





- Investigation of the Effect of Fiber on the Morphological and Mechanical Properties of Chopped Cissus Quadrangularis/Sugarcane Fiber-reinforced Hybrid Composites for Sustainable Applications
Veeramalai Chinnasamy Sathish Gandhi†
 , Narayanan Sreeraman* , Radhakrishnan Kumaravelan** , and Thirugnanasambandan Surendiran***
, Narayanan Sreeraman* , Radhakrishnan Kumaravelan** , and Thirugnanasambandan Surendiran*** Department of Mechanical Engineering, University College of Engineering, BIT Campus, Anna University, Tiruchirappalli - 620024, Tamilnadu, India
*Business Development Department, TEFUGEN Technologies Private Limited, Tiruchirappalli - 620015, Tamilnadu, India
**Department of Mechanical Engineering, Velalar College of Engineering and Technology, Erode - 638012, Tamilnadu, India
***Department of Chemistry, University College of Engineering Ariyalur, Ariyalur - 621704, Tamilnadu, India- Chopped Cissus Quadrangularis/사탕수수 섬유 강화 하이브리드 복합재의 지속 가능한 응용 분야를 위한 형태학적 및 기계적 특성에 대한 섬유의 영향 연구
Reproduction, stored in a retrieval system, or transmitted in any form of any part of this publication is permitted only by written permission from the Polymer Society of Korea.
The utilization of natural fibers in composites as substitutes for synthetic fibers is gaining traction due to their comparable mechanical properties, cost-effectiveness, and resilience to environmental factors. This study investigates Cissus quadrangularis fibres (CQF) and sugarcane fibers (SF) as potential alternatives for glass, aramid, or carbon fibers in composites. Mechanical tests such as tensile strength, flexural strength, and impact resistance were conducted on hand lay-up method prepared composites. The significant improvements in strength, with a notable 15.76 MPa increase in tensile strength and a commendable flexural strength of 32.01 MPa for specific fiber compositions. Drop weight testing revealed robustness, with composites sustaining a maximum force of 44N. Preliminary results indicate that the combination of Cissus quadrangularis (CQ) and sugarcane fibers in composite materials can achieve a balance between strength and sustainability. The comparison study shows that the CQF reinforced with Sugarcane fiber and epoxy resin give high tensile and flexural strength than the Cissus quadrangularis powder (CQP) with unsaturated Polyester. It is observed that no significant variation in impact strength for both Fiber and Powder Composites of CQ.
The utilization of natural fibers in composites as substitutes for synthetic fibers is gaining traction due to their comparable mechanical properties, cost-effectiveness, and resilience to environmental factors. This study investigates Cissus quadrangularis fibres (CQF) and sugarcane fibers (SF) as potential alternatives for glass, aramid, or carbon fibers in composites. Mechanical tests including tensile strength, flexural strength, and impact resistance were conducted on hand lay-up prepared composites. The significant improvements in strength, with a notable 15.76 MPa increase in tensile strength and a commendable flexural strength of 32.01 MPa for specific fiber compositions. Drop weight testing revealed robustness, with composites sustaining a maximum force of 44N. Preliminary results indicate that the combination of Cissus quadrangularis and sugarcane fibers in composite materials can achieve a balance between strength and sustainability. The study shows that the composite containing 40 wt% CQF exhibited a significant 9.32% increase in hardness compared to the 100 wt% CQF composite.
Keywords: cissus quadrangularis fibre, sugarcane fibre, mechanical properties, building materials, scanning electron microscopy.
Thanks to the financial support of M/s. Dassault Systèmes LA Foundation for this research work carried out under the sponsored research project scheme (ID Number: IN-2020-011). And also work supported by Department of Mechanical Engineering, University College of Engineering, BIT Campus, Anna University, Tiruchirappalli, Tamilnadu, India.
The authors declare that there is no conflict of interest.
