






- Effect of Hollow Microspheres as Reinforcing Fillers on Natural Rubber Composites
Meng Zhao, Linfeng Han, Lin Zhang, Yang Li**, Yuan Jing*,†
 , Ruifang Lv**, Huazhang Ma***, and Guangyi Lin†
, Ruifang Lv**, Huazhang Ma***, and Guangyi Lin† College of Electromechanical Engineering, Qingdao University of Science and Technology, Qingdao, 266033, P.R. China
*College of Civil Engineering, Qingdao University of Technology, Qingdao, 266033, P.R. China
**Beijing Huaqi Eco Technology Co., Ltd, Beijing, 100000, P.R. China
***Qingdao University of Science and Technology Guangrao Rubber Industry Research Institute, Dongying, 257029, P.R. China- 중공 미세구가 강화 충전제로서 천연 고무 복합재에 미치는 효과
Reproduction, stored in a retrieval system, or transmitted in any form of any part of this publication is permitted only by written permission from the Polymer Society of Korea.
This study aims to investigate the effect of a new hollow microsphere (RiM01) as a reinforcing filler for natural rubber (NR) instead of carbon black (CB) on rubber composites. The differences in vulcanization characteristics and mechanical properties of the natural rubber composites are being investigated by carbon black and hollow microsphere ratios. The results show that the addition of hollow microspheres decreases the tensile strength, abrasion resistance, and hardness of the rubber composites. However, when the hollow microspheres completely replace carbon black, the compression set is reduced from the initial 33% to 15%. In addition, the tensile and tear strengths of the rubber composites with 50 phr hollow microspheres are only reduced by 7.04% and 1.68% compared with those before aging; with 40 phr hollow microspheres, the 300% constant tensile stresses after aging are enhanced by 45% compared with those before aging. The aging resistance is improved.
This study aims to investigate the effect of a new hollow microsphere (RiM01) as a reinforcing filler for natural rubber (NR) instead of carbon black (CB) on rubber composites. The differences in vulcanization characteristics and mechanical properties of the natural rubber composites are being investigated by carbon black and hollow microsphere ratios. The results show that the addition of hollow microspheres decreases the tensile strength, tear strength, abrasion resistance, and hardness of the rubber composites. However, when the hollow microspheres completely replace carbon black, the compression set is reduced from the initial 33% to 15%. In addition, the tensile and tear strengths of the rubber composites with 50phr hollow microspheres are only reduced by 7.04% and 1.68% compared with those before aging; with 40phr hollow microspheres, the 300% constant tensile stresses after aging are enhanced by 45% compared with those before aging. The aging resistance is improved.
Keywords: hollow microspheres, natural rubber, mechanical properties, compression set, aging resistance.
This work was supported by the Key Research and Development Plan of Shandong Province (Major Scientific and Technological Innovation Project, 2020CXGC010312).
The authors declare that there is no conflict of interest.
With the continuous updating of science and technology, material science has become an important research object in the field of modern engineering. In practical applications, rubber material, as a common material, is widely used in various fields, making important contributions to the development and progress of modern society. Rubber has excellent properties such as high elasticity, excellent abrasion resistance, weather resistance, and chemical stability, which make it widely used in the automotive industry, electronic equipment, construction materials, medical devices, and other fields.1-4 There is a close relationship between rubber filler and rubber, and the filler plays an important role in rubber, which has a significant impact on the performance and properties of rubber. Different fillers have different effects on the properties of rubber such as strength, hardness, abrasion resistance, oxidation resistance, and heat resistance.5,6 Common fillers include carbon black, silica, and fibers. Among them, carbon black is the most commonly used rubber filler, which increases the abrasion and crack resistance of rubber by increasing its hardness and strength.7,8 And silica, as a hydrophilic filler, can improve the temperature and ozone resistance of rubber.9,10 The selection of suitable fillers is essential for the optimization of rubber properties. The type of filler also has an important effect on the properties of rubber, and based on the morphology and nature of the filler, it can be classified into three main categories: granular fillers, fibrous fillers, and flaky fillers.11 Granular fillers such as carbon black and silica increase the volume of rubber through the filling effect and improve the hardness and strength of rubber. Whereas fibrous fillers such as aramid fibers and carbon fibers increase the toughness and tensile resistance of rubber. Sheet fillers such as graphene and montmorillonite hinder the activity of the rubber molecular chains through a barrier effect, thus improving the rubber properties. Different types of fillers can form different interactions with the rubber matrix, thus affecting the rubber properties.12 A study prepares rubber composites with different fillers by mixing spherical silica (SiO2), rod-shaped halloysite nanotubes (HNTs), and layered montmorillonite (MMT) with styrene-butadiene rubber (SBR), respectively, and the results show that the interfacial strength and mechanical properties of SBR/SiO2 composites are stronger than those of the HNTs or MMT-filled SBR composites.
With increasing environmental awareness and sustainable development requirements, carbon black is gradually being questioned as a common filler for rubber. The production of carbon black requires large amounts of energy consumption and high-priced raw materials and also generates large amounts of carbon dioxide emissions. In addition, the use of carbon black is associated with health hazards for operating workers and potential environmental pollution.13 Therefore, finding an alternative with similar or better properties becomes an urgent need in the rubber industry. Among different natural fillers, natural fibers, crystalline cellulose, bone meal, biochar, and calcium biocarbonate are successfully used in rubber compounding, both in raw and modified forms.14
Hollow microspheres (RiM01) provided by Beijing Huaqi Eco Technology Co., Ltd. are a special kind of functional granular material, which is made from various silicates through a special processing technique. Silicates are one of the most abundant compounds in the earth's crust, easily available, and very abundant.15 This hollow microsphere is a hollow structure material made of sintering silicate powder, and the hollow structure gives it the characteristics of light weight, low thermal conductivity, good sound insulation, and good thermal stability. The hollow microsphere preparation process used in this paper, through the use of common industrial by-products such as fly ash, marble powder, or gangue and waste glass powder mixing, and after sintering prepared, with the method of energy-saving, green, low production costs. From the structural point of view the traditional hollow microsphere hollow structure for the internal dense together with the tiny holes, while the hollow microsphere prepared in this paper for the middle of a single large hole structure, which also reduces the use of raw materials to improve its economic value.16 In rubber materials, the incorporation of fillers with a hollow microsphere structure can simultaneously achieve the purpose of reducing density and increasing the modulus of elasticity, thus optimizing the mechanical properties of rubber materials to a certain extent. Ma, et al. developed a rubber-based lightweight composite by incorporating hollow glass microspheres (HGMs) into rubber and using polydopamine (PDA) and Ag nanoparticles for copper plating on the surface of HGMs in order to improve the compatibility of HGMs with the rubber matrix.17 In addition, the hollow microspheres can be used to enhance the thermal aging resistance of the materials and provide the rubber materials with more excellent durability properties.18,19 It is shown that the hollow structure of hollow microspheres can also confer good acoustic and thermal insulation properties on rubber materials. Hollow microspheres can increase the length of the heat conduction path of the rubber material and reduce the heat conduction coefficient, which effectively reduces the heat transfer performance of the rubber material. At the same time, hollow microspheres can also form composite materials with different acoustic impedance, thus achieving sound absorption and reflection control, and making rubber materials have more excellent sound insulation performance. Therefore, the application of hollow microspheres in rubber materials has important practical application value.
