





- Fabrication and characterization of Thermoplastic Fiber-Reinforced Composites with Hybrid Fabrics
Jinwon Cho*, Yeongmi Kim*, Sangwon Lee*, **, Jaewon Choi***, and Jaehyeung Park**,†

*COTRAUM, Daegu 41756, Korea
**Department of Biofibers and Biomaterials Science, Kyungpook National University, Daegu 41566, Korea
***Department of Polymer Science and Engineering, Kyungpook National University, Daegu 41566, Korea- 하이브리드 직물을 이용한 열가소성 섬유강화 복합재료의 제조 및 물성연구
조진원* · 김영미* · 이상원*, ** · 최재원*** · 박재형**,†
*코트라움, **경북대학교 바이오섬유소재학과, ***경북대학교 고분자공학과
Reproduction, stored in a retrieval system, or transmitted in any form of any part of this publication is permitted only by written permission from the Polymer Society of Korea.
This study investigates the manufacturing methods and properties of four hybrid composite materials, which were produced by using different types of yarns (glass fiber, basalt fiber, and aramid fiber) with carbon fibers. The present study aims to investigate the fabrication techniques and properties of four hybrid composite materials, manufactured by combining carbon fibers with various types of yarns, including glass fiber, basalt fiber, and aramid fiber. The incorporation of hybrid fabrics in the fiber reinforced polymer composite can enhance individual material properties and yield synergistic effects. The study analyzes the differences in impregnation behavior and mechanical properties, such as tensile strength, bending, and impact properties of the hybrid composites. The findings of this research offer valuable design parameters for the development of diverse composite materials.
탄소섬유를 기반으로 위사에 이종의 원사(유리 섬유, 현무암 섬유, 아라미드 섬유)를 이용하여 하이브리드 직물을 제조하고 열가소성 폴리아미드 6로 함침한 4가지 하이브리드 복합재료의 제조방법과 물성에 대한 연구를 진행하였다. 하이브리드 직물을 이용한 복합재료의 경우 개별 재료의 고유한 특성과 시너지 효과를 최적화할 수 있으며, 제조된 하이브리드 직물과 프리프레그의 분석결과 원사의 종류, 굵기, 원사가 가지는 기계적 물성, 제직 밀도에 따른 함침성의 차이와 인장, 굴곡, 충격에 대한 물성 변화를 확인하였다. 본 연구에서 확인한 결과들은 다양한 형태의 복합재료를 개발하기 위한 설계 조건을 제공한다.
The reinforcement material, waving pattern, and architecture are important factors in designing hybrid composite materials. Each reinforcement material shows its inherent characteristics and synergetic effect through combination of different types of reinforcement materials.
Keywords: hybrid fiber reinforced composite, carbon fiber, glass fiber, basalt fiber, aramid fiber.
이 논문(저서)은 2020학년도 경북대학교 신임교수정착연구비에 의하여 연구되었음.
저자들은 이해상충이 없음을 선언합니다.
섬유 강화 복합 재료는 뛰어난 특성, 특히 우수한 기계적 특성으로 인해 현대 재료 설계에서 수요가 매우 높다.1-3 특히, 탄소 섬유 강화 플라스틱(CFRP)은 뛰어난 강성과 강도로 인해 에너지, 건설 및 운송 산업 전반에 걸쳐 고급 구조에서 가장 일반적으로 사용되는 복합 재료이다. 예를 들어, 자동차나 항공기의 철과 강철을 대체하기 위해 CFRP를
사용하면 무게가 몇 퍼센트에서 수십 퍼센트 감소하여 에너지 효율이 향상될 수 있다. 하지만 CFRP의 취성, 낮은 파괴 에너지 및 높은 가격으로 인해 구조 재료, 특히 중저가 제품에 대한 적용이 제한되어진다.4,5
반면 하이브리드 복합재료는 이러한 단점을 극복하고 원하는 특성을 가진 유연한 디자인 재료를 제공할 수 있다. 하이브리드 복합 재료는 단일 복합 재료의 약점을 보완하기 위해 매트릭스에서 두 가지 이상의 섬유강화 원사를 사용하며 다음과 같은 장점을 가질 수 있다.6,7
1. 향상된 기계적 특성: 하이브리드 복합재료는 두 개 이상의 다른 종류의 섬유를 결합하여 각각의 독특한 강점과 특성을 결합할 수 있다. 이는 단일 종류의 탄소 섬유로 만든 복합재료와 비교하여 인장, 굴곡, 충격물성 등에서 사용하고자 하는 특성에 적합한 기계적 특성을 가진 복합재료를 설계할 수 있다.
2. 맞춤 성능: 서로 다른 물성을 가진 섬유의 조합을 사용하여 복합재료의 특정 성능 요구 사항을 충족하도록 맞춤화 할 수 있다. 예를 들어 하이브리드 복합재료는 한 방향에서는 높은 강도를, 다른 방향에서는 높은 탄성율을 갖도록 설계할 수 있어 항공우주 또는 자동차 분야에 사용하기에 이상적이다.