There has been an increasing focus on creating innovative composite materials that have improved mechanical qualities and sustainability in recent years.1-3 Utilizing natural fibers as reinforcement in polymer matrices has become a viable approach, providing a harmonious combination of performance and environmental sustainability.4-6 Sugarcane fibers (SF) and Cissus quadrangularis fibres (CQF) have garnered significant interest within the realm of natural fibers owing to their distinctive characteristics and widespread accessibility.7 SF, derived from the residue of sugarcane production, is characterized by its lightweight nature, high strength, and renewability.8-10 On the other hand, CQF, sourced from the medicinal plant Cissus quadrangularis, possesses inherent mechanical strength and biodegradability.11 The integration of these fibers with epoxy resin results in the formation of a composite material that exhibits promise in meeting the need for environmentally friendly alternatives in many engineering contexts.12–15 The primary objective of this work is to examine the mechanical properties and morphological aspects of epoxy composites that have been reinforced with SF and CQF techniques. The synergistic effects arising from the combination of these natural fibers like kenaf, hemp, etc., with epoxy resin are anticipated to result in composites with improved mechanical strength, stiffness, and thermal stability.42 In recent years, the demand for sustainable materials has led to significant innovations in composite technology, particularly through the use of natural fibers as reinforcement in polymer matrices. This approach offers a harmonious combination of performance and environmental sustainability, providing a viable alternative to traditional synthetic materials. Among these natural fibers, SF and CQF have garnered significant attention due to their unique mechanical properties and widespread availability. SF, a byproduct of sugarcane processing, is lightweight, strong, and renewable, making it an ideal candidate for composite reinforcement. Similarly, CQF, sourced from the medicinal plant Cissus quadrangularis, is known for its mechanical strength and biodegradability, contributing to the growing interest in sustainable materials. The integration of these fibers with epoxy resin results in composites that not only demonstrate improved mechanical strength, stiffness, and thermal stability but also offer an environmentally friendly alternative for various engineering applications. This research aims to explore the mechanical properties and morphological aspects of epoxy composites reinforced with SF and CQF, with the goal of advancing sustainable materials in industries such as automotive, construction, and packaging. The findings hold significant promise, as the composites could contribute to reducing the environmental impact of conventional materials, offering a sustainable solution to the pressing need for eco-friendly alternatives in the modern world. Moreover, the ongoing research into surface modifications and fiber treatment techniques further enhances the potential of these composites, positioning them as a key player in the future of material science.
The findings of this study are of great importance in the field of sustainable materials, as they provide valuable insights into the possible uses of SF and CQF reinforced epoxy composites in several industries, including automotive, construction, and packaging. With the increasing need for eco-friendly materials, composites have emerged as a promising alternative due to their utilization of renewable resources and their ability to mitigate the environmental consequences associated with conventional composite materials.
Background and Motivation. The increasing awareness of environmental issues has led to significant research into composite materials, driven by the need for sustainable options.16-20 Traditional composites often rely on synthetic fibers, which can raise environmental concerns during both production and disposal.20-24 In response, natural fibers have emerged as eco-friendly alternatives for reinforcing polymer matrices.25-29 This study seeks to optimize the use of these natural fibers in combination with epoxy resin, a versatile matrix.30 In existing literature, natural fiber-reinforced polymer composites have gained attention for their potential to provide sustainable alternatives.31,32 Various fibers such as jute, flax, sisal, and bamboo have undergone extensive investigation due to their ability to enhance mechanical properties compared to epoxy composites without reinforcement.33,34 Incorporating recyclable and biodegradable reinforcements like fly ash, sugarcane fiber, and waste been shown to significantly improve mechanical strength and sustainability.35,36 Microscopic studies employing techniques such as SEM have offered valuable insights into the morphology and interfacial bonding within these composites, which are crucial for ensuring effective load transfer and overall composite performance.37 The fabrication of the composite material involved the incorporation of fibers with varying weight percentages in the form of powder. Extensive research was conducted to characterize the material and investigate its mechanical properties.38 Ongoing research to enhance mechanical stability through adjustments in fiber treatment and resin formulations underscore the continuous pursuit of improved performance and sustainability in composite materials potential flaws within the composite.39,40