In this experiment, a new type of hollow microspheres (RiM01, hereinafter referred to as M01) are used as a reinforcing filler to replace the traditional carbon black (CB) to study their effect on natural rubber composites. NR/CB/M01 composites are prepared by filling M01 and CB with a certain ratio in the rubber matrix.The study focuses on the differences in vulcanization characteristics, mechanical properties, aging resistance, and compression set of different rubber composites. The hollow microspheres are characterized using Fourier infrared spectroscopy (FTIR), X-ray fluorescence spectrometry (XRF), and X-ray powder diffraction (XRD), and the cross-sections of the M01 and different rubber composites are observed by scanning electron microscopy (SEM). This study demonstrates that the hollow microspheres can be uniformly distributed in the rubber matrix without large-scale agglomeration. The added M01 reduces the mechanical properties of the rubber composites such as tensile strength, tear strength, abrasion resistance, and hardness. However, the rubber composites have better compression recovery and better aging resistance after the addition of M01.
Materials. Hollow microspheres (RiM01) are provided by Beijing Huaqi Eco Technology Co., Ltd; natural rubber (NR) is produced by Qingdao Jinruina Rubber Science and Technology Co., Ltd, product model RN-10. Carbon black N330, Cabot Corporation, USA. Rubber oil, stearic acid, zinc oxide, sulphur, antioxidant 4020, and accelerator CZ are commercially available products and are used as specified.
Preparation of NR/CB/M01 Composites. Basic formulation of the composite material (phr): NR 100, total amount of filler 50 (the amount of M01 and CB N330 is variable), stearic acid 2, antioxidant 4020 2.5, zinc oxide 4, rubber oil 5, accelerator CZ 1.3, sulfur 1.5.
Processing method: add the weighed NR, zinc oxide, stearic acid, antioxidant 4020, and rubber oil into the internal mixer (RM-200C, Harbin Harper Electric Technology Co., Ltd.), set the temperature at 90 ℃, the rotor speed of 80 r/min. All materials are mixed in the internal mixer for 5 min, and the temperature of the rubber is 110 ℃ in general, take out the product and store it at room temperature for 8h; then add it into the double-roll mill (Double Roller Mill), which is the first one in the world. Double-roll mill (XK-160-A, China Fujian Yongchun Light Industry Machinery Factory), add S, CZ, press out 10-15 times. At this time, the roller pitch is gradually reduced to make the mixture uniform. Then the rubber is kept at room temperature for 8 h. The rheological properties of the rubber are tested by a rotorless vulcanizing machine. Finally, the rubber is vulcanized in a flat plate vulcanizing machine (XLB, 25t, Jiangdu Pearl Experimental Machinery Factory, China) with a set temperature of 150 ℃, a pressure of 10 MPa, and a vulcanization time of 1.3 × TC90.
Analyses and Tests. Scanning electron microscope (SEM) (ZEISS GeminiSEM 500) is used to study the morphology of the samples and the cross-section of the composites; Fourier infrared (FTIR) spectra are recorded by a TENSOR II infrared spectrophotometer; X-ray fluorescence spectroscopy (XRF) (ZSX Primus IV) is used to determine the chemical composition of the raw materials; the crystal structure of the samples is studied with an X-ray powder diffraction (XRD) machine (XRD, D8-Advance, Bruker-AXS); a rotorless vulcanising machine (M2000FAN, High-Speed Rail Technology Co., Ltd., China) is used to vulcanise the samples in accordance with GB/T 16584-1996 at a test temperature of 150 ℃ and a rotation angle of 0.5, investigating the rheological properties of compound rubber; DIN wear test by ISO 4649:2010 in wear tester (GT 7012-D, Gotech Testing Machines Inc., Taiwan); Gotech-AI-7000-MGD tester according to ISO 37-2005 standard is used to carry out the mechanical properties according to ISO 37-2005; the rubber thermo-oxidative aging test is based on ISO 188, and the mechanical properties are tested after aging at 100 ℃ for 48 h in a blast circulation drying oven (101-2B, Zhejiang Lichen Instrument Science and Technology Co., Ltd.); the compression set test is carried out according to ISO 815, and the specimen is compressed and placed in a blast circulation drying oven (101-2B, Zhejiang Lichen Instrument Science and Technology Co. Ltd.) at 55 ℃ for 24 h, and then removed for a period of time for measurement.
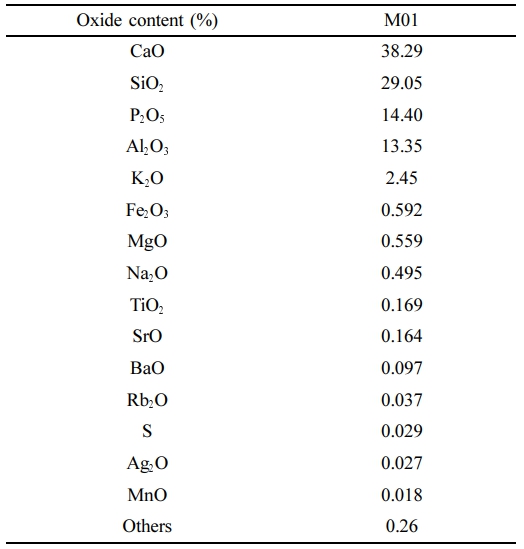
Characteristics of Hollow Microspheres M01. According to the results of the X-ray fluorescence spectroscopy analysis of M01 in Table 1, from the measured values of each oxide content, it was found that the composition of M01 was relatively complex, which consisted of a variety of silicates, of which CaO and SiO2 were the main components, accounting for 38.29 wt% and 29.05 wt% of the weight of hollow microspheres, respectively. This indicated that the hollow microspheres were enriched with large amounts of calcium carbonate and silicate. In rubber products, silica and calcium carbonate were widely used as fillers to improve the hardness, abrasion resistance, anti-aging, and anti-oxidation properties of rubber due to their excellent properties. Therefore, based on the compositional analysis of the large amount of calcium carbonate and silicate in M01, there was a theoretical potential for the use of these M01 hollow microspheres as fillers for rubber.
