





- Mechanical and Swelling Properties of EPDM/SBR Nanocomposites Containing Resorcinol- and Hexamethylenetetramine-Modified HNTs
V. Sivaramakrishnan†
 , S. Vishvanathperumal*, V. Navaneethakrishnan, and G. Anand**
, S. Vishvanathperumal*, V. Navaneethakrishnan, and G. Anand**Department of Mechanical Engineering, E.G.S. Pillay Engineering College, Nagapattinam, Tamilnadu – 611002, India
*Department of Mechanical Engineering, SA Engineering College, Thiruverkadu, Chennai, Tamilnadu – 600077, India
**Department of Mechanical Engineering, Achariya College of Engineering Technology, Achariyapuram, Villianur, Uruvaiyar, Puducherry – 605110, India- 레조시놀과 헥사메틸렌테트라아민으로 개질된 HNTs가 함침되어 있는 EPDM/SBR 나노복합소재의 기계적 및 Swelling 물성 연구
Reproduction, stored in a retrieval system, or transmitted in any form of any part of this publication is permitted only by written permission from the Polymer Society of Korea.
This research explores the impact of varying concentrations of resorcinol- and hexamethylenetetramine-modified halloysite nanotubes (RH-HNTs) on the curing behavior, mechanical properties, and swelling resistance of blended polymeric matrices (80:20) comprising ethylene propylene diene monomer/styrene butadiene rubber (EPDM/SBR). The incorporation of RH-HNTs resulted in enhanced abrasion resistance, hardness, tear strength, compression set, and swelling resistance in the nanocomposites, while simultaneously reducing elongation at break and rebound resilience. The fractured surfaces of the EPDM/SBR nanocomposite specimens were examined using FESEM. Notably, the results reveal that nanocomposites containing 6 phr of RH-HNTs exhibit significant improvements in both tensile strength and abrasion resistance. RH-HNTs reinforced EPDM/SBR at 6 phr showed a 66% increase in stress at 100% elongation due to enhanced cross-linking, along with a 143% improvement in tensile strength. Incorporating RH-modified HNTs into EPDM/SBR nanocomposites resulted in superior properties compared to those reinforced solely with HNTs across all proportions.
The ethylene propylene diene monomer/styrene butadiene rubber (EPDM/SBR) nanocomposites were fabricated by incorporating halloysite nanotubes (HNTs) and resorcinol- and hexamethylenetetramine (RH)-HNTs using an open mill mixer, followed by sulfur vulcanization. These nanocomposites demonstrated improved curing, enhanced reinforcement, and increased mechanical strength, making them ideal for automotive and construction applications. The tensile strength, stress at 100% elongation, tear strength, and hardness of the EPDM/SBR nanocomposites increased with rising nanofiller content, while elongation at break and rebound resilience decreased.
Keywords: ethylene propylene diene monomer/styrene butadiene rubber rubber blend, HNTs, resorcinol- and hexamethylenetetramine-modified halloysite nanotubes, mechanical properties, swelling resistance.
The authors declare that there is no conflict of interest.
Currently, there is a significant amount of research focused on the development of polymeric materials through the blending of two or more elastomers.1 In certain instances, these approaches offer a notable advantage wherein the resultant properties of the blend may exceed those exhibited by the individual constituent elastomers. Elastomer blends offer considerable utility across various industrial applications due to their enhanced solid-state properties, improved processability, and extended service lifespan.2
The primary objective of this research was to develop polymer composites that exhibit heightened strength, characterized by a carefully calibrated ratio of filler to matrix specifically tailored for sophisticated engineering purposes. The final composites' resistance to swelling and abrasion, mechanical characteristics, and length of curing are all greatly impacted by the gradual addition of nanotubes to the polymer matrix. Elastomeric blends, especially the combinations involving ethylene propylene diene monomer (EPDM) and styrene butadiene rubber (SBR), are of particular interest. Incorporating SBR into EPDM is anticipated to yield substantial enhancements in the abrasion resistance and tensile strength of the EPDM. Furthermore, the utilization of SBR addresses challenges such as weak adhesion, limited tear strength, and the higher cost associated with EPDM.3-5
The rubber industry has long utilized inorganic fillers; however, the majority of these fillers, except for carbon black (CB) and silica, do not provide substantial reinforcement to rubber matrices.6-8 The micron-scale size of the filler particles causes a constraint, resulting in insufficient compatibility between the rubber matrices and fillers, leading to a weak interfacial bond. In recent decades, considerable attention has been directed towards incorporating inorganic fillers with nanometer-scale dimensions in the rubber field.9-11 Among these nanometerscale fillers, layered silicates,12-16 nano silica,17-20 nano calcium carbonate,21-23 carbon nanotubes,24,25 and nanographene oxide26 have undergone extensive scrutiny. To create rubber/inorganic nanocomposites with exceptional characteristics, it is imperative to consistently achieve effective dispersion on the nanoscale and develop strong interfacial contacts.
Halloysite nanotubes (HNTs) represent a unique category of natural silicates characterized by their tubular nanostructure, sharing the identical chemical composition with kaolinite. This distinctive nanotubular architecture emerges from the natural transformation of kaolinite layers that fold upon themselves. Predominantly, HNTs exhibit a multi-wall structure. Typically, their outer diameters, inner diameters, and lengths measure around 10-50 nm, 5-20 nm, and 2-4 μm, respectively.27 Capitalizing on their specialized chemical composition, geometric shape, and surface properties, HNTs have found extensive applications in diverse fields, encompassing ceramics, cosmetics, drug delivery, and catalyst carriers.28-32 Notably, our research team pioneered the integration of HNTs into polymer materials as nanoscale fillers. Our initial findings unveiled that these natural inorganic nanotubes exhibit pronounced reinforcement and flame retardant properties in various polymers, including nylon, polypropylene, epoxy resin, linear low-density polyethylene, and natural rubber.33-38 Earlier reports from our group have briefly highlighted the reinforcing effect of HNTs on EPDM/SBR39 and HNTs on EPDM/NBR40 composites. However, despite the demonstrated enhancement of EPDM/SBR nanocomposites using pristine HNT fillers, the introduction of interfacial modifiers in these nanocomposites remains unexplored in the literature.
The inherent poor compatibility between HNTs and rubber macromolecules makes surface-unmodified HNTs susceptible to insufficient dispersion and weak interfacial interaction within rubber matrices.41-43 As a result, their potential as a reinforcing agent for rubber is limited. To overcome this constraint, enhance HNT dispersion within the rubber matrices, and improve HNT interaction with the rubber matrix, surface modification of HNTs becomes essential. The compound formed by resorcinol and hexamethylenetetramine (abbreviated as RH), widely used as an adhesive in the rubber industry, has attracted considerable attention. Liu and Jia et al.44 introduced RH as an interfacial modifier in nitrile-butadiene rubber-organomontmorillonite (NBR-HMMT) nanocomposites. Their findings demonstrated significantly enhanced mechanical properties in NBR-modified filler reinforced nanocomposites compared to NBR-unmodified filler reinforced composites. This enhancement was attributed to RH's ability to strengthen the interfacial bond between the rubber and the modified clay.
In this study, we used RH as an interfacial modifier for HNTs, leading to the formation of RH-HNTs and the subsequent development of EPDM/SBR/RH-HNTs nanocomposites. Our research aimed to assess how RH-HNTs and unmodified HNTs affected the mechanical properties and swelling resistance of these nanocomposites.
Materials. The materials from several businesses were used in this study. Specifically, EPDM-K270 from Mumbai, India's Herdillia Unimers Ltd. was used. The raw EPDM-K 270 rubber exhibits unique physical properties, with an ethylene content of 68%, a propylene content of 32%, and an ethylidene norbornene content of 4.5%. Its Mooney viscosity at 125 ℃ (ML1+4) is 60, while its density stands at 0.86 g/cm3. This rubber demonstrates rapid curing, a light color, non-staining characteristics, and a notable capacity for accommodating high filler loads.45,46 SBR provides cost-effective solutions across a range of sectors. Chosen for this study due to its notably lower cost compared to EPDM,47 SBR-1502 sourced from Arihant Reclamation Private Limited in Delhi, India, exhibits significant features. These comprise a styrene content of 23.5%, a Mooney viscosity (ML1+4) of 46 at 100 ℃, and a density measuring 0.93 g/cm3.48 HNTs were supplied by Subra Chemicals Pvt. Ltd., a representative of Sigma Aldrich in Pondicherry, India. HNTs have unique properties that define their nature, such as a formula weight of 294.19 g/mol. They have a powdery consistency and a visual spectrum that goes from white to yellow to beige. Notably, HNTs possess a diameter ranging from 30 to 70 nm, while their length spans between 1 and 3 microns. The chemical formula that encapsulates their composition is represented as H4Al2O9Si2·2H2O.49 The RH used in this study was sourced from Guangzhou Pearl River Rubber Tire Co., Ltd., Guangdong, China. Vignesh Chemicals in Chennai, India provided the vulcanizing agent, accelerators, and activators used in this investigation, including stearic acid, zinc oxide, sulphur, dibenzothiazole disulfide (MBTS), and tetramethylthiuram disulfide (TMTD). A variety of aromatic, aliphatic, and chlorinated solvents meeting Merck grade standards were obtained from Sigma-Aldrich in Pondicherry, India, and used in the research.
HNTs Modification. The molar ratio between resorcinol and hexamethylenetetramine is 1:1. To produce RH-HNTs, a specific quantity of both RH and HNTs was introduced into a flask, vigorously stirred for approximately 30 minutes at ambient temperature, and subsequently heated for 4 hrs at 60 ℃. The typical mass ratio of RH to HNTs was 6:100.
Preparation of Nanocomposites from EPDM/SBR Rubber Blends. The EPDM/SBR/RH-HNTs nanocomposites were produced at 80 ℃ using an open mill mixer with a friction ratio/speed ratio of 1:1.4. Mastication of the EPDM was the first step in the process, and then it was combined with SBR. The mix was systematically supplemented with RH-HNTs and curatives to achieve superior homogenization and improved dispersion. Table 1 describes the precise compounding composition used for the nanocomposites. After mixing, the compounds were allowed to stand for a full day in a dark environment. The compound was then formed into 2 mm thick sheets using an electrically heated (semi-automated) hydraulic press, which followed the ideal curing duration and operated at a pressure of 30 MPa and a temperature of 160 ℃.
Characterization. The cure properties of the unvulcanized rubber compounds were studied using an oscillating disc rheometer in accordance with ASTM D-2084.50 Tensile and tear properties of the composites were measured in accordance with ASTM D-412 and ASTM D-624, respectively, using a Dak System Inc. 'Series 7200' universal tensile machine equipped with the T-72102 attachment.51 The swelling properties of the nanocomposite samples were assessed using the immersion technique in compliance with ASTM D-471.52 The crosslinking density within the rubber composite materials was determined as outlined in references.53-58 Hardness, rebound resilience, and abrasion resistance of the rubber compounds were evaluated in accordance with ASTM D-2240, ASTM D-2632, and ASTM D-5963, respectively, using a Shore-A durometer, resiliometer, and DIN abrader.59,60 Compression set properties of the rubber composite samples were evaluated according to ASTM D-395 (condition: 25% deflection; 72 h at 70 ℃).61 The fractured surfaces of the polymer (EPDM/SBR) composite samples were examined using a Hitachi S-4160 FESEM. To enhance conductivity, a layer of gold was coated on the surfaces under investigation, and these samples were analyzed using an accelerating voltage typically set at approximately 3 kV.
|
Table 1 Formulation for EPDM/SBR Blend Reinforced with Unmodified Nanofiller (HNTs) and Modified Nanofiller (RH-HNTs) Composites |