In recent years, advancements in the treatment of natural fibers, such as alkali and silane treatments, have shown promising results in enhancing the fiber-matrix interface, leading to improved mechanical performance and durability of natural fiber composites. These improvements not only enhance the material's strength but also contribute to its environmental benefits, as natural fibers sequester carbon during their growth phase, reducing the overall carbon footprint of composites. Hybrid composites, combining natural fibers with synthetic materials or other bio-based components, have gained attention as they offer a balance between sustainability and performance, addressing the challenges of achieving both mechanical strength and eco-friendliness. The impact of different processing methods, including injection molding, compression molding, and resin infusion, is another area of focus, as these methods influence fiber dispersion and void content, which in turn affect the final properties of the composite. Furthermore, the recyclability and reusability of natural fiber composites are being explored, with strategies for mechanical and chemical recycling emerging as key approaches to improve their sustainability in a circular economy. Researchers are also focusing on the development of hybrid resins, such as bio-based epoxy resins, to further enhance the sustainability of these materials without compromising on mechanical performance. However, challenges remain, particularly regarding moisture absorption, thermal stability, and long-term durability, which continue to be addressed through innovations in fiber treatment, resin formulations, and protective coatings. The growing interest in natural fiber composites is driving their application in various industries such as automotive, aerospace, and construction, but meeting the stringent performance standards of these sectors is an ongoing challenge. Looking ahead, research is moving towards understanding the long-term performance of these composites under real-world conditions, including factors like UV exposure and temperature fluctuations. Life cycle assessments (LCA) are also being integrated to evaluate the environmental impact of these materials from production to disposal, helping manufacturers make more sustainable material choices. As the demand for sustainable materials rises, the development of industry standards and certifications for natural fiber composites will be crucial in enabling their widespread adoption.
Materials and Methods. Selection and Preparation of CQF and SF: CQF sourced from Lalgudi, Tamilnadu, India, and SF from Tiruchirappalli, Tamilnadu, India, are crucial components in natural fiber-reinforced epoxy composites. CQF's selection considers factors like length, diameter, and cleanliness to ensure optimal mechanical properties. Similarly, SF selection prioritizes length, diameter, and uniformity, with thorough cleaning necessary to remove impurities and sugars. Thoroughly preparing both fibers is crucial to optimize their performance when paired with epoxy matrices.
Fiber Extraction and Processing: Extraction involves harvesting plant stems or vines, followed by a retting process to separate fibers from the plant material. Retting can be done mechanically or through microbial action. After extraction, fibers are cleaned, washed, and dried to remove impurities and moisture, ensuring a clean material for composite integration. Sugarcane fibers are typically extracted through milling or crushing, followed by cleaning and drying to reduce moisture content and ensure optimal adhesion with the composite matrix.
Surface Treatment. Both types of fibers may undergo surface treatment to enhance their compatibility with the epoxy matrix. Treatment methods encompass chemical treatments, such as alkaline treatment, or the utilization of coupling agents to alter the fiber surface and enhance adhesion with the resin. In order to address potential issues associated with the inherent hydrophilicity of natural fibers and establish a robust interfacial contact between the fibers and epoxy matrix, surface modification plays a crucial role.
Epoxy Resin Selection and Preparation: The process of choosing and preparing epoxy resin for composites reinforced with natural fibers necessitates meticulous evaluation of factors such as compatibility, curing mechanism, thermal stability, and flexibility. The process of formulating, treating the surface, and characterizing the resin matrix is crucial in order to create a resin matrix that enhances the mechanical and thermal properties of CQF and SF reinforcements. This finally results in the creation of high-performance and environmentally friendly composites.