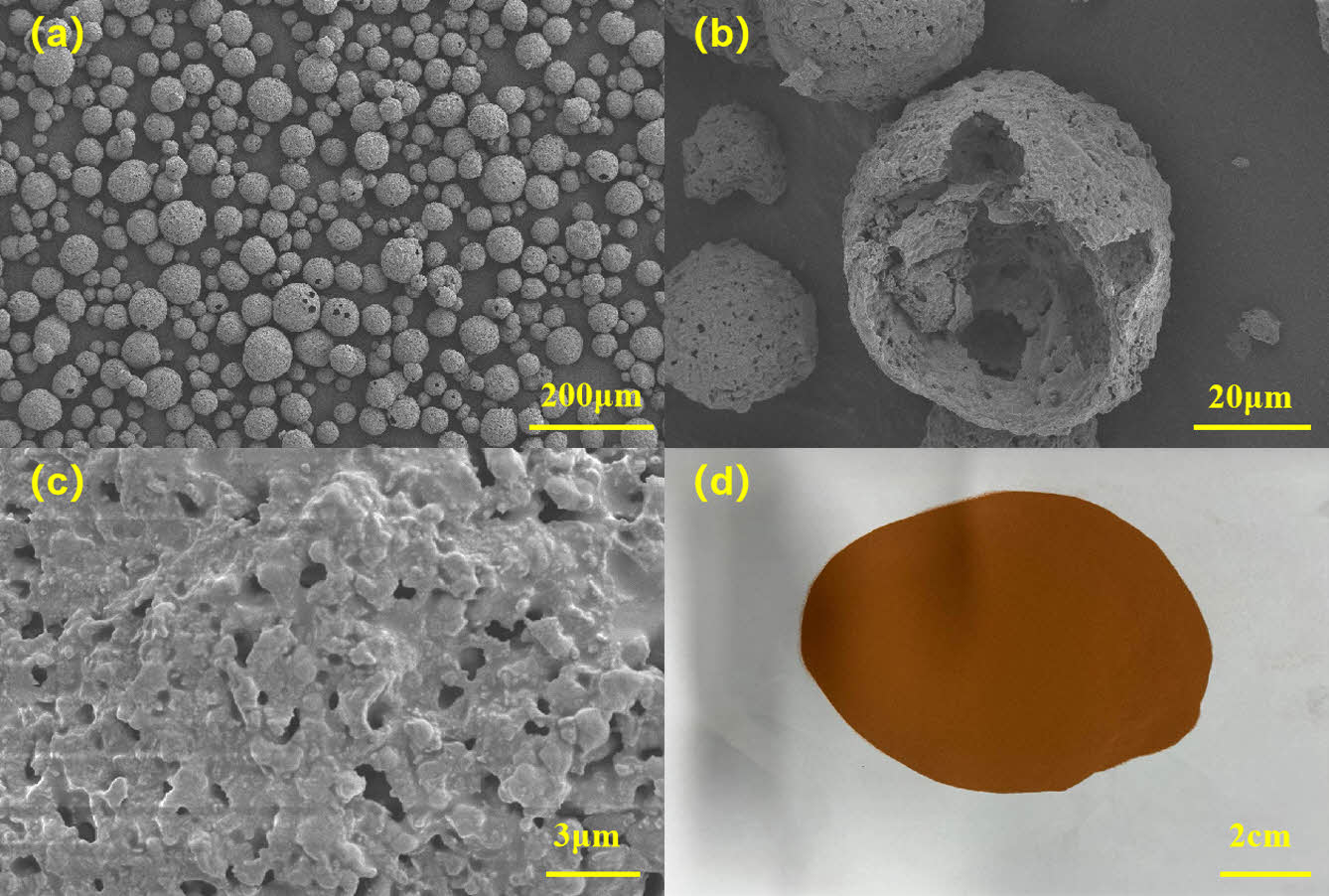
Based on the SEM photos and physical photos of M01 in Figure 1, it was observed that Figure 1(a) showed that the particle size distribution of M01 was not uniform, and the particle size ranged from 10 μm to 90 μm. This non-uniform particle size distribution might have had an effect on the properties of the natural rubber composites after filling with M01. Through the observation of Figure 1(b), it was clearly seen that the hollow structure of hollow microspheres M01 was evident. This hollow structure effectively reduced the density of M01 and improved its adsorption capacity and thermal insulation properties. This was a valuable function that brought more possibilities for the application of filling materials. Meanwhile, through the observation of Figure 1(c), it was found that the surface of M01 was very rough and densely distributed with holes. These rough surfaces and holes theoretically increased the bonding area between M01 and rubber materials and improved the bonding and adhesion between M01 and rubber materials. Finally, from the photograph in Figure 1(d), it was clearly seen that M01 was a red granular substance which was also related to the composition of M01, and the silicate and other components affected the physical properties and color of the hollow microspheres to a certain extent.
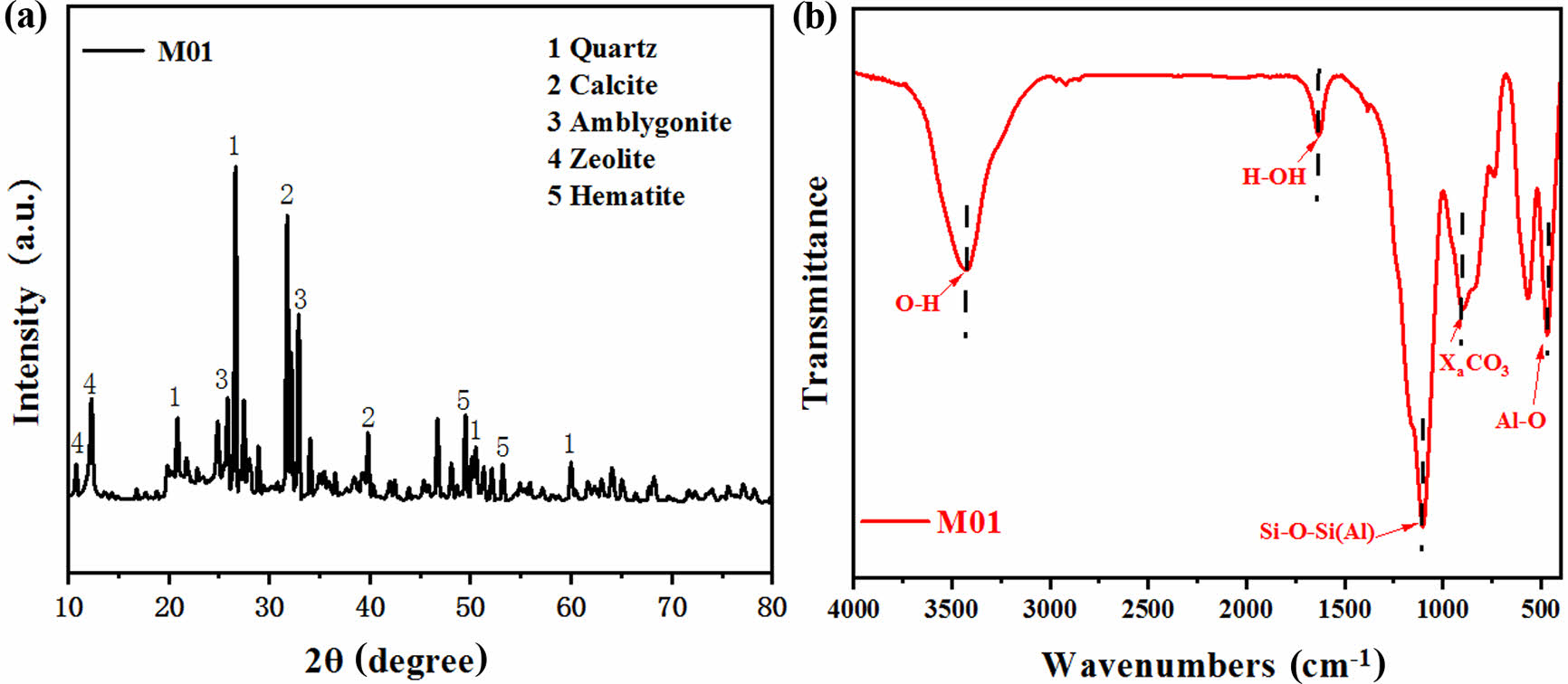
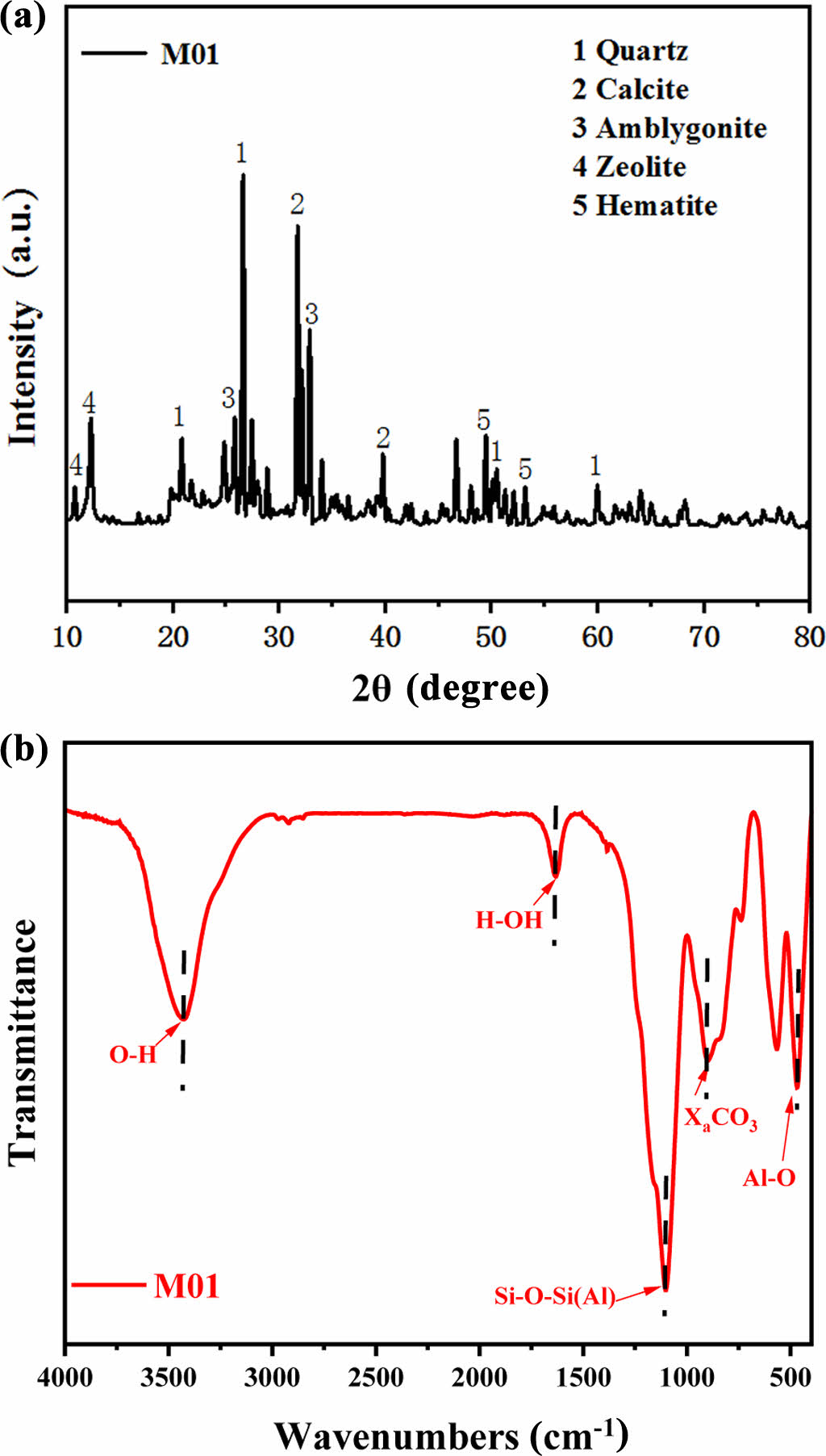
X-ray diffraction was a material characterization technique that could be used to determine the composition and structure of a substance by quantitatively analyzing the scattering signals from the atomic lattice in the substance. In this experiment, the samples of hollow microspheres used in the experiment were analyzed for their compositions using an X-ray diffractometer, and the results are shown in Figure 2(a). The results showed that the main raw materials used in the production of the hollow microspheres were quartz, calcite, alumina, zeolite, and hematite, which was also consistent with the XRF results. These raw materials were treated by a special process to form hollow microspheres. In the analyzed results, the content of quartz and calcite occupied the main proportion, which meant that they occupied an important position in the composition of the hollow microspheres.
In the FTIR spectra of hollow microspheres in Figure 2(b), several characteristic peaks appeared, and each peak represented a chemical bond, functional group, or molecular structure. At the peak at 3450 cm-1, a broad vibration band appeared, which was due to the stretching and asymmetric stretching vibration of O-H bonds caused by water molecules and hydroxyl groups, and at the absorption band at 1640 cm-1, which indicated that the H-OH bending vibration of water molecules existed in the hollow microspheres.20 These water molecules existed not only in the adsorption layer on the surface of the microspheres but also in the hollow structure of the microspheres. In addition, the peak near 870 cm-1 may have been related to carbonate, which was caused by the