3. 비용 효율성: 하이브리드 복합재료의 경우 단일 유형의 고성능 탄소 섬유를 사용하는 것보다 비용적으로 효율적이다. 상대적으로 고가인 탄소섬유만으로 복합재료를 설계하였을 때 보다 필요 용도에 맞게 저비용의 다른 원사를 결합함으로써 생성된 더 저렴한 비용으로 유사한 성능을 제공할 수 있다.
4. 향상된 가공성: 하이브리드 복합재료는 단일 유형의 탄소 섬유 복합재료에 비해 취급 및 가공에 있어 다양성을 가질 수 있다. 이는 강화 섬유의 조합에 따라 더 나은 드레이프성 및 함침 특성을 제공하여 재료의 레이업 및 수지 함침 또는 성형공정에 있어 더 많은 가능성을 가지고 있다.
하이브리드 직물을 이용한 복합재료의 경우 개별 재료의 고유한 특성과 시너지 효과를 최적화할 수 있다. 직물 복합재는 0도 방향과 90도 방향에 기계적 물성을 이원화할 수 있는 것이 특징이며, 특히 내충격성이 우수하다. 연구에 따르면 직물 층의 수, 적층 순서 및 층의 방향이 기계적 특성에 영향을 미치는 것으로 나타난다.8-10 이에 따라 탄소 섬유(carbon fiber, CF),11,12 유리 섬유(glass fiber, GF),13-15 현무암 섬유(basalt fiber, BF)16-18 및 아라미드 섬유(p-aramid fiber, AF)를19-21 보강재로 사용하여 다양한 직조 패턴과 고분자 매트릭스를 갖는 하이브리드 섬유 강화 복합 재료들이 보고되었다.
본 연구에서는 0도 방향(경사)를 CF 밀도를 고정시킨 후 90도 방향(위사)에 GF, BF, AF를 각각 최대밀도를 적용시킨 dobby 형태의 직물을 이용하였다. 표면과 이면이 동일한 패턴을 유지하면서 1:1, 3:3 의 교착지점을 동시에 확인 가능한 직물을 폴리아미드 6(PA6)로 함침시킨 각각의 4가지 하이브리드 복합재를 제조하여 복합재료의 물성을 연구하였다. 또한 원사의 굵기 및 밀도가 함침에 미치는 영향을 확인하기 위한 연구를 진행하였다.
시약 및 재료. 본 연구에서는 PAN계 CF(12K, Toray, Japan)를 단독으로 경사로 사용하고 CF(12K, Toray, Japan), BF(1200tex, Kamenny Vek, Russia), GF(600tex, Owens Corning, USA), AF(1500D, Dupont, USA)를 각각 위사로 사용하였다. 하이브리드 복합재료의 고분자 메트릭스로는 ㈜효성(Korea)의 평균직경이 250 mm인 PA6 파우더 수지(1011 grade)를 이용하였다.
하이브리드 직물 제직. 하이브리드 직물 제직을 위하여 경∙ 위사 교착점이 1:1인 dobby 조직디자인으로 제직 폭 1000 mm 기준으로 경사 밀도를 6.3 ends/inch, 경사 본수 252본으로 설계하여 위사 밀도는 위사 종류 및 굵기에 따른 특성을 고려하여 CF는 12.4 ends/inch, GF는 20 ends/ inch, BF는 30 ends/inch, AF는 22 ends/inch로 위사 밀도를 설계하여 총 4종의 각기 다른 원단을 제직하였다(Table 1). 원사 그대로의 성질을 유지하기 위해 원사를 따로 연사하거나 추가 사이징 공정을 진행하지 않았다.
하이브리드 프리프레그 제조.복합재료의 제조를 위하여 PA6 파우더를 scatterer 설비를 이용하여 직물 표면에 고르게 도포 공정을 실시하였다. 수지의 함침성을 증대하기 위해 직물 양면 도포로 진행하였다. 먼저 한쪽면에 파우더를 도포한 후 다시 반대면쪽 도포 공정을 실시하여 1 layer 프리프레그를 확보하였다(함침 비율: 직물 60%, 수지 40%, 중량 %).
Double belt press 설비의 특징으로 파우더를 도포한 이후 double belt 구간을 통과 하면서 heating zone과 cooling zone을 거친 후 프리프레그를 확보할 수 있는 것이 특징이며, Table 2의 조건으로 공정을 진행하였다. 가공온도는 1번 존 235 ℃, 2번 존 240 ℃, 3번 존 245 ℃, 4번 존 250 ℃로 총 4개의 온도 구간을 5 ℃씩 차이가 나도록 설정하고 공정 속도를 2 m/min, 벨트 갭은 0으로 세팅하였고, 가공압력은 사용하지 않았다. Double belt press 제작된 프리프레그를 적층시켜 각종 시험에 요구하는 물성을 확보하였다. 사용되어진 설비는 e-mold press 설비로 금형 내부 구간에서 heating하면서 가압한 후, cooling을 실시하여 복합제 형상을 확보하는 방식이다. e-mold press 설비를 이용하여 Table 2의 공정조건으로 두께 1 mm 시편을 확보할 수 있었다. 섬유제적율과 기공함유율은 ASTM D3171에 근거하여 측정하였으며 제조된 복합재료의 대한 정보는 Table 3에 제시되었다.