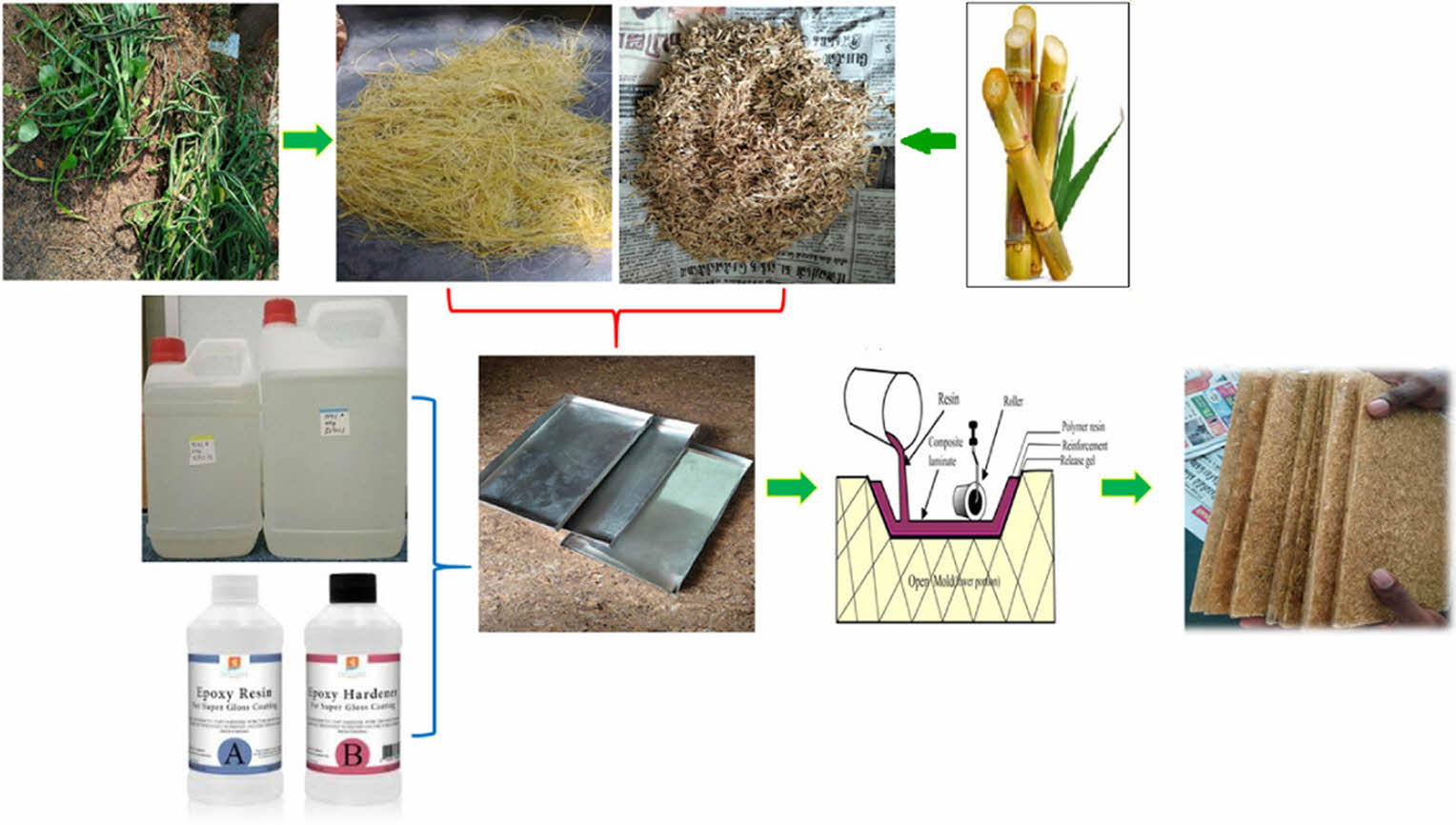
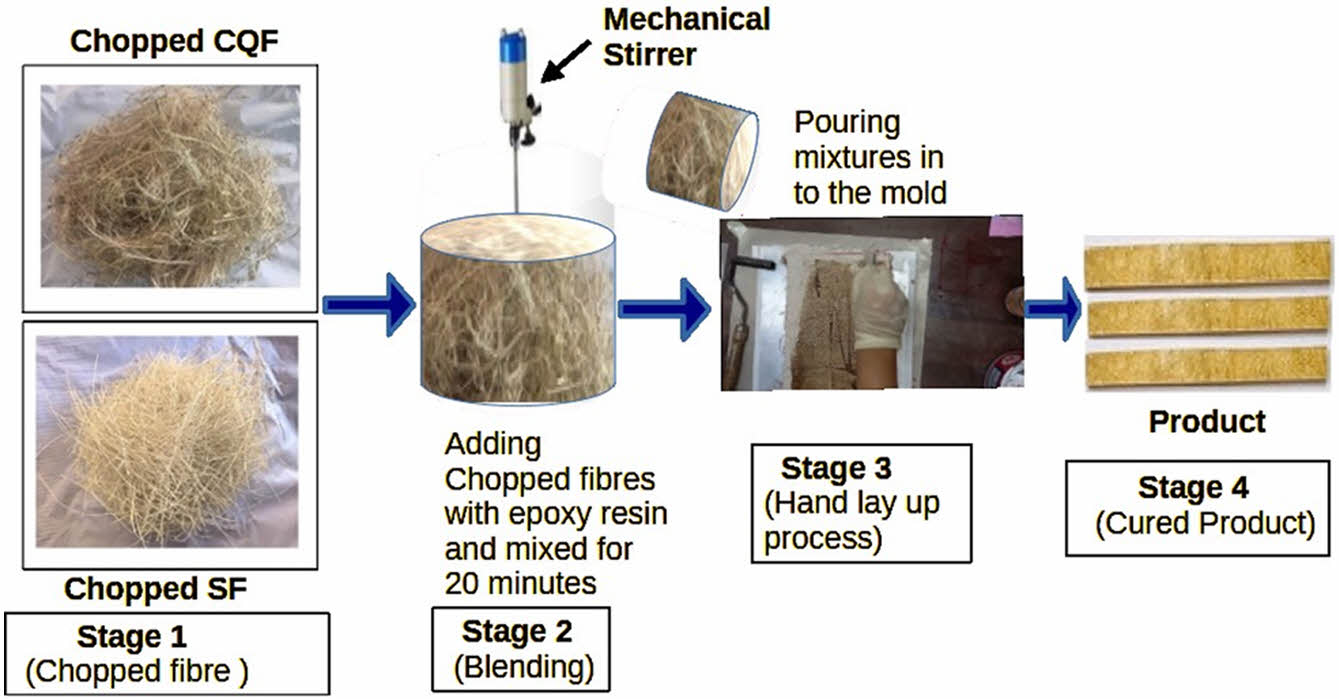
Composite Fabrication Process: A mixture is prepared by combining epoxy resin LY556 and hardener HY951 in a ratio of 10:1 is shown in Table 1. The production of epoxy composites reinforced with natural fibers, as depicted Figure 1, entails a sequence of stages aimed at achieving adequate impregnation of fibers with epoxy resin and the creation of a uniform and structurally robust material. The fibers exhibit a state of cleanliness, dryness, and absence of contaminants. The presence of any remaining impurities can have a detrimental effect on the bonding between fibers and epoxy resin.