carbonation of phosphor alumina.21 This was in agreement with the results of compositional analyses in the text. The peaks near 1000 cm-1 and 420 cm-1 could be attributed to the asymmetric vibrational bands of Si-O-Si/Si-O-Al compounds and the stretching vibrations of Al-O.22 This was further evidence of the presence of quartz, calcite, and phosphorite in the hollow microspheres and also hinted at the possibility of a complex structure and chemical bonding composition in the microspheres. These findings provided an important analytical basis for an in-depth understanding of the structure and composition of hollow microspheres.
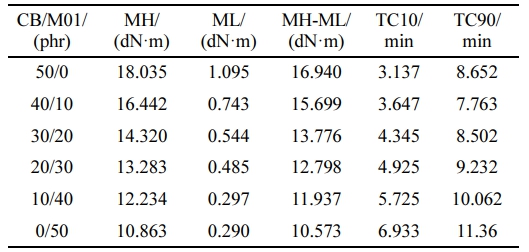
Rheological Properties of NR/CB/M01 Composites. According to the experimental results in Table 2, the researchers fixed the total amount of CB and M01 at 50 parts and investigated the effect on the vulcanization characteristics of natural rubber (NR) at 150 ℃ by varying their ratio. This included maximum torque (MH), minimum torque (ML), vulcanization time (TC90), and scorch time (TC10). Based on the analysis of the results, the torque difference (MH-ML) showed a decreasing trend with the increase in the number of copies of M01 replacing CB. This suggested that M01 was not as effective as CB in reinforcing the rubber as compared to CB, which was usually used as an excellent reinforcing agent in rubber to effectively improve the hardness and strength of rubber. While M01 may not have provided the same degree of reinforcing effect. This was attributed to the fact that the particle size of CB was much smaller than the minimum particle size of M01; the smaller the particle size of the filler, the larger the specific surface area, and the more active sites existed on the surface, which could play a better role in the chemical reaction and physical adsorption with the rubber. Another reason was that the main component of CB was C, while M01 could also be observed through XRF analysis; the composition was more complex, mainly composed of SiO2 and CaO. Rubber belongs to the organic matter, mainly composed of C atoms and H atoms; according to the principle of similarity and compatibility, CB could be better combined. In addition, a decrease in ML (minimum torque) indicated better fluidity of the rubber. This may have meant that M01 could be used to some extent to make the rubber easier to flow and mold. The vulcanization time (TC90) showed a trend of decreasing and then increasing, where M01 at 10 parts had the best processing efficiency. This indicated that the addition of M01 in a certain proportion could improve the processing efficiency of the rubber to achieve the desired degree of vulcanization within a certain time. However, when the proportion of M01 exceeded a certain range, TC90 began to rise, which may have led to a decrease in processing efficiency. Scorch time (TC10) showed an increasing trend, which indicated that the processing safety gradually increased as the amount of M01 increased. Higher TC10 values meant that the processing of rubber became more stable and safe.