Buoyancy Test for HNTs and RH-HNTs. A floating test was conducted by adding a small amount of filler to the surface of the water in order to thoroughly examine differences in surface polarity. Since water was utilised as the solvent in this experiment, it was simpler to examine the medium interactions. The main goal was to distinguish and contrast the modified hydrophilic fillers' buoyant behaviours with those of the original HNTs. Notably, because of their innate hydrophilicity, unmodified HNTs sank quickly. On the other hand, the modified fillers displayed unique properties and remained floated on the water's surface. This significant change in behavior demonstrates how the RH modification reduced the polarity of the nanotubes. Additionally, because filler aggregates were introduced during the modification process, resulting in various interactions with water, this behaviour suggests that the fillers have an uneven covering.
A bespoke apparatus comprising a glass column with a well-planned aperture sealed by two layers of a hydrophobic filter with a precisely chosen pore size of 0.2 µm was used to conduct a second test for water penetration. This was carried out to ensure precision and accuracy when gathering data. A dosage of 0.02 g of the nanofiller material was administered in this regulated setting. This column was submerged in water in its current structure. Changes in weight as a result of absorbing water were closely observed during the immersion period, providing important information on how the filler changed in response to its aquatic environment. This thorough method highlighted the unique hydrophobic properties of the modified fillers in contrast to the original HNTs and provided insightful information on the dynamics of the fillers' interaction with water.
A test of the material's hydrophobicity was carried out by submerging it in water and looking for any changes. The HNTs powder acted as predicted and quickly sank in water when left untreated. Nevertheless, some of the particles were still floating on the water's surface after the treatment. This modification suggests that the polarity of the nanotubes decreased after their RH treatment. One possible explanation for the observed uneven coating could be the inclusion of filler particles in the modification process. Figure 1 provides an example of how the water absorption data are displayed. RH-HNTs and nanotubes both showed a progressive absorption of water over time, ultimately reaching an equilibrium state. Notably, compared to pure HNTs, the RH-HNTs exhibited less water absorption, suggesting that the changed variety is more hydrophobic. This early investigation suggests that RH-HNTs may function better in a non-polar EPDM/SBR blend matrix because they are less polar and more hydrophobic than their original counterparts.
Cure Behaviors. The cure characteristics of rubber play a crucial role in determining its performance and applications. Proper curing ensures that the rubber material attains its desired physical properties, durability, and functionality. The key parameters of cure characteristics are: (a) Minimum torque (ML): The least rotational force needed to initiate movement. (b) Maximum torque (MH): The highest rotational force a system can withstand. (c) Delta torque (ΔM): refers to the change or difference in torque values, indicating variations or adjustments in rotational force within a system. (d) Scorch time (ts2): Time taken to develop initial stiffness. (e) Optimum cure time (tc90): Ideal duration for complete material curing. (f) Cure rate index (CRI): Measure of material's curing efficiency.62
The EPDM/SBR-HNTs nanocomposites' ML is visualized in Figure 2. When the amount of HNTs and RH-HNTs in rubber nanocomposites grows, so does their ML. When nanofillers like HNTs and RH-HNTs are added to rubber nanocomposites, they introduce additional interactions and complexity to the material mixture. When compared to nanocomposites reinforced just with HNTs, the performance of those loaded with RH-HNTs is superior. The modification of HNTs using RH is expected to augment their compatibility with the rubber blend matrix. This alteration possesses the potential to enhance the dispersion and bonding between RH-HNTs and the rubber blend, consequently improving mechanical properties. The targeted modification of HNTs into RH-HNTs may lead to stronger interactions with the rubber blend chains, providing more effective reinforcement. This can result in higher mechanical strength, stiffness, and other desirable properties in the nanocomposite material. A more uniform dispersion and improved overall characteristics in the nanocomposite can result from the RH modification's potential to avoid or lessen nanofiller agglomeration.
In Figure 3, the EPDM/SBR-HNTs nanocomposites' MH is presented. The MH of the EPDM/SBR nanocomposites increases proportionately with an increase in the HNT and RH-HNT content. The higher torque values indicate that the resistance of EPDM/SBR nanocomposites to mixing and processing is enhanced by the inclusion of additional HNTs and RH-HNTs. This is likely due to the reinforcing nature of the nanotubes, which causes the composite to become stiffer and more resistant to deformation, necessitating more torque during processing. Compared to EPDM/SBR nanocomposites filled with HNTs, those reinforced with RH-HNTs have a higher MH.This difference can be due to the distinctive characteristics of RH-HNTs, which presumably establish stronger interactions with the rubber matrix. Consequently, the composite gains greater rigidity and reduced susceptibility to deformation, resulting in an elevation of the required torque for processing.
Figure 4 shows the ΔM of the EPDM/SBR-HNTs nanocomposites. The rubber nanocomposites show an increase in their ΔM with an increase in the HNT and RH-HNT content. HNTs possess high aspect ratio and surface area. With an increase in their presence within the rubber nanocomposites, the interaction between the rubber blend and the HNTs gains heightened significance. This increased interaction leads to elevated frictional forces during the curing process, resulting in higher torque. This trend in ΔM is consistent with the variations observed in both ML and MH. Furthermore, EPDM/SBR nanocomposites filled with RH-HNTs perform better than those filled with HNTs alone. Chemical modification of RH-HNTs is intended to improve their compatibility with the rubber blend matrix. This increased cohesion would contribute to a significant enhancement in structural integrity, resilience, and durability, making the material well-suited for a broader range of demanding applications.
Figure 5 illustrates the ts2 of HNTs-reinforced nanocomposites based on EPDM/SBR. In rubber nanocomposites, the ts2 decreases with increasing HNT or RH-HNT content. The presence of nanofillers, such as HNTs and RH-HNTs, enhances the heat-absorbing capability of the rubber matrix. As their concentration rises, the overall heat absorption capacity of the nanocomposite also increases. This results in a reduction in ts2, as the nanofillers efficiently dissipate heat, enabling the vulcanization process to commence earlier. The modification process involves incorporating additional heat-absorbing and heat-dissipating functionalities onto the nanotubes. As a result, RH-HNTs have an improved ability to absorb and dissipate heat compared to regular HNTs.
In Figure 6, the EPDM/SBR-HNTs nanocomposites' t90 is presented. With an elevation in the concentration of HNTs and RH-HNTs, the EPDM/SBR nanocomposites exhibit a decrease in their t90. This phenomenon can be attributed to the increased thermal conductivity facilitated by these fillers. During the curing process, HNTs and RH-HNTs create supplementary channels for heat transfer, facilitating enhanced interactions between the polymer and fillers and accelerating crosslinking. The addition of RH-HNTs, a modified variant of halloysite nanotubes comprising resorcinol and hexamethylenetetramine, leads to a decrease in t90 as a result of the distinctive chemical interactions occurring between RH-HNTs and the EPDM/SBR blend. Functionalization with resorcinol and hexamethylenetetramine improves the compatibility between HNTs and the EPDM/SBR blend, promoting swifter diffusion and crosslinking of EPDM/SBR chains. As a consequence, there is a reduction in t90 and an expedited curing process. Compared to EPDM/SBR nanocomposites containing HNTs, the observed decrease in t90 in those incorporating RH-HNTs can be attributed to a synergistic combination of variables. These encompass enhanced filler dispersion, heightened interfacial interactions, and expedited curing kinetics, all facilitated by the resorcinol and hexamethylenetetramine modification process. When compared to the pristine HNTs, the RH-HNTs provide a more conducive atmosphere for crosslinking processes, which results in a synergistic decrease in t90. This highlights the significance of surface modification in optimizing the curing behavior of nanocomposite materials.
Figure 7 illustrates the CRI of EPDM/SBR-HNTs nanocomposites. It is evident that the CRI of the rubber nanocomposites escalates proportionally with the augmentation in the quantities of HNTs and RH-HNTs. The incorporation of these fillers introduces a notable impact on the CRI of the rubber nanocomposites, stemming from their distinctive characteristics such as surface area, reactivity, and their propensity to interact with the EPDM/SBR matrix. These effects become more pronounced with higher quantities of these fillers, leading to a greater improvement in the CRI. Specifically, the modification of HNTs through resorcinol and hexamethylenetetramine treatment fosters increased compatibility between the fillers and the rubber blends matrix. This increased compatibility causes the composite to interact and disperse more effectively. As a result, the CRI for rubber nanocomposites containing RH-HNTs is significantly higher than that of those with unmodified HNTs. This intricate interplay of enhanced compatibility, modified surface properties, and optimized interaction dynamics substantiates the effectiveness of RH-HNTs in driving superior cure performance within the nanocomposite system.
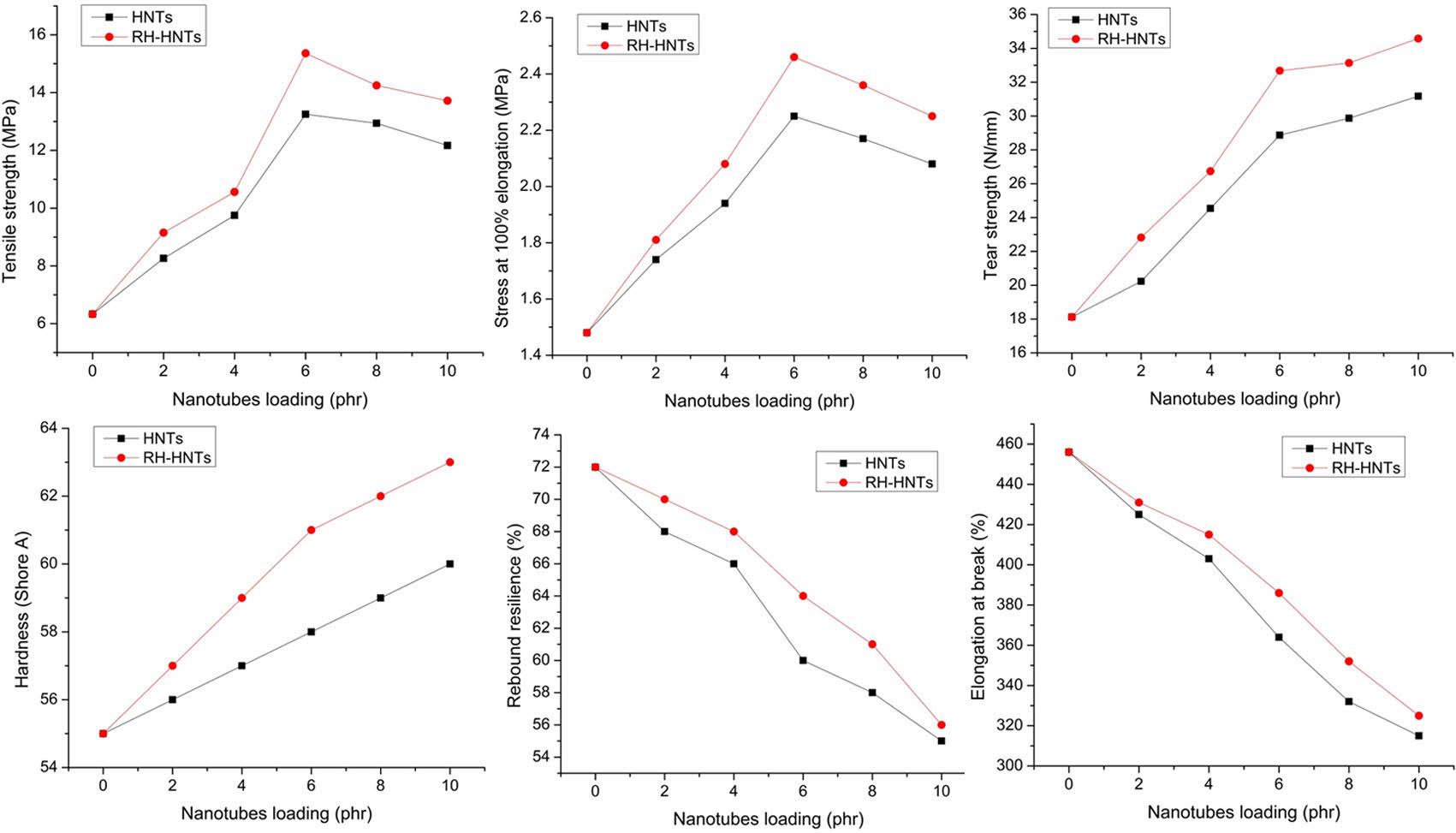