인장시험. 하이브리드 직물과 프리프레그의 인장탄성률과 인장강도를 조사하기 위해 만능시험기(UTM, 4482)을 사용하여 KS K 0521(직물), ASTM D3039(프리프레그) 규격에 의거하여 인장시험을 수행하였다. 하이브리드 직물의 경우 폭 50±5 mm, 길이가 클램프 간격 200 mm에 파지할 수 있도록 시편을 준비하여 100 mm/min 속도로 신장하여 시험을 수행하였다. 하이브리드 프리프레그의 경우 시편의 크기는 길이 250 mm×폭 25 mm, 인장속도는 2 mm/min 속도로 시험을 수행하였다. 시료별 5개의 시편으로 분석을 진행하여 평균값으로 인장강도와 인장탄성률을 구하였다.
열중량분석. 제조된 복합체의 수지 함량과 열적안정성을 분석하기 위하여 thermogravimetric analysis(TGA, TA instrument Q50)을 이용하여 승온속도 10 ℃/min로 800 ℃까지의 온도범위에서 측정하였다.
굴곡시험. 복합재료의 굴곡탄성률과 굴곡강도는 ASTM D790 규격에 따라서 3-point bending 방법을 이용하여 분석하였다. 시료별 5개의 시편으로 분석을 진행하여 평균값으로 굴곡강도와 굴곡탄성률을 구하였다. 충격시험. 충격강도 시험은 ISO 6603-2시험 규격에 의거하여 CEAST 9350 drop tower 시험기를 이용하였다. 시험 조건은 낙하 추의 무게는 20.41 kg, 낙하 거리 987.085 mm, 낙하 속도는 4.4 m/s로 시험규격의 기본 설정 조건에 의거하여 시험분석을 진행하였다. 시료 총 5번의 시험을 진행하여 평균결과값으로 구하였다.
경도시험. 제조된 복합체의 경도를 측정하기 위하 여 ISO 7619-1 기준에 따라 시험분석을 진행하였다. 두께 6 mm 시편 표면을 평행하게 유지하면서, 압침을 수직으로 충격없이 가능한 빠르게 가압하면서 측정하였다. 다른 위치에 5회 정도 경도 측정하고 평균값을 구하였다. Figure 1

|
Figure 1 Impregnation process using double belt press prepreg equipment. |



직물 디자인을 설계함에 있어 고려해야하는 부분은 원사의 굵기, 중량 등이 중요한 요인이며, 제직 시 원사간의 간섭을 최소화 시키기 위한 경사 밀도 선정이 상당히 중요한 요인이다.22
특히, 탄소 12K 원사의 경우 낮은 신도와 브리틀한 성질을 가지고 있어 원사간의 간섭은 제직시 원사가 사절되는 문제점을 발생시켜, 직물의 제직성 확보나, 직물의 조적의 안정성을 저해하는 요인이 된다.23
따라서 원활한 제직을 위해서 원사간의 간섭을 최소화하는 밀도
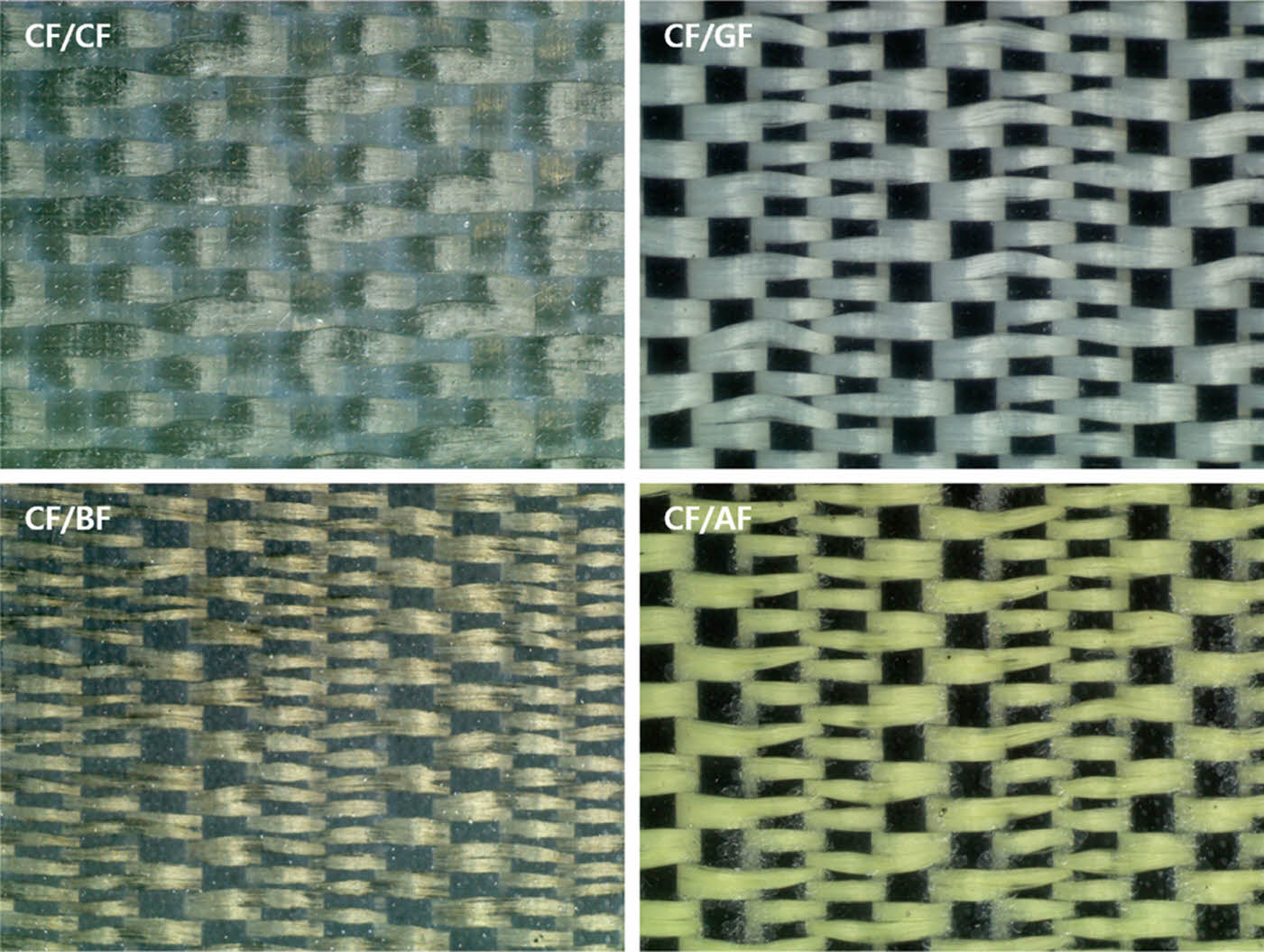