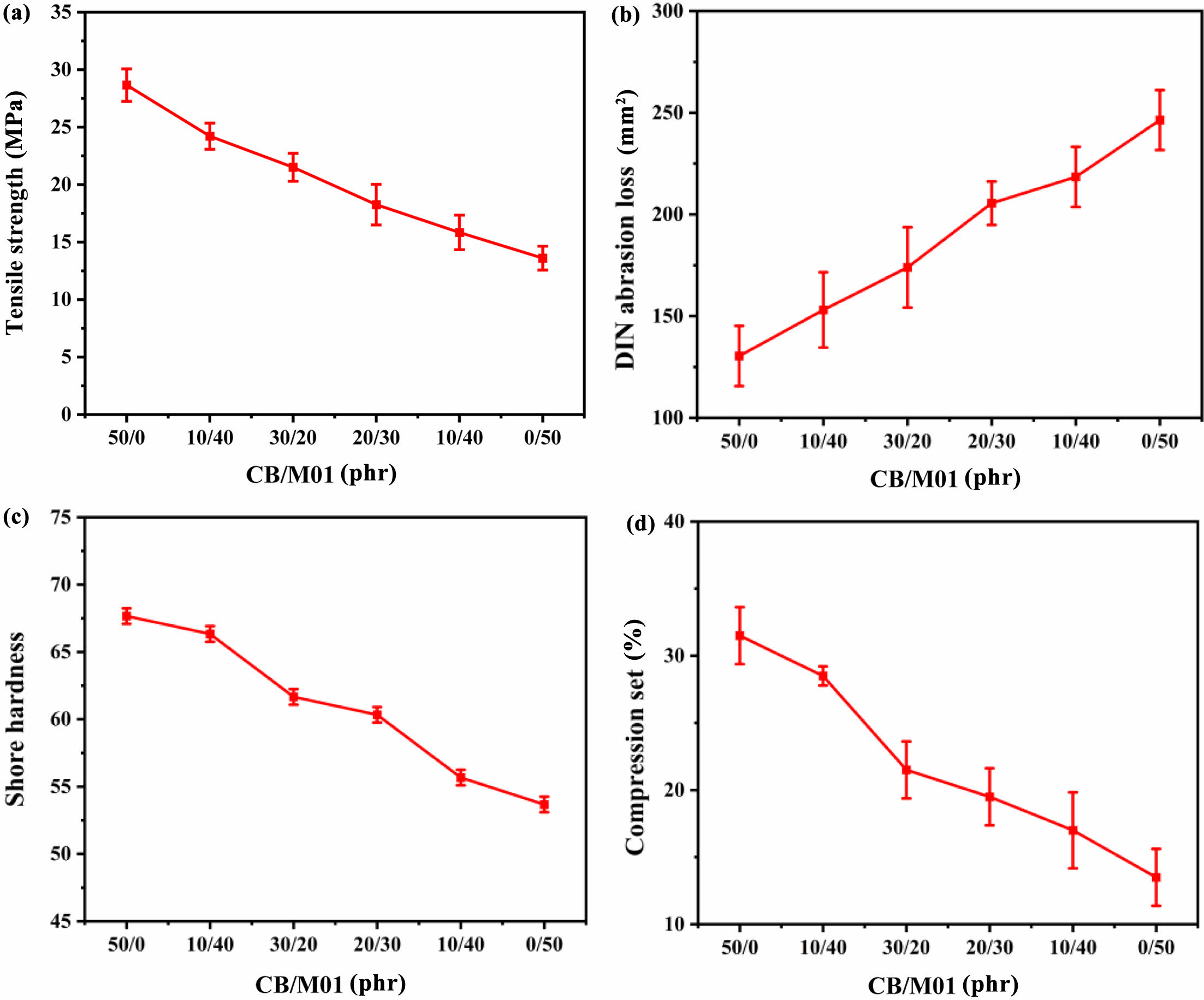
Mechanical Properties of NR/CB/M01 Composites. It could be observed from Figure 3(a) that the tensile strength of the rubber composites showed a gradual decrease as the percentage of M01 replaced by carbon black (CB) gradually increased. This was due to the fact that carbon black had a smaller particle size, larger specific surface area, and higher surface activity compared to M01. These properties allowed the carbon black to form a closer bond with the rubber composite, providing a stronger reinforcement effect to the composite, which in turn exhibited a higher tensile strength.
From Figure 3(b), it could be observed that the abrasion resistance of the rubber composites showed a decreasing trend with the increase of M01 replacing carbon black (CB). From the previous analysis of the rheological properties of the composites, the addition of hollow microspheres decreased the MH-ML of the composites, which indicated that the interfacial bond between M01 and the rubber matrix was not very strong. Under friction, this weaker interfacial bond resulted in the easier detachment of M01 from the rubber surface, making the composites unable to effectively resist the forces generated by friction, which led to the reduction of wear resistant.
Figure 3(c) shows that the hardness of the rubber composite decreased as more CB was replaced by M01. The trend was consistent with the change in tensile strength and abrasion resistance with an increasing percentage of substitution, which was also related to the particle size of the two fillers and the interfacial bonding with the rubber, indicating a decrease in material strength.
From Figure 3(d), it could be seen that M01 could reduce the compression set of rubber. This was because the structure of hollow microspheres and the larger particle size could slow down or hinder the slip and deformation of rubber molecular chains, which improved the compression deformation resistance of the material. This indicated that the hollow spherical powder could improve the compression performance and service life of the composite material, reduce the plastic deformation during compression, and enable it to better maintain its initial shape and properties.
