao, W.; Li, D.; Zhao, Y.; Zhan, Z.; Gin, Z.; Liang, H.; Yang, R. 3D Printed Multi-Functional Hydrogel Microneedles Based on High-Precision Digital Light Processing. Micromachines 2020, 11, 17.
-
- 7. Yang, Y.; Zhou, Y.; Lin, X.; Yang, Q.; Yang, G. Printability of External and Internal Structures Based on Digital Light Processing 3D Printing Technique. Pharmaceutics 2020, 12, 207.
-
- 8. Vaut, L.; Juszczyk, J. J.; Kamguyan, K.; Jensen, K. E.; Tosello, G.; Biosen, A. 3D Printing of Reservoir Devices for Oral Drug Delivery: From Concept to Functionality through Design Improvement for Enhanced Mucoadhesion. ACS Biomater. Sci. Eng. 2020, 6, 2478-2486.
-
- 9. Kim, S.-Y.; Shin, Y.-S.; Jung, H.-D.; Hwang, C.-J.; Baik, H.-S.; Cha, J.-Y. Precision and Trueness of Dental Models Manufactured with Different 3-dimensional Printing Techniques. Am. J. Orthod. Dentofacial Orthop. 2018, 153, 144-153.
-
- 10. Ge, Q.; Sakhaei, A. H.; Lee, H.; Dunn, C. K.; Fang, N. X.; Dunn, M. L. Multimaterial 4D Printing with Tailorable Shape Memory Polymers. Sci. Rep. 2016, 6, 31110.
-
- 11. Borrello, J.; Nasser, P.; Iatridis, J. C.; Costa, K. D. 3D Printing a Mechanically-tunable Acrylate Resin on a Commercial DLP-SLA Printer. Addit. Manuf. 2018, 23, 374-380.
-
- 12. Hwangbo, H.; Jeon, S.-J. Digital Light Processing 3D Printing of Multi-materials with Improved Adhesion Using Resins Containing Low Functional Acrylates. Korean J. Chem. Eng. [Online early access]. DOI: 10.1007/s11814-021-0934-x. Published Online: Jan. 9, 2022. https://link.springer.com/article/10.1007/s11814-021-0934-x (accessed Jan. 9, 2022).
-
- 13. Bandyopadhyay, A.; Heer, B. Additive Manufacturing of Multi-material Structures. Composite Part B 2018, 129, 1-16.
-
- 14. Stefaniak, A. B.; Bowers, L. N.; Knepp, A. K.; Luxton, T. P.; Peloquin, D. M.; Baumann, E. J.; Ham, J. E.; Wells, J. R.; Johnson, A. R.; LeBouf, R. F.; Su, F.-C.; Martin, S. B. Jr.; Virji, M. A. Particle and Vapor Emissions from vat Polymerization Desktop-scale 3-dimensional Printers. J. Occup. Environ. Hyg. 2019, 16, 519-531.
-
- 15. Stephens, B.; Azimi, P.; El Orch, Z.; Ramos, T. Ultrafine Particle Emission from Desktop 3D Printers. Atmos. Environ. 2013, 79, 334-339.
-
- 16. Bae, J.-H.; Won, J. C.; Lim, W. B.; Min, J. G.; Lee, J. H.; Kwon, C. R.; Lee, G. H.; Huh, P. Synthesis and Characteristics of Eco-Friendly 3D Printing Materials Based on Waterborne Polyurethane. Polymers 2021, 13, 44.
-
- 17. Shie, M.-Y.; Chang, W.-C.; Wei, L.-J.; Huang, Y.-H.; Chen, C.-H.; Shih, C.-T.; Chen, Y.-W.; Shen, Y.-F. 3D Printing of Cyto- compatible Water-Based Light-Cured Polyurethane with Hyaluronic Acid for Cartilage Tissue Engineering Applications. Materials 2017, 10, 136.
-
- 18. Li, J.; Wu, C.; Chu, P. K.; Gelinsky, M. 3D Printing of Hydrogels: Rational Design Strategies and Emerging Biomedical Applications. Mater. Sci. Eng. R Rep. 2020, 140, 100543.
-
- 19. Hinczewski, C.; Corbel, S.; Chartie, T. Ceramic Suspensions Suitable for Stereolithography. J. Eur. Ceram. Soc. 1998, 18, 583-590.
-
- 20. Mark J. E. Elastomers with Multimodal Distributions of Network Chain Lengths. Macromol. Symp. 2003, 191, 121-130.
-
- 21. Palaganas, N. B.; Mangadlao, J. D.; Leon, C. C.; Palaganas, J. O.; Pangilinan, K. D.; Lee, Y. J.; Advincula, R. C. 3D Printing of Photocurable Cellulose Nanocrystal Composite for Fabrication of Complex Architectures via Stereolithography. ACS Appl. Mater. Interfaces 2017, 9, 34314-34324.
-
- Polymer(Korea) 폴리머
- Frequency : Bimonthly(odd)
ISSN 0379-153X(Print)
ISSN 2234-8077(Online)
Abbr. Polym. Korea - 2023 Impact Factor : 0.4
- Indexed in SCIE
 This Article
This Article
-
2022; 46(1): 30-35
Published online Jan 25, 2022
- 10.7317/pk.2022.46.1.30
- Received on Aug 24, 2021
- Revised on Oct 31, 2021
- Accepted on Nov 2, 2021
Services
Shared
Correspondence to
- Seog-Jin Jeon
-
Department of Polymer Science and Engineering, Kumoh National Institute of Technology, Gumi, Gyeongbuk 39177, Korea
- E-mail: sjjeon@kumoh.ac.kr
- ORCID:
0000-0002-3372-6532
Hyecheon Building(Room 601), #354, Gangnam-Daero, Gangnam-Gu, Seoul 06242, Korea
TEL : 82-2-568-3860, 561-5203, 569-3860 FAX : 82-2553-6938 E-mail: polymer@polymer.or.kr