를 선정하여 하이브리드 직물을 제직하였다. 위사밀 도와 위사를 달리한 총 4종의 원단을 제직하였으며, 제직된 하이브리드 직물을 현미경으로 관찰한 결과 dobby 직물 형태를 흐트러짐 없이 제대로 유지하는것을 확인할 수 있었다(Figure 2). 또한, 경·위사 사이에 공극이 관찰되지 않으며, 밀도가 높게 제직되어 있다. 직물에 공극이 관찰되는 경우는 제직기 운동에서 위사를 경사 개구각 안쪽까지 밀어넣기 위한 바디 운동의 영향과 원사에 굵기에 영향을 받게 된다. 이로 인해 직물의 인장강도와 복합재료의 물성에 영향을 미칠 수 있다. 본 연구에서는 각기 다른 원사의 굵기 및 직기의 운동성을 확보하여 안정적인 조직 형태를 확보하였다. 제조된 하이브리드 직물들의 인장강도를 측정한 결과 원사 굵기, 원사 밀도 그리고 원사 종류가 직물의 인장강도에 영향을 미치는 것을 알 수가 있다. 4종의 직물 모두 경사방향은 탄소 12K 원사가 6.3 ends/inch의 동일 밀도로 적용되어 직물 별로 경사 방향 직물 인장강도는 큰 차이가 나타나지 않았다. 하지만 위사 방향의 직물 인장강도는 각각의 원사가 가지고 있는 기계적 특성 및 밀도에 따라 큰 차이는 보이는 것을 확인할 수 있다 (Figure 3).
Figure 4는 제직한 하이브리드 직물(CF/CF 12.4 ends/inch, CF/GF 20.0 ends/inch, CF/BF 30.0 ends/inch, CF/AF 22.0 ends/inch)에 PA6 파우더 수지를 이용하여 함침 성형한 복합재료의 표면과 단면 사진이다. 복합소재의 수지 함침성을 증대시키기 위하여 PA6 파우더 형태의 고분자 수지를 적용하여 프리프레그 제작을 진행하였다. 파우더 형태의 수지를 적용할 경우 수지 함량을 쉽게 조절이 가능하다는 장점을 가지고 있으나, 수지가 제대로 도포되지 않을 경우 기포 발생 또는 표면 상태 저하등으로 프리프레그의 물성저하를 유발할 수 있다. 또한, 파우더 형태의 수지는 표면적이 높아, 고체에서 액체가 되기까지 필요한 흡열 양이 필름에 비해 상대적으로 낮아, 높은 온도에서 오랜 시간 수지를 노출시킬 경우 수지 흐름성이 너무 높아져 직물 조직이 흐트러지는 경향을 보일 수 있다. 따라서, 수지 필름을 적용할 때보다 낮은 온도, 낮은 압력에서 공정을 진행하였으며, PA6 수지 파우더는 파우더 스케터 기기를 이용하여 직물의 면적과 중량에 맞게 도포할 수 있으며, 본 연구에서는 직물 종류 및 밀도에 따른 직물별 단위 면적당 중량을 계산하여 그에 따라 수지함량을 40%로 적용하여 프리프레그를 제작하였다. 제조된 복합재료의 두께는 각각 CF/CF 0.87 mm, CF/GF 0.79 mm, CF/BF 0.69 mm, CF/AF 0.71 mm이다. 이를 용도에 적합하게 2장에서 3장 정도 합포 성형을 한 후 분석을 실시하였다.