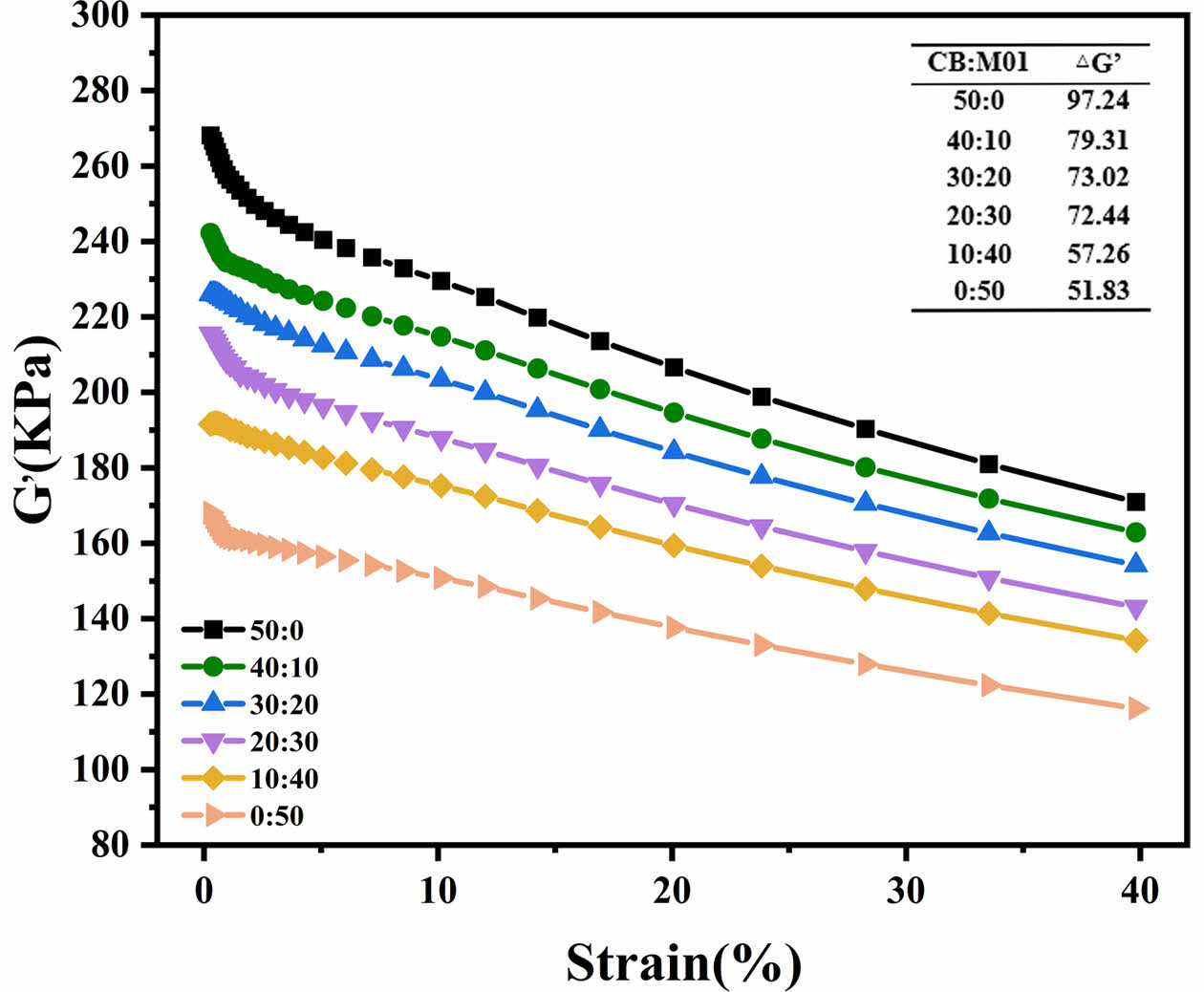
Dynamic Mechanical Properties of NR/CB/M01 Composites. The energy storage modulus-stress curves of the rubber composites were obtained from the tests performed by RPA (Dynamic Mechanical Analyser), which showed a specific behavior in the range of strains from 0-40%. During this period, the storage modulus (G') showed a gradual decrease which mainly originated from the destruction of the filling network structure. This phenomenon was often referred to as the Payne effect and was a typical behavior of rubber composites during strain loading. In the curves, the difference was called modulus difference (ΔG'), which was obtained by performing a difference operation on the maximum and minimum values of G' for each curve. ΔG' was an important indicator of the magnitude of the Payne effect, the degree of filler dispersion, and the network structure. Generally speaking, the smaller value of ΔG' represented the better dispersion degree of the material.23 It could be observed through Figure 4 that ΔG' decreased continuously as the proportion of M01 in the filler increased. This phenomenon could be attributed to the properties of M01 particles. Compared to carbon black, M01 particles had a larger particle size and therefore a lower specific surface area. In addition, compared to carbon black, M01 particles had fewer active sites on them and weaker interaction forces with the rubber. As a result, M01 particles were more likely to achieve good dispersion in the rubber matrix, leading to a reduction in ΔG'.24
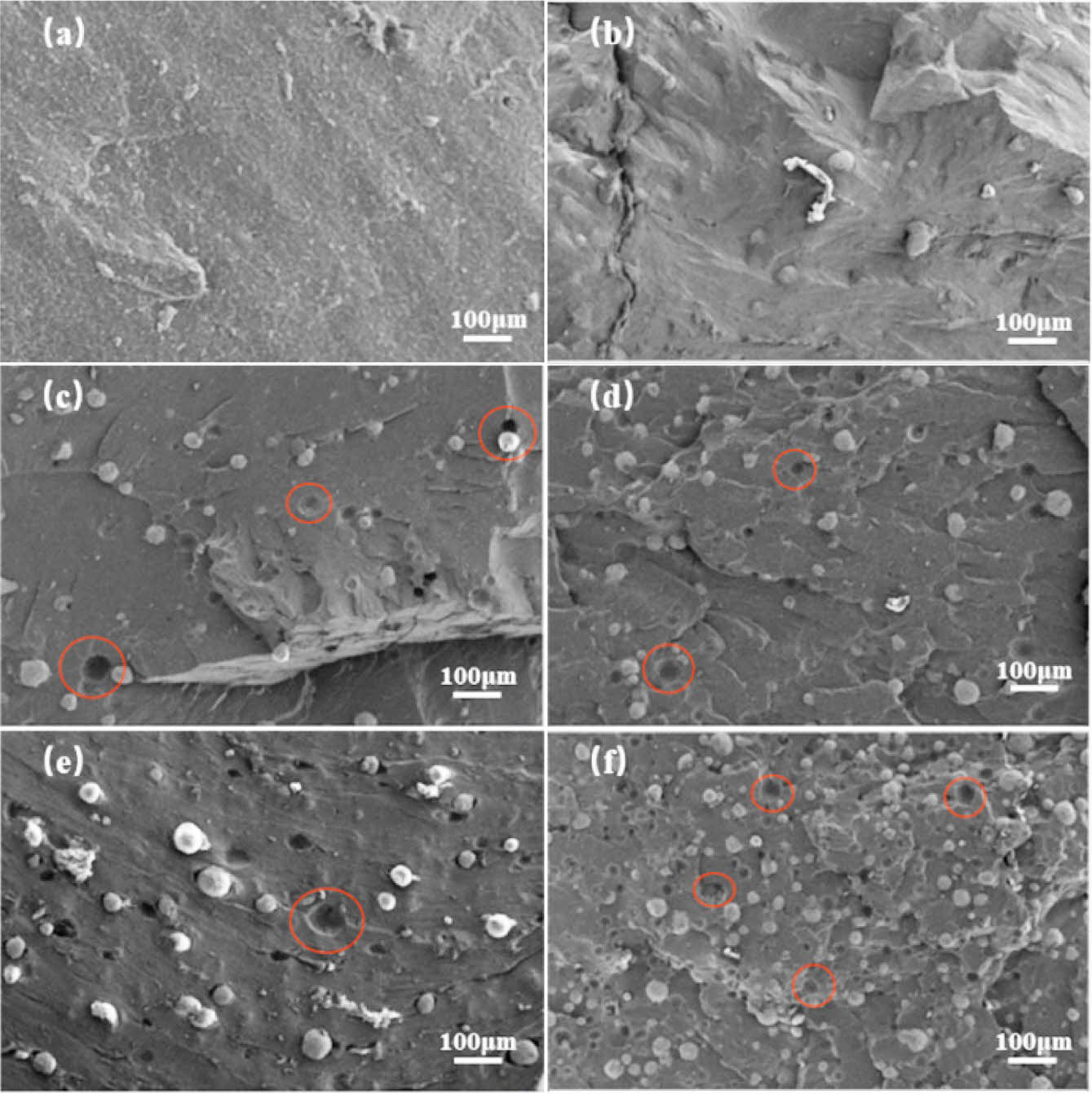
SEM of NR/CB/M01 Composites. The SEM of the NR/CB/M01 composite was shown in Figure 5. According to the observation in Figure 5(a), we could see that CB was uniformly dispersed in the rubber and the section was relatively flat. This indicated that carbon black had good dispersion in the rubber and formed a tight bond with the rubber. However, from the observations in Figure 5(b)-(f), we could find that as the number of M01 portions increased, hollow spherical particles began to appear on the section, and the number of hollow spherical particles on the section tended to increase with the increase of the content of the hollow spherical powder. It had also been observed that the hollow microspheres did not break in the rubber, due to the fact that rubber is an elastomer with good flowability and soft texture before vulcanization, whereas the hollow microspheres were formed by high-temperature sintering of silicates and therefore had a harder texture. During the mixing process between the rubber and the hollow microspheres, the hollow microspheres rolled in the rubber in the direction of the force. In addition, the roller pitch of the double-roller mill used in the mixing process was set at 3 mm, which was much larger than the diameter of the hollow microspheres, providing sufficient space for them to roll freely in the rubber, and the protection of the structure of the hollow microspheres by this method was confirmed by Figure 5. At the same time, we found that the M01 hollow spherical powder was uniformly dispersed in the rubber without large-scale agglomeration, which was conducive to better encapsulation of the hollow spherical powder in the rubber. However, we could also observe the holes left behind by M01 shedding in the section (e.g., at the red circle in Figure 5), and these holes increased with the increase of M01. This indicated that the interfacial bond between M01 and rubber still needed to be improved. Therefore, it was necessary to further optimize the interfacial interaction between M01 and rubber and improve the interfacial bonding force, to further improve the mechanical properties of rubber composites. This needed to be paid attention to in subsequent research and design.