Mechanical Properties. Figure 8 provides a comprehensive overview of the tensile strength (TS) characteristics displayed by the HNTs-EPDM/SBR nanocomposites. The results show that TS increases in proportion to the concentration of HNTs or RH-HNTs, peaking at 6 phr. Both types of nanotubes act as reinforcements, forming strong physical and chemical bonds with the rubber chains. This reinforcement greatly improves the nanocomposite's overall structural integrity, thereby enhancing TS. As the concentration of fillers increases, the reinforcing interactions become more prevalent, resulting in a gradual enhancement of TS. However, exceeding the 6 phr concentration leads to a decrease in TS. The probability of filler aggregation or clustering inside the polymer matrix is higher with higher filler concentrations. This aggregation causes the material to become weaker and more concentrated under stress, which lowers TS. Excessive filler loading not only fosters aggregation but also disrupts polymer-filler interactions, impeding the polymer's ability to undergo proper deformation and stress distribution. This disruption further contributes to the reduction in TS.63 Comparing the results, rubber nanocomposites filled with HNTs exhibit a 109% increase in TS compared to EPDM/SBR vulcanizate. Similarly, those filled with RH-HNTs demonstrate a remarkable improvement of 143% over the corresponding vulcanizate. Interestingly, rubber nanocomposites filled with RH-HNTs exhibit a 16% increase in TS at a filler loading of 6 phr compared to those filled with HNTs. The compatibility of the HNTs and the rubber blend matrix is improved when HNTs are modified with RH. Stronger interfacial contacts are encouraged by this enhanced compatibility, which makes the stress transfer between the nanotubes and the EPDM/SBR matrix more effective.64 Consequently, RH-HNTs exhibit superior reinforcement capabilities in EPDM/SBR nanocomposites, resulting in higher TS compared to unmodified HNTs.
The elongation at break (EB) properties of the EPDM/SBR-based HNT-reinforced nanocomposites are shown in Figure 9. It is clear that a decrease in the EB of the rubber nanocomposites is correlated with an increase in HNT and RH-HNT concentrations. This trend can be due to the stiffening effect resulting from the incorporation of these filler materials into the EPDM/SBR matrix. As the filler concentrations rise, the overall stiffness and rigidity of the nanocomposite increase, reducing its susceptibility to significant deformation before reaching the point of fracture.65 Remarkably, in terms of EB, polymer nanocomposites containing RH-HNTs outperform those filled uniquely with HNTs. The improved compatibility of RH-HNTs with the rubber blend matrix is accountable for the observed improvements in stress transfer and load distribution. The enhanced interfacial interactions between the modified filler and the rubber chains are crucial in mitigating the decrease in EB, enabling the nanocomposites to exhibit slightly better performance in their ability to undergo deformation before fracturing.66
Figure 10 illustrates the stress at 100% elongation (M100) of the HNTs-reinforced nanocomposites based on EPDM/SBR. Up to 6 phr, the M100 of rubber nanocomposites rises correspondingly with the HNT and RH-HNT concentrations. This increase is mainly attributed to the reinforcing action of the RH-HNTs and HNTs within the matrix, which improves the nanocomposites' stiffness and load-bearing ability. More reinforcing components engage with the polymer chains as the filler level rises, improving stress distribution and resistance to deformation. Consequently, there is an overall elevation in the M100, signifying increased material resistance to stretching. However, beyond this threshold, the M100 begins to decline. Factors such as filler aggregation and excessive loading contribute to this decline. Compared to EPDM/SBR compounds, the M100 of nanocomposites based on EPDM/SBR reinforced with 6 phr of HNTs shows a 52% increase. Meanwhile, the M100 of rubber nanocomposites reinforced with 6 phr of RH-HNTs exhibits an impressive 66% enhancement over the corresponding vulcanizate. Conversely, at a filler loading of 6 phr, the M100 of EPDM/SBR nanocomposites with RH-HNTs shows a 9% increase compared to nanocomposites reinforced with an equivalent amount of HNTs. It's noteworthy that rubber nanocomposites with RH-HNTs have a greater M100 than those with only HNTs. This is probably because the alteration of HNTs led to better interfacial bonding and increased compatibility.
Figure 11 demonstrates the tear strength (TAS) characteristics of the HNTs-reinforced nanocomposites based on EPDM/SBR. The increase in TAS associated with higher loadings of HNTs and RH-HNTs is a result of the reinforcing effect that these fillers have on the rubber nanocomposites. The incorporation of these nanotubes improves the overall toughness and resistance of the composite to tearing. The fillers serve as obstacles impeding the spread of cracks and tears, thereby significantly enhancing the tear resistance of the nanocomposites.67 With an escalation in filler concentration, a greater number of reinforcing elements disperse throughout the polymer matrix, resulting in a proportional increase in TAS. Rubber nanocomposites containing 10 phr of HNTs exhibited a remarkable 72% improvement in TAS compared to the base vulcanizate. Similarly, the TAS of rubber nanocomposites incorporating 10 phr of RH-HNTs exhibited a remarkable improvement of 91% over the corresponding vulcanizate. However, at a higher filler content of 10 phr, the TAS of rubber nanocomposites incorporating RH-HNTs demonstrated an 11% increase compared to nanocomposites filled with an equivalent amount of HNTs. This modification likely improves the compatibility between the EPDM/SBR rubber blend and RH-HNTs, fostering stronger interfacial interactions. The enhanced bonding at the interface facilitates superior stress transfer and more efficient load distribution when the material is subjected to tearing forces.68 As a result, the nanocomposites reinforced with RH-HNTs exhibit an even higher TAS compared to those reinforced with HNTs.
Hardness and Rebound Resilience. The hardness of rubber nanocomposites provides information about the material's resistance to deformation or indentation when force is applied, as well as its stiffness and resilience under stress.69 Conversely, rebound resilience (RR) characterizes the capacity of a rubber nanocomposite to revert to its original form and energy after deformation, such as compression. This demonstrates how the material may store and release energy throughout cycles of deformation. Importantly, there is an inverse correlation between these properties: an increase in hardness generally results in a decrease in RR.70 This is attributed to stiffer materials storing more energy during deformation, leading to a less efficient rebound and recovery. Figures 12 and 13 show the rubber-HNTs nanocomposites' hardness and RR, respectively. Rubber nanocomposites become harder when HNTs and RH-HNTs are added because of the reinforcing effect that these nanotubes have. These nanotubes increase the nanocomposites' overall stiffness and rigidity, which raises their hardness levels. However, this increase in hardness is accompanied by a reduction in RR. The enhanced stiffness of the nanocomposites contributes to a higher capacity to store deformation energy and a slower release of energy during rebound, leading to decreased RR. Compared to EPDM/SBR base compounds, the hardness of nanocomposites based on EPDM/SBR reinforced with 10 phr of HNTs exhibited a 9% enhancement, while the RR decreased by 24%. Similarly, the hardness of rubber nanocomposites filled with 10 phr of RH-HNTs showed a 15% improvement over the corresponding vulcanizates, with a RR decline of only 22%. The hardness of rubber nanocomposites increases with the addition of nanofillers because the fillers create a more rigid structure, enhancing the material's resistance to deformation. However, this increased rigidity results in lower rebound resilience, as the material becomes less able to recover its original shape after deformation. This effect is observed in nanocomposites filled with pristine HNTs. In contrast, the rebound resilience of nanocomposites filled with RH-HNTs is improved by the modifier. The modification enhances the compatibility between the nanofillers and the rubber matrix, allowing for better energy dissipation and more effective stress transfer. As a result, the material retains more of its elasticity, leading to improved rebound resilience despite the increase in hardness.
Abrasion Resistance. Abrasion resistance (AR) describes the capability of rubber composites to withstand surface wear, erosion, or damage caused by rubbing, scraping, or frictional forces.71 A higher abrasion resistance indicates that these composites can maintain their structural integrity and surface quality even under conditions of repeated contact and mechanical stress, demonstrating greater durability and resistance to wear and tear.72 The abrasion loss seen in the rubber-HNTs nanocomposites is shown in Figure 14. Upon the incorporation of HNTs and RH-HNTs into rubber blend, there is a notable decrease in abrasion loss up to a concentration of 6 phr. Beyond this point, the reduction in abrasion loss becomes less pronounced. The incorporation of HNTs or RH-HNTs led to a sharp decline in abrasion loss up to 6 phr. This decline is probably the result of enhanced reinforcing within the composite and improved filler-matrix interactions. As the filler concentration rises, it establishes a more effective barrier against abrasive forces, diminishing the material's vulnerability to wear and abrasion. The increased resistance is a consequence of the improved load-bearing capacity and stress distribution provided by the fillers, resulting in a notable reduction in abrasion loss. The production of filler agglomerates may be responsible for the modest decrease in abrasion loss observed with additional HNTs beyond the 6-phr threshold. These agglomerates can create stress concentration points, potentially causing localized wear and contributing to a slight increase in abrasion loss. Additionally, at higher filler loadings, the overall properties of the EPDM/SBR nanocomposites might reach a plateau or experience a marginal decrease, leading to a more gradual change in abrasion loss. The AR of rubber nanocomposites containing 6 phr of HNTs improved, resulting in a decreased abrasion loss of 28% compared to that of EPDM/SBR vulcanizate. Similarly, the AR of nanocomposites containing 6 phr of RH-HNTs exhibited a significant enhancement, leading to a 36% decrease in abrasion loss over the corresponding vulcanizate. Additionally, the AR of rubber nanocomposites containing 6 phr of RH-HNTs showed an 11% decrease compared to those with HNTs filler loading at the same proportion. The enhanced AR noted in rubber nanocomposites strengthened with RH-HNTs may stem from the modification of HNTs with RH. The improved interface facilitates better stress distribution and load transfer when the material is subjected to abrasive forces. Consequently, the nanocomposites reinforced with RH-HNTs exhibit reduced wear and abrasion compared to those containing unmodified HNTs, signifying enhanced durability and performance in applications where resistance to wear is crucial.