직물별로 동일한 가공 조건을 적용하였으며, 복합재료의 표면을 관찰하여 표면 뜯김 현상이나 기포가 없는 것을 관찰 할 수 있다. 직물의 공극이 많을 경우 수지 함침성은 좋을 수 있으나, 함침시 조직 디자인이 흐트러지는 경우가 많으며 조직 디자인이 흐트러지면 함침이 제대로 되었더라도 물성이 떨어진다. 본 연구에서 제조된 직물의 경우 공극이 발생하지 않아 수지 함침시에도 조직의 흐트러짐이 발생하지 않았다.
수지의 함침성 및 함량 비율을 확인하기 위하여 TGA와 현미경으로 비교 분석하였다. Figure 5에 제시된 열중량분석결과 CF/CF, CF/GF, CF/BF, CF/AF 수지 함침량이 각각 38, 41, 38, 42% 임을 확인할 수 있다(400 ℃ 부근에서 PA6가 분해되어 수지 함침량 만큼의 무게가 감소). 이는 복합재료 설계시 설정한 40%의 수지함량에 대한 양으로 파우더 스케터를 이용하여 프리프레그 제조시 수지 함량을 비교적 쉽게 조절할 수 있음을 나타낸다. CF/AF의 경우 AF의 열적 특성에 따라 질소분위기에서 570 ℃ 분해거동을 나타나고 있다. Figure 4는 1 layer 단면 사진으로 함침 정도를 확인한 결과, 교착 지점에서 일부 함침성의 차이를 보여주고 있지만 CF/GF, CF/BF, CF/AF 모두 안정적인 합침 형태를 보여 주고 있다. 이는 Table 3의 섬유 체적율과 기공함유율 결과에서도 확인 할 수 있다. CF/CF의 경우에는 탄소 12K 굵기 특성 때문에 높은 함침성을 보여주고 있지 못하고 있다. 특히 원사간의 교착되는 부분에서는 극명한 차이를 보여주고 있다. CF/BF의 경우 낮은 굵기의 원사를 적용하였을 때 기공함유율에서 우수한 특징을 나타낸다. 30 ends/inch 높은 밀도에도 불구하고, 함침이 상당히 우수한 것으로 판단되어진다. CF/AF의 경우 AF의 원사 굵기와 많은 필라멘트수를 가지고 있어 2.3%의 기공함유율을 나타낸다. 이러한 결과를 바탕으로 복합재료 제소시 원사의 굵기 차이에 따른 변화가 나타나는 변화를 확인할 수 있었으며, 굵은 원사를 사용하는 것 보다, 굵기가 낮은 원사를 사용하여는 것이 효과적임을 확인할 수 있다.
제조된 하이브리드 프리프레그의 인장물성(위사방향)은 Figure 6에 나타내었다. Figure 3에서 경사방향의 직물 인장강도는 동일한 수치로 나왔다. 따라서 원사의 밀도가 상이한 위사를 기준으로 복합재의 인장 강도를 측정하였다. 인장강도는 CF/CF 복합재료에서 343 MPa로 최대값을 보이고 사용되는 하이브리드 원사의 종류에 따라 각각 173.0(CF/GF), 83.9(CF/BF), 152(CF/AF) MPa로 측정되었다. 각각 원사가 가지는 기계적 물성, 굵기, 제직밀도의 영향으로 인해 복합재료의 인장강도에도 Figure 3에서 보여지는 직물이 인장강도와 유사한 그래프 형태를 확인할 수 있다. 하지만 인장 탄성율에서는 다른 형태의 특성을 보여 주고 있다.
이는 CF/CF 함침이 일부 불안정에 이뤄져 수지와 원사간의 결합이 다소 불안전한 형태이며, 낮은 형태의 탄성율을 나타내고 있다. CF/GF, CF/BF의 경우에는 인장강도는 다소 낮게 나왔지만 낮은 굵기로 인해 원사와 원사 사이로 함침이 이뤄져 인장강도 대비 높은 탄성율을 보여 주었다. CF/AF의 경우에는 원만한 형태의 인장강도와 탄성율을 수치를 보여 주고 있다. 인장강도에는 각기 특성을 가지는 원사의 성질을 그래도 유지하고 있음을 확인할 수 있었으며, 인장 탄성율의 경우에는 함침의 영향에 따라 다소 다른 형태를 물성을 보여 주고 있음을 확인하였다. 따라서 하이브리드의 경우 함침성이 훨씬 용이한 것을 확인할 수 있었으며, 산업분야가 요구하는 특성에 적합한 형태의 적용 가능할 수 있음을 확인하였다.