Remove entrapped air by subjecting the epoxy resin mixture to vacuum degassing. This ensures a homogeneous and bubble-free resin matrix. The hand layup technique is performed manually and applying layers of resin-impregnated fibers in a mould with a dimension of 250 × 25 × 10 mm respectively.
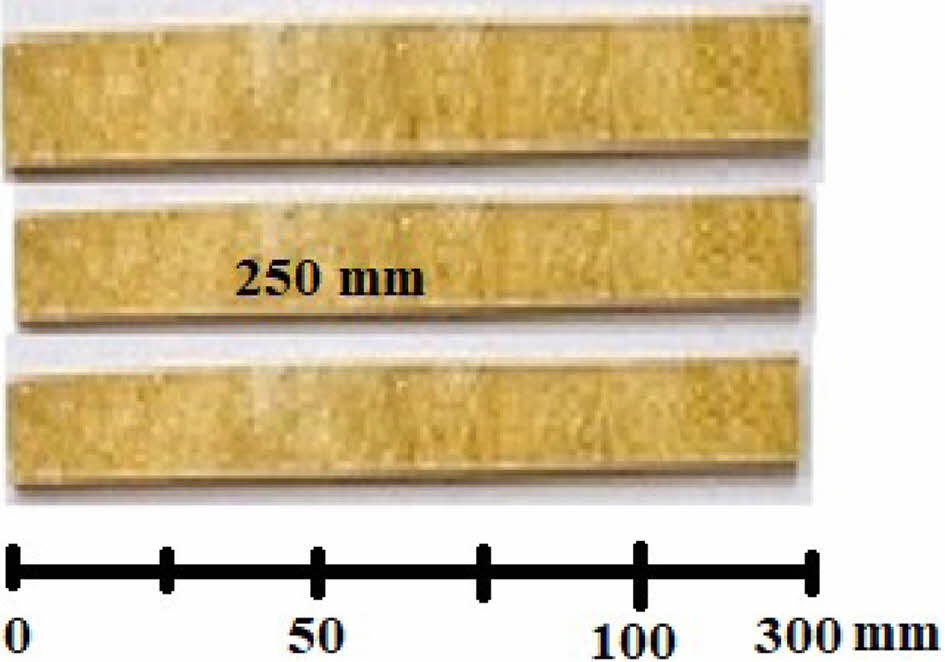
Allow the impregnated fibers to cure for 24 hours in ambient curing. Monitor and control curing conditions, including temperature and duration. After curing, de-mould the composite from the mould. Carefully remove excess material and trim the edges to achieve the desired shape and dimensions are shown in Figure 2.