Aging Resistance of NR/CB/M01 Composites. The rate of change in aging properties was the percentage of the difference between the properties of a rubber specimen after aging and before aging compared to the value of the properties before aging. After 48 hours of thermal oxidation air aging at 100 ℃, we observed the following results in the Table 3. According to the data in Table 3, the rate of change of tensile and tear strength of the rubber composites reached the minimum values when the number of parts of M01 was 50, which had decreased only by 7.04% and 1.68%. This meant that in this formulation, M01 had a better retention effect on the tensile and tear properties of the rubber composites. This may have been due to the fact that the presence of M01 had increased the flexibility of the rubber composites and reduced the loss of strength upon aging. In addition, the rate of change in the elongation at break of the rubber composites had been the lowest at 20 parts of M01, which had been reduced by 14.02% compared to that before aging. This indicated that M01 had a better retention effect on the elongation at break of the rubber composites. The introduction of M01 may have enhanced the deformability of the materials, enabling them to maintain a certain amount of elongation properties after aging. In addition, by observing the 300% constant tensile stress, we found that the 300% constant tensile stress of the aged rubber composites had shown an elevated phenomenon compared to that before aging. In particular, the highest rate of change in 300% constant tensile stress had been observed when the number of M01 had been 40, which had been 45% higher than that before aging. The addition of M01 was able to improve the strength and elastic recovery properties of the composites so that the composites were able to maintain a certain amount of stress-strain capacity after aging. In addition, it should be noted that no significant hardness changes had been observed before and after aging. This suggested that M01 under hot air aging conditions had a small effect on the hardness of the rubber composites.
|
Figure 1 (a)-(c) SEM of M01; (d) Physical image of the M01. |
|
Figure 2 (a) X-ray powder diffraction at M01; (b) FTIR spectra of M01. |
|
Figure 3 Mechanical properties of NR/CB/M01 composites: (a) tensile strength; (b) DIN abrasion loss; (c) shore hardness; (d) compression set. |
|
Figure 4 RPA curve of NR/CB/M01 composites. |
|
Figure 5 SEM of composites with different filler ratios: (a) CB/M01 = 50/0; (b) CB/M01 = 40/10; (c) CB/M01 = 30/20; (a) CB/M01 = 50/0; (d) CB/M01 = 20/30; (e) CB/M01 = 10/40; (f) CB/M01 = 0/50. |
|
Table 3 Rate of Change in Mechanical Properties of NR/CB/M01 Composites After Aging |

Based on the results of the above studies, we can conclude that hollow microspheres M01 are mainly composed of silicate-like substances with a hollow particle structure with diameters between 10 μm and 90 μm formed by special processing. When the proportion of hollow microspheres M01 replaces CB, the rubber composites show better fluidity and processing safety. Due to the larger particle size of the hollow microspheres M01 compared to CB, the interfacial interaction with rubber is weaker, resulting in reduced mechanical properties of rubber composites such as tensile strength, abrasion resistance, and hardness to varying degrees. Cross-section SEM observations show that M01 can be uniformly distributed in rubber without agglomeration, but there is a phenomenon of M01 detachment. Although M01 has a negative impact on the mechanical properties of rubber composites, the addition of M01 improves the compression recovery ability. When M01 completely replaces CB, the compression set is reduced from the initial 33% to 15%. In addition, the addition of hollow microspheres improves the aging resistance of the rubber composites. When the number of hollow microspheres is 50 phr, the tensile and tear strengths of the rubber composites decrease by only 7.04% and 1.68% after aging compared with those before aging, which is almost unchanged. The 300% constant tensile stress after aging is improved compared with that before aging, and the most obvious improvement is 45% when the number of hollow microspheres is 40 phr.
- 1. Utrera-Barrios, S.; Verdejo, R.; López-Manchado, M. Á.; Santana, M. H. Self-Healing Elastomers: A Sustainable Solution for Automotive Applications. Eur. Polym. J. 2023, 190, 112023.
-

- 2. Zeng, Y.; Tang, L. Improved Dielectric and Mechanical Properties in Ti3C2Tx MXene-MoS2/Methyl Vinyl Silicone Rubber Composites as Flexible Dielectric Materials. J. Alloys Compd. 2023, 948, 169733.
-
- 3. Yavas, M. S.; Gao, Z.; Mekaoui, N.; Saito, T. A Machine Learning-based Hybrid Seismic Analysis of a Lead Rubber Bearing Isolated Building Specimen. Soil Dyn. Earthq. Eng. 2023, 174, 108217.
-
- 4. Chu, W.; Ma, Y.; Zhang, Y.; Cao, X.; Shi, Z.; Liu, Y.; Ding, X. Significantly Improved Antifouling Capability of Silicone Rubber Surfaces by Covalently Bonded Acrylated Agarose Towards Biomedical Applications. Colloids Surf. B, Biointerfaces, 2023, 222, 112979.
-
- 5. Huang, L. Z.; Song, K.; Yang, C. W.; Han, J. J.; Yang, T. T.; Xu, J. Z.; Sun, G. A.; Li, Z. M; Liu, D. Elongation Induced Demonstration of the Fraction Dependent Filler Network Structures in Silicone Rubber: An in situ SAXS Study. Polymer, 2023, 274, 125926.