하이브리드 프리프레그의 굴곡물성의 변화는 Figure 7에 나타내었다. 열가소성 프리프레그를 다양한 용도로 사용하기 위해서는 하중을 얼마나 견디는지에 대한 값이 요구되고 이에 따라 굴곡물성에 대한 분석이 중요하다. 일정한 거리만큼 떨어져 있는 두 개의 지점을 기준으로 샘플을 올려놓고 일정한 속도로 시편의 수직 방향으로 하중을 가해 응력과 왜곡을 측정하는 시험 방법으로 ASTM D 790 방법으로 측정하였다. 시험법에서 요구하는 시료를 확보하기 위해 4가지 시료를 평균 1.3 mm 두께로 제작하여 측정을 실시하였음. 시험 속도는 1 mm/min, span 거리 24±1 mm로 진행하였다.
굴곡물성은 원사가 가지는 기계적인 물성보다, 함침 정도 및 수지의 특성에 더 큰 영향을 받는다. 이에 따라 굴곡 강도의 경우에 CF/CF, CF/GF, CF/AF 비해 CF/BF가 높게 나타남을 확인할 수 있다. 이는 132tex의 낮은 굵기의 원사적인 측면 때문에 함침성이 높은 특성을 보여주고 있는 것으로 확인된다. 30 ends/inch 높은 밀도에 불구하고 원사 사이사이에 수지가 함침되는 것으로 판단된다. Figure 4와 Figure 5의 현미경과 TGA 분석에서 확인되지 않는 부분을 굴곡 강도로 확인할 수 있다. 굴곡 탄성율에서도 CF/BF가 상당히 높게 나타나는 특성으로 함침성이 상당히 좋다는 것을 확인할 수 있다. CF/CF는 Figure 5의 인장강도에서 나타나는 것처럼 굴곡강도 및 탄성율에서도 다소 낮은 형태를 보여 주고 있다. 이는 앞서 인장강도에서 설명한 내용과 동일한 특성으로 판단된다. CF/GF, CF/AF의 경우에는 다소 안정적인 특성을 보여 주고 있음을 확인할 수 있었다. 하지만 탄성율에서는 CF/GF가 좀 더 높은 물성을 보여 주고 있어 AF에 비해 GF가 함침성이 좋은 것으로 판단된다.
열가소성 프리프레그는 수지의 종류 및 보강재로 사용된 직물에 따라 충격을 흡수하는 정도가 다르다. 하이브리드 프리프레그의 충격 흡수성을 확인하기 위해 ISO 6603-2 시험법의 규격에 의거하여 충격강도 시험을 진행하였다(Figure 8). 각 샘플별 충격에너지는 CF/CF(32.155 J), CF/GF(18.768 J), CF/BF(17.140 J), CF/AF(18.208 J)로 CF/CF 샘플이 가장 높은 결과를 나타냈다. 수직 낙하로 측정 하는 시험 방법으로 충격 에너지를 흡수 하면서 기계적 물성을 확인 할 수 있는 시험이다. 나타내는 특성으로 CF/GF, CF/BF, CF/AF는 모두 유사한 형태의 값을 보여 주고 있다. 앞서 기술한바와 같이
하이브리드 복합소재의 기계적 물성은 원사 굵기와 밀도에 많은 영향을 받는다. CF/AF의 경우 경사로 사용된 CF와 위사 AF의 상이한 굵기때문에 복합소재 내 AF의 밀도가 다소 낮아 AF의 충격특성을 충분히 살리지 못하고 다른 무기섬유를 이용한 복합재료와 비슷한 충격강도 값을 보이고 있다. 하지만 CF/CF는 상당히 높은 충격에너지 값을 확인할 수 있다. 이는 탄소 12K 원사가 가지는 기계적 물성이 다른 원사에 비해 상당히 높은 특성을 보여 주고 있음을 확인할 수 있다. 굵기가 낮은 원사의 밀도를 높여 제직 하는 것보다. 굵기가 높은 원사를 사용한 형태의 복합재료가 충격흡수에서는 훨씬 유리함을 확인할 수 있다.24
쇼어경도는 금속 재료나 플라스틱 재료의 경도를 조사하는 시험법의 일종으로 그 물체를 다른 물체로 눌렀을 때 그 물체의 변형에 대한 저항력의 크기라고 볼 수 있다. ISO 7619-1의 시험법에 따라서 측정하고자 하는 시료에 일정 높이에서 일정 무게의 추를 떨어뜨려 그 추의 튀어 오르는 높이로 시료의 경도를 측정하였다. 쇼어 경도는 수지의 종류에 영향을 많이 받는다. 동일한 수지를 사용한 4종류의 프리프레그는 shore D 경도 값이 69에서 76를 나타내었다. PA6 프리프레그의 쇼어 경도 수준은 열가소성 수지 중 많이 사용되고 있는 PP, rigid PVC와 비슷한 값을 나타내었다(Figure 9).