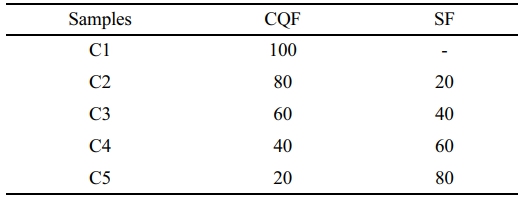
Mechanical Tests. Table 2 provides a summary of the fabrication process for fiber composite details and the corresponding test matrix. Thin, flat composite pieces with a nominal thickness of 10 mm were created from epoxy resin using a manual insertion technique. These samples underwent curing at room temperature for approximately 24 hours at 30 ℃. Tensile and three-point bending tests were conducted using a Universal Testing Machine (UTM-4000) with a nominal test speed of 0.5 mm min-1.
Tensile specimens were loaded from both ends. For impact testing, composite samples were subjected to an Izod impact machine. The impact test specimens had nominal dimensions of 75 mm × 10 mm × 10 mm. Rectangular steel plates with a 76 mm round hole compressed the samples on all sides, and the center of each sample was perforated with a hemispherical cup with a diameter of 12.7 mm, carrying an approximate mass energy of the cross of 5.2 kg. This process determined the impact energy applied to each composite.
Microscopic Analysis. The microstructure of the composite is analyzed using scanning electron microscopy (SEM), with a specific emphasis on the fiber-matrix interface and fiber distributions. The specimens undergo a process of sputter-coating with a thin layer of gold, followed by examination within a ZEISS Evo® LS10 scanning electron microscope operating at an accelerating voltage of 20 kV. This methodology provides significant insights into the mechanical properties and structural soundness of epoxy composites reinforced with natural fibers, hence enabling their utilization across diverse domains.
|
Figure 1 Manufacturing stages of fiber composites CQF/SF. |
|
Figure 2 Manufactured composite sample CQF/SF. |

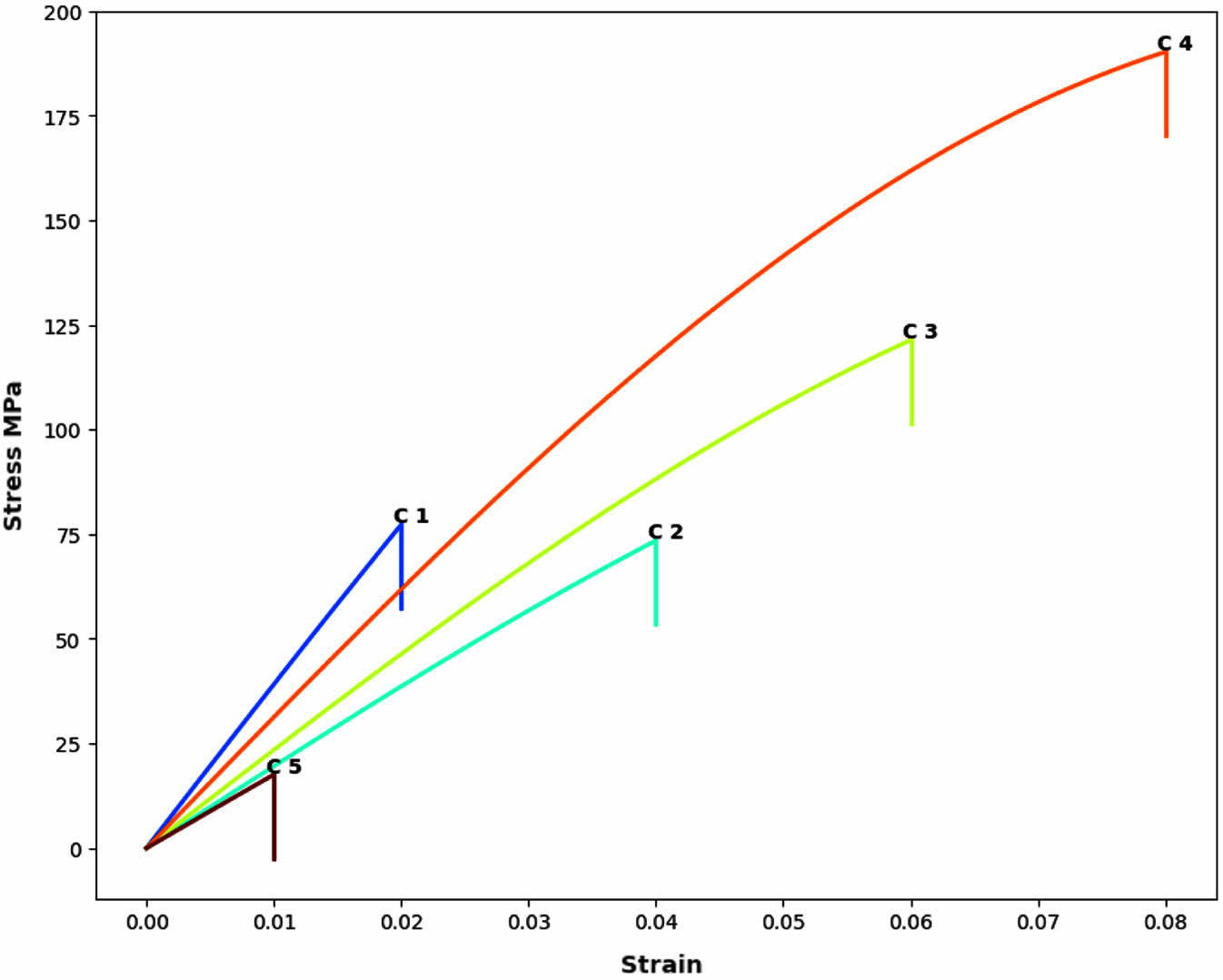