Compression Set. Figure 15 presents the compression set (CS) characteristics of the HNTs-reinforced nanocomposites based on EPDM/SBR. The observed rise in CS in rubber blend nanocomposites following the incorporation of HNTs or RH-HNTs could be explained by the fillers' interaction with the EPDM/SBR matrix. As the filler content increases, the nanocomposites may undergo reduced flexibility and increased stiffness, resulting in a diminished capacity to recover their original shape after compression.73 The fillers restrict the movement of macromolecular chains, hindering their ability to return to their initial state, thereby leading to a higher CS. Compared to rubber nanocomposites containing HNTs, those including RH-HNTs were found to have a greater CS. This difference could be the consequence of multiple causes. The interaction between the fillers and the EPDM/SBR blend matrix may alter as a result of the modification of HNTs with RH, which could affect the polymer's elasticity and ability to rebound after compression. Furthermore, a higher CS in the nanocomposites including RH-HNTs could be the consequence of less effective recovery brought about by the increased stiffness supplied by the modified fillers. The escalating CS observed corresponds to a decreasing trend in EB and RR with the addition of both fillers. This link implies that the material's capacity to recover from deformation and maintain its original shape decreases with increasing filler content of HNTs or RH-HNTs, which lowers EB and RR values. Additionally, the growing CS indicates that the nanocomposites are less capable of returning to their initial state after being subjected to compressive forces, further indicating a decline in their performance. Nanocomposites with low CS values ensure reliable performance and longevity, making them well-suited for demanding industrial and engineering applications.74,75
Swelling Resistance. The information shown in Table 2 describes the mole percent uptake (MPU) of EPDM/SBR-HNTs nanocomposites in various solvents, including aliphatic, chlorinated, and aromatic solvents, all of which were measured at 23 ℃. Remarkably, there is a consistent reduction in the MPU of benzene observed in the composites reinforced with HNTs compared to the unfilled EPDM/SBR blend. Integrating HNTs into the polymer matrix creates a physical barrier that impedes the diffusion and infiltration of benzene molecules into the nanocomposite structure. There is less benzene uptake as a result of this barrier effect, which limits the interaction between solvent molecules and polymer chains. Furthermore, a denser and less permeable network may form as a result of the enhanced compatibility and dispersion of HNTs within the polymer matrix, which would further reduce solvent uptake. Overall, the presence of HNTs hinders the solvent's ability to interact and swell the polymer, leading to the observed decrease in MPU of benzene. This consistent behavior is likewise evident across other aromatic solvents, as well as within aliphatic and chlorinated solvent environments. In terms of aromatic solvents, the trend follows the sequence: benzene exhibits the highest value, followed by toluene, xylene, and finally mesitylene with the lowest value. This trend can be attributed to the molecular weights of the solvents. Benzene, with the lowest molecular weight among the mentioned solvents, has relatively weaker intermolecular forces. Consequently, it can permeate the polymer matrix more readily, resulting in an increased MPU. Toluene, xylene, and mesitylene, with progressively higher molecular weights, experience stronger intermolecular forces and are less prone to penetrate the polymer matrix, resulting in a decreasing trend in MPU across these solvents. The molecular weight influences the solvents' ability to interact and diffuse within the polymer nanocomposite, thereby contributing to the observed trend in their MPU.
As far as aliphatic solvents go, the pattern is as follows: n-pentane has the highest value, n-hexane is next, n-heptane is the next, and n-octane has the lowest value. The steady growth in these solvents' molecular size and chain length is responsible for the observed trend in aliphatic solvents. The liquids' molecular size and complexity grow as the carbon chain length goes from n-pentane to n-octane. This higher molecular size and complexity lead to stronger intermolecular forces such as van der Waals forces, which result in reduced penetration and uptake within the polymer matrix. As a result, the MPU falls as the aliphatic solvent's chain length grows. In a similar manner, the progression of chlorinated solvents is as follows: Dichloromethane holds the highest value, followed by Chloroform, and finally, among the listed solvents, carbon tetrachloride exhibits the lowest value. Dichloromethane, being the smallest and simplest among the chlorinated solvents, possesses weaker intermolecular forces and can readily interact with the rubber blend matrix, leading to a higher MPU. Chloroform and carbon tetrachloride, with progressively larger and more complex molecular structures, experience stronger intermolecular forces that limit their penetration into the rubber blend matrix. This leads to a decreasing trend in MPU from dichloromethane to chloroform to carbon tetrachloride. In other words, the trends observed in both aliphatic and chlorinated solvents can be owing to variations in their molecular weights. In aliphatic solvents, the increasing molecular weight from n-pentane to n-octane corresponds to stronger intermolecular forces, leading to reduced penetration into the polymer matrix and a decrease in MPU. Similarly, in chlorinated solvents, the ascending molecular weights from dichloromethane to chloroform to carbon tetrachloride result in progressively stronger intermolecular forces, causing a diminishing trend in MPU due to limited interaction with the polymer matrix.
A consistent pattern persists in rubber nanocomposites containing RH-HNTs. Particularly noteworthy is the fact that the MPU observed in rubber/RH-HNTs nanocomposites outperforms that of their HNTs-filled counterparts across all solvent scenarios. The altered properties of the RH-HNTs are responsible for the rubber/RH-HNTs nanocomposites' enhanced performance, as demonstrated by their decreased MPU in comparison to those reinforced with HNTs. The modification process, involving resorcinol and hexamethylenetetramine, likely improves the compatibility and interaction between RH-HNTs and the rubber blend matrix. This improved interaction reduces the available pathways for solvent penetration and diffusion within the nanocomposite structure. As a result, the modified RH-HNTs establish a more efficient barrier against solvent uptake, resulting in the observed lower MPU and showcasing the enhanced resistance of the nanocomposites to solvent-induced swelling.
Crosslinking Density. The crosslinking density (CLD) in rubber nanocomposites signifies the degree of chemical bonds between polymer chains, exerting an influence on material properties. Figure 16 visually represents the CLD within the rubber-HNTs nanocomposites. The presence of HNTs or RH-HNTs can be attributed to their function as efficient crosslinking sites, which causes an increase in CLD. The presence of fillers introduces additional sites that enhance interactions between polymer chains, facilitating the formation of chemical bonds and crosslinks. This strengthens the polymer structure and improves its mechanical properties. Fillers may also catalyze bonding reactions, further promoting these connections. The denser network structure enhances the material's mechanical and physical properties. The alteration of RH-HNTs may account for the higher CLD seen in EPDM/SBR nanocomposites reinforced with RH-HNTs rather than HNTs. The fillers' reactivity is expected to be increased by the alteration with resorcinol and hexamethylenetetramine, enabling more successful crosslinking with the EPDM/SBR matrix. The increased CLD seen in the nanocomposites containing RH-HNTs is a result of this increased crosslinking activity. The CLD is a pivotal factor influencing various mechanical properties. An elevated CLD gives rise to a sturdier and more unified network structure, thereby fostering enhancements in key mechanical attributes such as TS and TAS, hardness, swelling resistance and AR. By limiting the mobility of macromolecular chains, the quantity of crosslinks acts as a restraining factor, strengthening the material's resistance to external forces and deformation. This orchestrated interplay leads to the manifest improvements witnessed across these mechanical properties. In essence, the augmented CLD instills a heightened level of organization and cohesion within the polymer matrix.
Morphology. The fractured surfaces of the tensile specimens, including gum rubber, blend with 6 phr HNTs, blend with 10 phr HNTs, blend with 6 phr RH-HNTs, and blend with 10 phr RH-HNTs, are shown in the FESEM micrographs in Figure 17. Figure 17(a) shows the base rubber compound, which is made by reactive extrusion with sulphur and vulcanizing chemicals. While not immediately obvious, the FESEM images in Figure 17(b) appear to display the presence of HNTs on the fracture surface. In comparison to the sample with 6 phr, the nanocomposite containing 10 phr of unmodified HNTs displays disrupted continuity, likely due to the occurrence of larger-sized aggregates (as depicted in Figures 17(b) and (c)). The strong contrast between the extremely hydrophilic qualities of HNTs and the distinctly hydrophobic qualities of the surrounding matrix is what causes this disruption. The discrepancy becomes more apparent in the FESEM pictures, which show a discernible space between the enclosing matrix and the aggregated HNTs, underscoring inadequate interfacial connectivity. As was previously mentioned, this impaired connection seriously jeopardises overall mechanical properties. The evident lack of effective bonding contributes to reduced TS, potentially resulting in diminished performance in load-bearing applications. These FESEM micrographs provide valuable insights into the morphology of nanocomposites and their interfacial characteristics. They help in comprehending the relationship between structure and properties, thereby facilitating the design of enhanced rubber nanocomposites. Most importantly, a discernible stress concentration phenomenon arises from the absence of interfacial interaction in composites, aggravating intrinsic material deficiencies. Thus, cohesive forces clearly decrease, which results in a drop in material characteristics. Because of the increased hydrophobicity brought about by this treatment, nanocomposites containing RH-modified HNTs exhibit a notable absence of this interfacial bonding deficit. Better particle dispersion is made possible by RH-modified HNTs' enhanced hydrophobicity, as shown in Figures 17(d) and (e). In addition to improving dispersion, surface treatment causes the aggregate size to decrease, which increases the cohesiveness of the material and increases its mechanical integrity overall. In contrast to unmodified HNTs, where significant aggregates impede interfacial interaction, RH modification ensures well-dispersed, smaller HNT aggregates. This all-encompassing improvement goes beyond particle distribution, cultivating a unified composite structure that supports better mechanical properties. It highlights the connections between aggregate size, dispersion, surface treatment, and overall material performance. Ultimately, the surface-modified HNTs establish a synergistic interplay of factors, culminating in nanocomposites with robust mechanical properties and reinforcing the significance of precise surface engineering in advancing composite materials.