|
Figure 2 Optical microscopic images of the prepared woven hybrid fabrics: (a) CF/CF 12.4 ends/inch; (b) CF/GF 20.0 ends/inch; (c) CF/BF 30.0 ends/inch; (d) CF/p-aramid 22.0 ends/inch (scale bar: 10.0 mm). |

|
Figure 3 Tensile strength of the prepared woven hybrid fabrics along the (a) warp; (b) weft directions. |

|
Figure 4 Surface and cross-section image of the final hybrid composites: (a) CF/CF; (b) CF/GF; (c) CF/BF; (d) CF/AF with 40% PA resin |

|
Figure 5 TGA results of (a) CF/CF 12.4 ends/inch; (b) CF/GF 20.0 ends/inch; (c) CF/BF 23.0 ends/inch; (d) CF/AF 22.0 ends/inch. |

|
Figure 6 (a) Tensile strength; (b) modulus of the hybrid composites along the weft directions. |

|
Figure 7 (a) Flexural strength; (b) modulus of the hybrid composite along the weft directions. |

|
Figure 8 Puncture impact properties of the hybrid composites |

|
Figure 9 Shore hardness of the hybrid composites |
본 연구에서는 탄소 섬유를 기반으로 위사에 이종의 다양한 원사를 적용함으로 급변하는 복합재료 산업에 다양성을 확대시킴과 동시에 기술적인 난이도를 확보하고자 하였다.
제조된 하이브리드 직물과 프리프레그의 물성분석결과 CF/CF는 원사의 굵기 특성 때문에 함침에 다소 많은 영향을 미침으로 인장강도, 인장탄성율, 굴곡강도, 굴곡 탄성율 에서는 낮은 수치가 나타남을 확인할 수 있었다. 하지만 충격강도에는 CF/GF, CF/BF, CF/AF 보다 높은 특성으로 인해 요구하는 물성 산업용 제품에 적용가능성을 충분히 확보할 수 있었다. CF/GF는 인장강도, 인장탄성율, 굴곡강도, 굴곡 탄성율에서는 안정적인 결과값을 확인할 수 있었다. 이는 전반적인 산업에 충분히 적용 가능할 뿐만 아니라 제품의 다양성 확보도 가능할 것으로 판단된다. CF/BF의 경우 인장강도 및 인장 탄성율 에서는 다소 낮게 형태를 보여 주고 있지만 굴곡강도 및 굴곡 탄성율에서 상당히 높은 특성으로 보여 주고 있어 함침성이 다소 우수함을 확인할 수 있었다. 이는 적용 가능한 산업군에 따라 다소 차이를 보일 수 있지만 응용제품으로 충분히 적용가능 할 것으로 판단된다. CF/AF는 모두 수치에서 안정적인 값을 보여 주고 있음을 확인할 수 있었으며, 충분히 다양한
산업에 적용 가능할 것으로 판단된다.
하이브리드 직물 복합재료의 경우, 원사가 가지는 기계적인 물성, 제직 밀도, 함침성 등에 따라 다양한 물성을 나타남을 확인할 수 있었다. 이러한 결과를 바탕으로 하이브리드 복합재료는 적용되는 산업분야에 따라 다양한 형태로 대응 가능할 뿐만 아니라 지속적인 연구개발 가능성이 상당히 높은 것으로 판단된다.
- 1. Molyneux, M.; Murray, P. P.; Murray, B. Prepreg, Tape and Fabric Technology for Advanced Composites. Composites 1983,14, 87-91.
-

- 2. Lukaszewicz, D. H. J. A.; Ward, C.; Potter, K. D. The Engineering Aspects of Automated Prepreg Layup: History, Present and Future. Composites Part B: Engineering 2012,43, 997-1009.
-
- 3. Chandra, R.; Singh, S. P.; Gupta, K. Damping Studies in Fiber-reinforced Composites – A Review. Compos. Struct. 1999,46, 41-51.
- 4. Soutis, C. Carbon Fiber Reinforced Plastics in Aircraft Construction. Mater. Sci. Eng. A 2005,412, 171-176.
-
- 5. Altin, K. M.; Gökkaya, H. A Review on Machinability of Carbon Fiber Reinforced Polymer (CFRP) and Glass Fiber Reinforced Polymer (GFRP) Composite Materials. Defence Technol. 2018,14, 318-326.
-
- 6. Cho, J.; Park, J. Hybrid Fiber-reinforced Composite with Carbon, Glass, Basalt, and Para-aramid Fibers for Light Use Applications. Mater. Res. Exp. 2021,8, 125304.
-
- 7. Priyanka, P.; Dixit, A.; Mali, H. S. High-Strength Hybrid Textile Composites with Carbon, Kevlar, and E-Glass Fibers for Impact-Resistant Structures. A Review. Mech. Compos. Mater. 2017,53, 685-704.
-
- 8. Swolfs, Y.; Crauwels, L.; Breda, E. V.; Gorbatikh, L.; Hine, P.; Ward, I.; Verpoest, I. Tensile Behaviour of Intralayer Hybrid Composites of Carbon Fibre and Self-reinforced Polypropylene. Compos. Part A: Appl. Sci. Manuf. 2014,59, 78-84.
-
- 9. Dai, S.; Cunningham, P. R.; Marshall, S.; Silva, C. Influence of Fibre Architecture on the Tensile, Compressive and Flexural Behaviour of 3D Woven Composites. Compos. Part A: Appl. Sci. Manuf. 2015,69, 195-207.