-
- 6. Le, H. H.; Hoang, T. X.; Haider, S. B.; Subhradeep, M.; Reuter, U.; Dhakal, K.; Adhikari, R.; Reincke, K.; Saleah, S.; Wiessner, S. A New Testing Strategy Based on the Wetting Concept for Characterizing Rubber-filler Interaction in Rubber Compounds and Its Application to the Study of the Influence of Epoxy Groups and Non-rubber Components on Rubber-filler Interaction in Natural Rubber Compounds. eXPRESS Polym. Lett. 2023, 17, 527.
-
- 7. Chen, X.; Wang, M.; Kong, Y.; Li, Z.; Wang, R.; Huang, Y.; Li, G. Effect of Non-rubber Components on the Wear Behavior of Vulcanized Natural Rubber Nanocomposites. Mater. Today. Commun. 2023, 34, 105372.
-
- 8. Ji, X.; Zhang, X.; Yue, J.; Lu, Y.; Zhang, L. Comparative Study on the Effect of Carbon Nanotubes and Carbon Black on Fatigue Properties of Natural Rubber Composites. Int. J. Fatigue, 2022, 163, 107094.
-
- 9. Liu, F.; Zhu, J.; Liu, J.; Ma, B.; Zhou, W.; Li, R. Preparation and Properties of Capric-stearic Acid/White Carbon Black Composite for Thermal Storage in Building Envelope. Energy Build. 2018, 158, 1781-1789.
-
- 10. Arayapranee, W; Rempel, G. L. A Comparative Study of the Cure Characteristics, Processability, Mechanical Properties, Ageing, and Morphology of Rice Husk Ash, Silica and Carbon Black Filled 75: 25 NR/EPDM Blends. J. Appl. Polym. Sci. 2008, 109, 932-941.
-
- 11. Cherkasov, D. V.; Yurkin, Y. V.; Avdonin, V. V. Study of Physical and Mechanical Properties of Non-polar Rubber-based Sealants Depending on Filler Type and Volume. Solid State Phenom. 2017, 265, 422-427.
-
- 12. Zhong, B.; Jia, Z.; Luo, Y.; Jia, D.; Liu, F. Understanding the Effect of Filler Shape Induced Immobilized Rubber on the Interfacial and Mechanical Strength of Rubber Composites. Polym. Test. 2017, 58, 31-39.
-
- 13. Peterson, S. C; Chandrasekaran, S. R; Sharma, B. K. Birchwood Biochar as Partial Carbon Black Replacement in Styrene–butadiene Rubber Composites. J. Appl. Polym. Sci. 2016, 48, 305-316.
-
- 14. Bhagavatheswaran, E. S.; Das, A.; Rastin, H.; Saeidi, H.; Jafari, S. H.; Vahabi, H.; Najafi, F.; Khonakdar, H. A.; Formela, K.; Jouyandeh, M.; Zarrintaj, P. The Taste of Waste: the Edge of Eggshell Over Calcium Carbonate in Acrylonitrile Butadiene Rubber. J. Polym. Environ. 2019, 27, 2478-2489.
-
- 15. Plunder, A.; Le Pourhiet, L.; Räss, L.; Gloaguen, E.; Pichavant, M.; Gumiaux, C. Pegmatites as Geological Expressions of Spontaneous Crustal Flow Localisation. Lithos, 2022, 416, 106652.
-
- 16. Mi, H.; Yang, J.; Su, Z.; Wang, T.; Li, Z.; Huo, W.; Qu, Y. Preparation of Ultra-light Ceramic Foams From Waste Glass and Fly Ash. Adv. Appl. Ceram. 2017, 116, 400-408.
-
- 17. Ma, L.; Wang, Y.; Zhang, X.; Wen, S.; Yu, Z.; Zhang, Z. Copper-coated Hollow Glass Microspheres Filled Rubber Composites: Lightweight, Interface Bonding and Mechanical Properties. eXPRESS Polym. Lett. 2023, 17, 502.
-
- 18. Xuelei, Z. H. A. O.; Jun, C. A. I.; Ming, Q. I. N.; Chongxuan, C. H. A. N. G.; Zhibao, H. U. O. Study on Sound Insulation Properties of Hollow Glass Microspheres/nitrile Rubber Polyvinyl Chloride Composites. Gongneng Cailiao, 2022, 53, 03199.
-
- 19. Tian, J.; Yan, L.; Zhang, H.; Zhou, S.; Xia, S.; Zou, H. Improving the Heat and Ablation Resistance of Silicone Rubber Composites by Incorporating Hollow Microspheres. Polymers, 2022, 14, 3846.
-
- 20. Kabeer, K. S. A.; Vyas, A. K. Utilization of Marble Powder as Fine Aggregate in Mortar Mixes. Constr. Build. Mater. 2018, 165, 321-332.
-
- 21. Trezza, M. A.; Lavat, A. E. Analysis of the System 3CaO·Al2O3- CaSO4·2H2O-CaCO3–H2O by FTIR Spectroscopy. Cem. Concr. Res. 2001, 31, 869-872.
-
- 22. Kugler, F.; Fehn, T.; Sandner, M.; Krcmar, W.; Teipel, U. Microstructural and Mechanical Properties of Geopolymers Based on Brick Scrap and Fly Ash. Int. J. Ceram. Eng. Sci. 2022, 4, 92-101.
-
- 23. Chen, Y.; Yin, Q.; Zhang, X.; Zhang, W.; Jia, H.; Ji, Q.; Yang, F.; Rui, X. Rational Design of Multifunctional Properties for Styrene-butadiene Rubber Reinforced by Modified Kevlar Nanofibers. Composites Part B,2019, 166, 196-203.
-
- 24. Thepsuwan, U.; Sae-oui, P.; Sirisinha, C.; Thaptong, P. Influence of Halloysite Nanotube on Properties of Tire Tread Compounds Filled with Silica and Carbon Black Hybrid Filler. J. Appl. Polym. Sci. 2019, 136, 46987.
-
- Polymer(Korea) 폴리머
- Frequency : Bimonthly(odd)
ISSN 0379-153X(Print)
ISSN 2234-8077(Online)
Abbr. Polym. Korea - 2023 Impact Factor : 0.4
- Indexed in SCIE
 This Article
This Article
-
2024; 48(4): 367-375
Published online Jul 25, 2024
- 10.7317/pk.2024.48.4.367
- Received on Nov 27, 2023
- Revised on Mar 29, 2024
- Accepted on Apr 2, 2024
Services
- Full Text PDF
- Abstract
- ToC
- Acknowledgements
- Conflict of Interest
Introduction
Experimental
Results and Discussion
Conclusions
- References
Shared
Correspondence to
- Yuan Jing*, and Guangyi Lin
-
College of Electromechanical Engineering, Qingdao University of Science and Technology, Qingdao, 266033, P.R. China
*College of Civil Engineering, Qingdao University of Technology, Qingdao, 266033, P.R. China - E-mail: 2777273463@qq.com, gylin666@163.com
- ORCID:
0009-0002-1249-221X, 0000-0001-8797-8607
Hyecheon Building(Room 601), #354, Gangnam-Daero, Gangnam-Gu, Seoul 06242, Korea
TEL : 82-2-568-3860, 561-5203, 569-3860 FAX : 82-2553-6938 E-mail: polymer@polymer.or.kr