|
Figure 1 Water absorption test for HNTs and modified HNTs |

|
Figure 2 Minimum torque variation in EPDM/SBR nanocomposites. |

|
Figure 3 Maximum torque variation in EPDM/SBR nanocomposites. |

|
Figure 4 Delta torque variation in EPDM/SBR nanocomposites |

|
Figure 5 Scorch time variation in EPDM/SBR nanocomposites. |

|
Figure 6 Optimum cure time variation in EPDM/SBR nanocomposites. |

|
Figure 7 Cure rate index variation in EPDM/SBR nanocomposites. |

|
Figure 8 Tensile strength variation in EPDM/SBR nanocomposites. |

|
Figure 9 Elongation at break variation in EPDM/SBR nanocomposites. |

|
Figure 10 Stress at 100% elongation variation in EPDM/SBR nanocomposites. |

|
Figure 11 Tear strength variation in EPDM/SBR nanocomposites. |

|
Figure 12 Hardness variation in EPDM/SBR nanocomposites. |

|
Figure 13 Rebound resilience variation in EPDM/SBR nanocomposites. |

|
Figure 14 Abrasion loss variation in EPDM/SBR nanocomposites. |

|
Figure 15 Compression set variation in EPDM/SBR nanocomposites. |

|
Figure 16 Crosslinking density variation in EPDM/SBR nanocomposites with HNTs and RH-HNTs fillers. |

|
Figure 17 Fracture surfaces of rubber and nanocomposites containing HNTs and RH-modified HNTs under tensile testing: (a) rubber blends; (b) 6 phr HNTs; (c) 10 phr HNTs; (d) 6 phr RH-HNTs; (e) 10 phr RH-HNTs filler-reinforced EPDM/SBR nanocomposites. |