-
- 10. Jeong, N.; Cho, D. Effect of Prepreg Angle-Ply on the Dynamic, Mechanical, Tensile, Flexural, and Impact Properties of Non-Crimp Carbon Fiber Fabric/Epoxy Composites. Polym. Korea 2020,44, 61-69.
-
- 11. Dhakal, H. N.; Zhang, Z. Y.; Guthrie, R.; MacMullen, J.; Bennett, N. Development of Flax/carbon Fibre Hybrid Composites for Enhanced Properties. Carbohyd. Polym. 2013,96, 1-8.
-
- 12. Swolfs, Y.; Verpoest, I.; Gorbatikh, L. Recent Advances in Fibre-hybrid Composites: Materials Selection, Opportunities and Applications. Int. Mater. Rev. 2019,64, 181-215.
-
- 13. Cho, J.; Park, J. Effect of Commingled Yarn Type on the Manufacturing of Glass Fiber/polypropylene Composite Prepreg. Polymer 2021,45, 414-420.
-
- 14. Kim, D.-H.; Kim, H.-G.; Kim, H.-S. Design Optimization and Manufacture of Hybrid Glass/carbon Fiber Reinforced Composite Bumper Beam for Automobile Vehicle. Compos. Struct. 2015,131, 742-752.
-
- 15. Dong, C.; Ranaweera-Jayawardena, H. A.; Davies, I. J. Flexural Properties of Hybrid Composites Reinforced by S-2 Glass and T700S Carbon Fibres. Compos. Part B: Eng. 2012,43, 573-581.
-
- 16. Zhang, C. H.; Zhang, J. B.; Qu, M. C.; Zhang, J. N. Toughness Properties of Basalt/Carbon Fiber Hybrid Composites. Adv. Mater. Res. 2011,150-151, 732-735.
-
- 17. Lee, T. W.; Lee, S.; Park, S.-M.; Lee, D. Mechanical, Thermomechanical, and Local Anisotropy Analyses of Long Basalt Fiber Reinforced Polyamide 6 Composites. Compos. Struct. 2019,222, 110917.
-
- 18. Sun, G.; Tong, S.; Chen, D.; Gong, Z.; Li, Q. Mechanical Properties of Hybrid Composites Reinforced by Carbon and Basalt Fibers. Int. J. Mech. Sci. 2018,148, 636-651.
-
- 19. Marom, G.; Harel, H.; Neumann, S.; Friedrich, K.; Schulte, K.; Wagner, H. D. Fatigue Behaviour and Rate-dependent Properties of Aramid Fibre/carbon Fibre Hybrid Composites. Composites 1989,20, 537-544.
-
- 20. Park, R.; Jang, J. Impact Behavior of Aramid Fiber/glass Fiber Hybrid Composite: Evaluation of Four-layer Hybrid Composites. J. Mater. Sci. 2001,36, 2359-2367.
-
- 21. Zhelezina, G. F.; Bova, V. G.; Voinov, S. I.; Kan, A. C. Promising Hybrid Fabrics Based on Carbon and Aramid Fibers as a Reinforcing Filler for Polymer Composites. Inorganic Mater. Appl. Res. 2020,11, 1390-1396.
-
- 22. Baghaei, B.; Skrifvars, M.; Berglin, L. Characterization of Thermoplastic Natural Fibre Composites Made from Woven Hybrid Yarn Prepregs with Different Weave Pattern. Compos. Part A: Appl. Sci. Manuf. 2015,76, 154-161.
-
- 23. Wan, Y.; Chen, G.; Huang, Y.; Li, Q.; Zhou, F.; Xin, J.; Wang, Y. Characterization of Three-dimensional Braided Carbon/kevlar Hybrid Composites for Orthopedic Usage. Mater. Sci. Eng. A 2005,398, 227-232.
-
- 24. Damghani, M.; Ersoy, N.; Piorkowski, M.; Murphy, A. Experimental Evaluation of Residual Tensile Strength of Hybrid Composite Aerospace Materials After Low Velocity Impact. Compos. Part B: Eng. 2019,179, 107537.
-
- Polymer(Korea) 폴리머
- Frequency : Bimonthly(odd)
ISSN 0379-153X(Print)
ISSN 2234-8077(Online)
Abbr. Polym. Korea - 2025 Impact Factor : 1.0
- Indexed in SCIE
 This Article
This Article
-
2023; 47(4): 479-486
Published online Jul 25, 2023
- 10.7317/pk.2023.47.4.479
- Received on Mar 2, 2023
- Revised on Apr 20, 2023
- Accepted on Jun 20, 2023
Services
Shared
Correspondence to
- Jaehyeung Park
-
Department of Biofibers and Biomaterials Science, Kyungpook National University, Daegu 41566, Korea
- E-mail: parkj@knu.ac.kr
- ORCID:
0000-0002-8255-5493
Hyecheon Building(Room 601), #354, Gangnam-Daero, Gangnam-Gu, Seoul 06242, Korea
TEL : 82-2-568-3860, 561-5203, 569-3860 FAX : 82-2553-6938 E-mail: polymer@polymer.or.kr