The fabrication of EPDM/SBR nanocomposites involved the incorporation of both HNTs and RH-HNTs using an open mill mixer, followed by sulfur vulcanization. The subsequent examination of these nanocomposites revealed significant insights, leading to the following comprehensive conclusions:
1. The incorporation of HNTs to the EPDM/SBR nanocomposites yields multifaceted benefits. It enhances reinforcement, accelerates crosslinking reactions, and advances curing efficiency. As a result, the nanocomposites exhibit elevated torque values, an improved CRI, and reduced both ts2 and t90. This amalgamation of effects directly contributes to the remarkable enhancement of the curing features of the nanocomposites.
2. The augmentation of TS and M100 within the EPDM/SBR nanocomposites, up to a filler loading of 6 phr of HNTs, stems from a harmonious synergy of factors. These include heightened reinforcement and the efficient distribution of stress across the nanocomposite structure. However, as HNTs loading surpasses this threshold, the potential for aggregation arises, leading to compromised dispersion and subsequent degradation in mechanical performance. Through strategic modification, RH-HNTs foster robust interfacial adhesion, thus reinforcing the mechanical attributes beyond that achievable by unmodified HNTs. Remarkably, the TS and M100 of RH-modified HNTs-loaded nanocomposites escalated by a substantial 143% and 66%, respectively, in comparison to their counterparts containing unmodified HNTs.
3. The escalation of TAS, hardness, and AR within the rubber nanocomposites, with an increased HNTs content, underscores the influence of enhanced reinforcement and reduced mobility of polymer chains. Conversely, the decrement in EB, RR, and MPU arises due to impeded chain movement and the stiffness introduced by fillers. RH modification acts as a key factor in enhancing interfacial bonding between nanotubes and the rubber matrix, leading to better dispersion and more effective load transfer. This orchestrated enhancement encompasses not only particle distribution but also imparts a cohesiveness to the composite structure, thereby amplifying overall properties.
4. The progressive elevation in CS with escalating HNTs content can be attributed to the inherent compromise in polymer chain mobility and the concomitant increase in stiffness. While RH modification accentuates various properties, its impact on nanocomposite flexibility may influence CS. Favorably, a lower CS emerges as an indicator of exceptional resistance to deformation over prolonged durations, emphasizing its significance for enduring performance.
5. These nanocomposites offer significant advantages for the automotive and construction industries, where enhanced mechanical properties and resistance to environmental factors are essential. Specifically, the improved durability and mechanical performance of these blends make them well-suited for applications in seals, gaskets, and vibration dampers.
- 1. Hwang, K. S.; Jung, M. G.; Jang, S. S.; Jung, Y. W.; Lee, S. H.; Ha, K. R. Inverse Emulsion Polymerization of Water Absorbent Polymer for Strength Enhancement of Mortars. Polym. Korea 2010, 34, 434-441.
-

- 2. Drobny, J. G. Handbook of Thermoplastic Elastomers; Elsevier: Burlington, 2014.
- 3. Naseri, A. S. Z.; Jalali-Arani, A. A Comparison Between the Effects of Gamma Radiation and Sulfur Cure System on the Microstructure and Crosslink Network of (Styrene Butadiene Rubber/Ethylene Propylene Diene Monomer) Blends in Presence of Nanoclay. Radiat. Phys. Chem. 2015, 115, 68-74.
-
- 4. Zhao, J.; Ghebremeskel, G.; Peasely, J.; Neches, P. Effects of Sulfur Accelerators on the Performance of EPDM/SBR Blends. Kaut. Gummi Kunstst. 2001, 54, 223-228.
- 5. El-Nashar, D. E. The Compatibilization of EPDM/SBR Blends by EPDM-Graft-Styrene Copolymer. Polym.-Plast. Technol. Eng. 2005, 43, 1425-1441.
-
- 6. Vishvanathperumal, S.; Gopalakannan, S. Reinforcement of Ethylene Vinyl Acetate with Carbon Black/Silica Hybrid Filler Composites. Appl. Mech. Mater. 2016, 852, 16-22.
-
- 7. Senthilvel, K.; Vishvanathperumal, S.; Prabu, B.; Baruch, L. J. Studies on the Morphology, Cure Characteristics, and Mechanical Properties of Acrylonitrile Butadiene Rubber with Hybrid Filler (Carbon Black/Silica) Composite. Polym. Polym. Compos. 2016, 24, 473-480.
-
- 8. Anand, G.; Vishvanathperumal, S. Properties of SBR/NR Blend: The Effects of Carbon Black/Silica (CB/SiO2) Hybrid Filler and Silane Coupling Agent. Silicon 2022, 14, 9051-9060.
-
- 9. Hamed, G. R. Reinforcement of Rubber. Rubber Chem. Technol. 2000, 73, 524-533.
-
- 10. Hussain, F.; Hojjati, M.; Okamoto, M.; Gorga, R. E. Polymer-Matrix Nanocomposites, Processing, Manufacturing, and Application: An Overview. J. Compos. Mater. 2006, 40, 1511-1575.
-
- 11. Jia, Z. X.; Luo, Y. F.; Yang, S. Y.; Guo, B. C.; Du, M. L.; Jia, D. M. Morphology, Interfacial Interaction, and Properties of Styrene-Butadiene Rubber/Modified Halloysite Nanotube Nanocomposites. Chin. J. Polym. Sci. 2009, 27, 857-864.
-
- 12. Vishvanathperumal, S.; Gopalakannan, S. Effects of the Nanoclay and Crosslinking Systems on the Mechanical Properties of Ethylene-Propylene-Diene Monomer/Styrene Butadiene Rubber Blends Nanocomposite. Silicon 2019, 11, 117-135.
-
- 13. Vishvanathperumal, S.; Anand, G. Effect of Nanoclay/Nanosilica on the Mechanical Properties, Abrasion, and Swelling Resistance of EPDM/SBR Composites. Silicon 2020, 12, 1925-1941.
-
- 14. Vishvanathperumal, S.; Gopalakannan, S. Swelling Properties, Compression Set Behavior, and Abrasion Resistance of Ethylene-Propylene-Diene Rubber/Styrene Butadiene Rubber Blend Nanocomposites. Polym. Korea 2017, 41, 433-442.
-
- 15. Vishvanathperumal, S.; Navaneethakrishnan, V.; Gopalakannan, S. The Effect of Nanoclay and Hybrid Filler on Curing Characteristics, Mechanical Properties, and Swelling Resistance of Ethylene-Vinyl Acetate/Styrene Butadiene Rubber Blend Composite. J. Adv. Microsc. Res. 2018, 13, 469-476.
-
- 16. Vishvanathperumal, S.; Navaneethakrishnan, V.; Anand, G.; Gopalakannan, S. Evaluation of Crosslink Density Using Material Constants of Ethylene-Propylene-Diene Monomer/Styrene-Butadiene Rubber with Different Nanoclay Loading: Finite Element Analysis-Simulation and Experimental. Adv. Sci. Eng. Med. 2020, 12, 632-642.
-
- 17. Vishvanathperumal, S.; Anand, G. Effect of Nanosilica on the Mechanical Properties, Compression Set, Morphology, Abrasion, and Swelling Resistance of Sulphur Cured EPDM/SBR Composites. Silicon 2022, 14, 3523-3534.
-
- 18. Vishvanathperumal, S.; Anand, G. Effect of Nanosilica and Crosslinking System on the Mechanical Properties and Swelling Resistance of EPDM/SBR Nanocomposites with and without TESPT. Silicon 2021, 13, 3473-3497.
-
- 19. Ragupathy, K.; Prabaharan, G.; Pragadish, N.; Vishvanathperumal, S. Effect of Silica Nanoparticles and Modified Silica Nanoparticles on the Mechanical and Swelling Properties of EPDM/SBR Blend Nanocomposites. Silicon 2023, 15, 6033-6046.
-
- 20. Zhang, C.; Tang, Z.; Guo, B.; Zhang, L. Concurrently Improved Dispersion and Interfacial Interaction in Rubber/Nanosilica Composites via Efficient Hydrosilane Functionalization. Compos. Sci. Technol. 2019, 169, 217-223.
-
- 21. Fang, Q.; Song, B.; Tee, T. T.; Sin, L. T.; Hui, D.; Bee, S. T. Investigation of Dynamic Characteristics of Nano-Size Calcium Carbonate Added in Natural Rubber Vulcanizate. Compos. Part B Eng. 2014, 60, 561-567.
-
- 22. Mishra, S.; Shimpi, N. G. Mechanical and Flame-Retarding Properties of Styrene-Butadiene Rubber Filled with Nano-CaCO3 as a Filler and Linseed Oil as an Extender. J. Appl. Polym. Sci. 2005, 98, 2563-2571.
-
- 23. Ghari, H. S.; Jalali-Arani, A. Nanocomposites Based on Natural Rubber, Organoclay, and Nano-Calcium Carbonate: Study on the Structure, Cure Behavior, Static and Dynamic-Mechanical Properties. Appl. Clay Sci. 2016, 119, 348-357.
-
- 24. Bokobza, L. Multiwall Carbon Nanotube Elastomeric Composites: A Review. Polymer 2007, 48, 4907-4920.
-
- 25. Aravinth, V.; Navaneethakrishnan, V.; Vishvanathperumal, S.; Gurumoorthi, G. Effect of Modified Nanographene Oxide (mGO)/Carbon Nanotubes (CNTs) Hybrid Filler on the Cure, Mechanical, and Swelling Properties of Silicone Rubber Composites. J. Inorg. Organomet. Polym. Mater. 2024, 34, 282-301.
-
- 26. Bazli, L.; Barghamadi, M.; Shafiee, S.; Karrabi, M.; Ghoreishy, M. H. R. Investigation of Rheological, Mechanical, and Thermal Properties of Nanocomposites Based on Nitrile Rubber-Phenolic Resin Reinforced with Nanographene. J. Appl. Polym. Sci. 2021, 138, 50906.
-
- 27. Joussein, E.; Petit, S.; Churchman, J.; Theng, B.; Righi, D.; Delvaux, B. Halloysite Clay Minerals—A Review. Clay Miner. 2005, 40, 383-426.
-
- 28. Antill, S. J. Halloysite: A Low-Cost Alternative. Aust. J. Chem. 2003, 56, 723-723.
-
- 29. Levis, S. R.; Deasy, P. B. Characterisation of Halloysite for Use as a Microtubular Drug Delivery System. Int. J. Pharm. 2002, 243, 125-134.
-
- 30. Veerabadran, N. G.; Price, R. R.; Lvov, Y. M. Clay Nanotubes for Encapsulation and Sustained Release of Drugs. Nano 2007, 2, 115-120.
-
- 31. Machado, G. S.; de Freitas Castro, K. A. D.; Wypych, F.; Nakagaki, S. Immobilization of Metalloporphyrins into Nanotubes of Natural Halloysite toward Selective Catalysts for Oxidation Reactions. J. Mol. Catal. A Chem. 2008, 283, 99-107.
-
- 32. Shchukin, D. G.; Sukhorukov, G. B.; Price, R. R.; Lvov, Y. M. Halloysite Nanotubes as Biomimetic Nanoreactors. Small 2005, 1, 510-513.
-
- 33. Du, M.; Guo, B.; Jia, D. Thermal Stability and Flame Retardant Effects of Halloysite Nanotubes on Poly(propylene). Eur. Polym. J. 2006, 42, 1362-1369.
-
- 34. Du, M.; Guo, B.; Liu, M.; Jia, D. Formation of Reinforcing Inorganic Network in Polymer via Hydrogen Bonding Self-Assembly Process. Polym. J. 2007, 39, 208-212.
-
- 35. Liu, M.; Guo, B.; Du, M.; Cai, X.; Jia, D. Properties of Halloysite Nanotube–Epoxy Resin Hybrids and the Interfacial Reactions in the Systems. Nanotechnology 2007, 18, 455703.
-
- 36. Liu, M.; Guo, B.; Zou, Q.; Du, M.; Jia, D. Interactions between Halloysite Nanotubes and 2,5-Bis(2-benzoxazolyl) Thiophene and Their Effects on Reinforcement of Polypropylene/Halloysite Nanocomposites. Nanotechnology 2008, 19, 205709.
-
- 37. Ding, Y.; Zhao, J.; Liu, J. W.; Zhou, J.; Cheng, L.; Zhao, J.; Shao, Z.; Iris, Ç.; Pan, B.; Li, X.; Hu, Z. T. A Review of China’s Municipal Solid Waste (MSW) and Comparison with International Regions: Management and Technologies in Treatment and Resource Utilization. J. Clean. Prod. 2021, 293, 126144.
-
- 38. Jia, Z. X.; Luo, Y. F.; Yang, S. Y.; Guo, B. C.; Jia, D. M. Reinforcement Effect of Halloysite Nanotubes on Styrene-Butadiene Rubber. China Synth. Rubber Ind. 2008, 31, 152.
-
- 39. Ganeche, P. S.; Balasubramanian, P.; Vishvanathperumal, S. Halloysite Nanotubes (HNTs)-Filled Ethylene-Propylene-Diene Monomer/Styrene-Butadiene Rubber (EPDM/SBR) Composites: Mechanical, Swelling, and Morphological Properties. Silicon 2022, 14, 6611-6620.
-
- 40. Berahman, R.; Raiati, M.; Mazidi, M. M.; Paran, S. M. R. Preparation and Characterization of Vulcanized Silicone Rubber/Halloysite Nanotube Nanocomposites: Effect of Matrix Hardness and HNT Content. Mater. Des. 2016, 104, 333-345.
-
- 41. Rooj, S.; Das, A.; Thakur, V.; Mahaling, R. N.; Bhowmick, A. K.; Heinrich, G. Preparation and Properties of Natural Nanocomposites Based on Natural Rubber and Naturally Occurring Halloysite Nanotubes. Mater. Des. 2010, 31, 2151-2156.
-
- 42. Ismail, H.; Salleh, S. Z.; Ahmad, Z. Properties of Halloysite Nanotubes-Filled Natural Rubber Prepared Using Different Mixing Methods. Mater. Des. 2013, 50, 790-797.
-
- 43. Ismail, H.; Salleh, S. Z.; Ahmad, Z. Curing Characteristics, Mechanical, Thermal, and Morphological Properties of Halloysite Nanotubes (HNTs)-Filled Natural Rubber Nanocomposites. Polym.-Plast. Technol. Eng. 2011, 50, 681-688.
-
- 44. Liu, L.; Jia, D.; Luo, Y.; Guo, B. Preparation, Structure and Properties of Nitrile–Butadiene Rubber–Organoclay Nanocomposites by Reactive Mixing Intercalation Method. J. Appl. Polym. Sci. 2006, 100, 1905-1913.
-
- 45. Liu, Q.; Li, J.; Jiang, Y.; Cong, C.; Xu, L.; Zhang, Y.; Meng, X.; Zhou, Q. Effect of Crosslinked Structure on the Chemical Degradation of EPDM Rubber in an Acidic Environment. Polym. Degrad. Stab. 2021, 185, 109475.
-
- 46. Sundaravadivel, G.; Parthasarathy, K.; Vishvanathperumal, S.; Navaneethakrishnan, V. Effect of Complex of Resorcinol and Hexamethylenetetramine Modified Halloysite Nanotubes (RH-HNTs) on the Mechanical and Swelling Characteristics of NR/EPDM Nanocomposites. J. Polym. Res. 2023, 30, 383.
-
- 47. Arunkumar, A.; Srinivasan, D.; Vishvanathperumal, S.; Navaneethakrishnan, V. Effect of HNTs and Modified HNTs Nanotubes on the Mechanical Properties and Swelling Resistance of EPDM/SBR Rubber Blend Nanocomposites. Silicon 2023, 15, 7647-7667.
-
- 48. Srinivas, J.; Jagatheeshwaran, M. S.; Vishvanathperumal, S.; Anand, G. The Effect of Nanosilica on Mechanical and Swelling Resistance Properties of Ternary Rubber (NR/SBR/NBR) Blends Nanocomposites with and without Bis (Triethoxysilylpropyl) Tetrasulfane. Silicon 2024, 16, 1669-1688.
-
- 49. Sundaravadivel, G.; Venkataraman, S. R.; Vishvanathperumal, S.; Navaneethakrishnan, V. Influence of APTES Modified HNTs on Properties of NR/EPDM Nanocomposites. Silicon 2023, 15, 6715-6727.
-
- 50. Dhanasekar, S.; Baskar, S.; Vishvanathperumal, S. Cure Characteristics, Compression Set, Swelling Behaviors, Abrasion Resistance, and Mechanical Properties of Nanoclay (Cloisite 15A, Cloisite 20A, and Cloisite 30B) Filler Filled EPDM/NBR Blend System. J. Polym. Res. 2023, 30, 375.
-
- 51. Setyarini, P. H.; Purnomo, P.; Sulistyarini, D. H.; Asfia, A. The Effect of Addition of Waste Materials on Nitrile Butadiene Rubber to the Mechanical Properties of Roller Rubber. Key Eng. Mater. 2020, 851, 47-52.
-
- 52. Prakash, P. C.; Srinivasan, D.; Navaneethakrishnan, V.; Vishvanathperumal, S. Effect of Modified Nanographene Oxide Loading on the Swelling and Compression Set Behavior of EPDM/SBR Nanocomposites. J. Inorg. Organomet. Polym. Mater. 2023, 34, 593-610.
-
- 53. Manoj, K. C.; Kumari, P.; Rajesh, C.; Unnikrishnan, G. Aromatic Liquid Transport through Filled EPDM/NBR Blends. J. Polym. Res. 2010, 17, 1-9.
-
- 54. Sujith, A.; Unnikrishnan, G. Molecular Sorption by Heterogeneous Natural Rubber/Poly(Ethylene-Co-Vinyl Acetate) Blend Systems. J. Polym. Res. 2006, 13, 171-180.
-
- 55. Thomas, P. C.; Tomlal, J. E.; Selvin, T. P.; Thomas, S.; Joseph, K. High-Performance Nanocomposites Based on Acrylonitrile Butadiene Rubber with Fillers of Different Particle Size: Mechanical and Morphological Studies. Polym. Compos. 2010, 31, 1515-1524.
-
- 56. Flory, P. J.; Rehner, J. Statistical Mechanics of Cross-Linked Polymer Networks I. Rubber-Like Elasticity. J. Chem. Phys. 1943, 11, 512.
-
- 57. Naseri, A. S. Z.; Arani, A. J. A Comparison Between the Effects of Gamma Radiation and Sulfur Cure System on the Microstructure and Crosslink Network of (Styrene Butadiene Rubber/Ethylene Propylene Diene Monomer) Blends in Presence of Nanoclay. Radiat. Phys. Chem. 2015, 115, 68-74.
-
- 58. Noriman, N. Z.; Ismail, H. Properties of Styrene Butadiene Rubber (SBR)/Recycled Acrylonitrile Butadiene Rubber (NBRr) Blends: The Effects of Carbon Black/Silica (CB/Silica) Hybrid Filler and Silane Coupling Agent, Si69. J. Appl. Polym. Sci. 2012, 124, 19-27.
-
- 59. Govindan, K.; Ramabalan, S.; Vishvanathperumal, S.; Chockalingam, S. Influence of Halloysite Nanotubes on Mechanical and Swelling Properties of Silicone Rubber Compound. J. Polym. Res. 2023, 30, 310.
-
- 60. Pal, K.; Das, T.; Rajasekar, R.; Pal, S. K.; Das, C. K. Wear Characteristics of Styrene Butadiene Rubber/Natural Rubber Blends with Varying Carbon Blacks by DIN Abrader and Mining Rock Surfaces. J. Appl. Polym. Sci. 2009, 111, 348-357.
-
- 61. Dhanasekar, S.; Baskar, S.; Vishvanathperumal, S. Halloysite Nanotubes Effect on Cure and Mechanical Properties of EPDM/NBR Nanocomposites. J. Inorg. Organomet. Polym. Mater. 2023, 33, 3208-3220.
-
- 62. Vishvanathperumal, S.; Roy, J. V.; Anand, G.; Ramu, K. N.; Praveenkumar, S. An Investigation on the Effect of the Surface Modifications and HNTs Loading on the Cure Behaviors, Abrasion Resistance, Mechanical and Morphological Properties of NR/EPDM Nanocomposites. Silicon 2024, 16, 2267-2284.
-
- 63. Karthikeyan, M.; Sundaram, E. G.; Vishvanathperumal, S. Development of Halloysite Nanotubes Reinforced Chlorinated Ethylene Propylene Diene Monomer/Chlorinated Acrylonitrile Butadiene Rubber Blends. J. Polym. Res. 2024, 31, 169.
-
- 64. Li, X. X.; Jeong, S. Y.; Choi, E. J.; Cho, U. R. Study on Properties of Epoxidized Natural Rubber/Solution Styrene Butadiene Rubber Blend with Silica and Carbon Black in Different Filling Ratio. Polym. Korea 2019, 43, 321-326.
-
- 65. Govindan, K.; Ramabalan, S.; Vishvanathperumal, S. Enhancement of Mechanical Performance and Swelling Resistance in Silicone Rubber through Reinforcement with γ-Methacryloxypropyltrimethoxysilane-Modified Halloysite Nanotubes. J. Inorg. Organomet. Polym. Mater. 2024, 34, 2242-2259.
-
- 66. Ryu, H. J.; Cho, S. T.; Kim, Y. S.; Baeck, S. H.; Jin, S. H.; Shim, S. E. Thermal and Physical Properties of Silicone Rubber Composites Filled with Inorganic Fire-Proof Fillers. Polym. Korea 2017, 41, 425-432.
-
- 67. Jin, S. H.; Hong, J. H.; Kim, I.; Yun, J. H.; Shim, S. E. Effect of Vinyltriethoxysilane Content on Mechanical and Physical Properties of Precipitated Silica Reinforced Silicone Rubber. Polym. Korea 2011, 35, 342-349.
-
- 68. Manimaran, K.; Vishvanathperumal, S. On the Potential of Clay with Respect to Conventional Fillers (CB and SiO2) for ENR Compatibilized NR/EPDM Vulcanizates. AIP Conf. Proc. 2024, 3037, 020045.
-
- 69. Li, X. X.; Jeong, S. Y.; Choi, E. J.; Cho, U. R. Study on Properties of Epoxidized Natural Rubber/Solution Styrene Butadiene Rubber Blend with Silica and Carbon Black in Different Filling Ratio. Polym. Korea 2019, 43, 321-326.
-
- 70. Parthasarathy, K.; Vishvanathperumal, S.; Balasubramanian, T.; Anirudh, R. R. Enhancement of the Mechanical Properties of EPDM/NBR Rubbers Using Nanosilica for Seal Applications. AIP Conf. Proc. 2024, 3037, 020044.
-
- 71. Karthikeyan, K.; Damodaran, A.; Vishvanathperumal, S. Effect of Nano-Silica Surface-Capped by Bis [3-(Triethoxysilyl) Propyl] Tetrasulfide on the Cure Behaviors, Mechanical Properties, Swelling Resistance and Microstructure of Styrene-Butadiene Rubber/Acrylonitrile-Butadiene Rubber Nanocomposites. J. Polym. Res. 2024, 31, 79.
-
- 72. Li, X. X.; Cho, U. R. Study on Styrene-Butadiene Rubber Composites Reinforced by Hybrids of Chitosan and Bamboo Charcoal/Silica. Polym. Korea 2018, 42, 841-848.
-
- 73. Kumar, S. P.; Prabhakaran, G.; Vishvanathperumal, S. Influence of Modified Nanosilica on the Performance of NR/EPDM Blends: Cure Characteristics, Mechanical Properties and Swelling Resistance. J. Inorg. Organomet. Polym. Mater. 2024. DOI:10.1007/s10904-023-02985-2.
-
- 74. Nambiathodi, V.; Varghese, S.; Varghese, N. Effect of Whole Tire Reclaim on Physico-Mechanical and Thermal Properties of Carbon Black Filled Natural Rubber/Butadiene Rubber Composite. Polym. Korea 2021, 45, 688-696.
-
- 75. Jin, S. H.; Hong, J. H.; Kim, I.; Yun, J. H.; Shim, S. E. Effect of Vinyltriethoxysilane Content on Mechanical and Physical Properties of Precipitated Silica Reinforced Silicone Rubber. Polym. Korea 2011, 35, 342-349.
-

- Polymer(Korea) 폴리머
- Frequency : Bimonthly(odd)
ISSN 0379-153X(Print)
ISSN 2234-8077(Online)
Abbr. Polym. Korea - 2024 Impact Factor : 0.6
- Indexed in SCIE
 This Article
This Article
-
2024; 48(6): 677-692
Published online Nov 25, 2024
- 10.7317/pk.2024.48.6.677
- Received on Jul 9, 2024
- Revised on Aug 16, 2024
- Accepted on Aug 16, 2024
Services
- Full Text PDF
- Abstract
- ToC
- Conflict of Interest
Introduction
Experimental
Results and Discussions
Conclusions
- References
Shared
Correspondence to
- V. Sivaramakrishnan
-
Department of Mechanical Engineering, E.G.S. Pillay Engineering College, Nagapattinam, Tamilnadu – 611002, India
- E-mail: siva.vmskvpdm@gmail.com
- ORCID:
0009-0002-3182-8014
Hyecheon Building(Room 601), #354, Gangnam-Daero, Gangnam-Gu, Seoul 06242, Korea
TEL : 82-2-568-3860, 561-5203, 569-3860 FAX : 82-2553-6938 E-mail: polymer@polymer.or.kr