The stress–strain characteristics curve depicted in Figure 3 illustrates the brittle tensile failure typical of fiber-reinforced composites. Thermosetting fiber composites generally display similar stress–strain behaviour. Initially, the composite shows linear behaviour during loading, followed by a non-linear phase before reaching maximum tensile strength, culminating in a sudden stress drop. The transition from linear to non-linear behaviour typically occurs at a tensile strain level of around 0.2% for these composites.
The stress-strain curve serves as a representation of the correlation between applied stress and resulting strain in a material. For composite materials, this behaviour depends on factors such as fiber type, orientation, matrix material, and manufacturing process. Natural fibers like CQF and SF act as reinforcements, contributing to the stress-strain curve's characteristics, including moderate initial resistance, followed by some plastic deformation prior to failure.
The selection and preparation of fibers, matrix material, and the manufacturing process all significantly influence the specific shape of the stress-strain curve for each composite material. In a fiber-reinforced composite (C1, C2, C3, C4, and C5), the stress-strain curve reflects distinct mechanical properties due to variations in composite proportion, allowing for minimal energy absorption before failure. The fibers offer initial resistance, impeding excessive deformation. As stress increases, the composite may undergo plastic deformation, with the C4 sample likely exhibiting a notably high tensile strength due to inherent fiber properties. This characteristic enables the material to absorb a considerable amount of energy before failure, making it suitable for applications requiring impact resistance.
Mechanical Properties Results and Interpretation. Once mechanical testing is conducted on natural fiber-reinforced epoxy composites, the obtained results offer valuable insights into the material's performance. Interpretation of these results involves understanding key parameters such as tensile strength, flexural properties, impact resistance, compression strength, and more. Here, we discuss common mechanical properties and how to interpret their results.
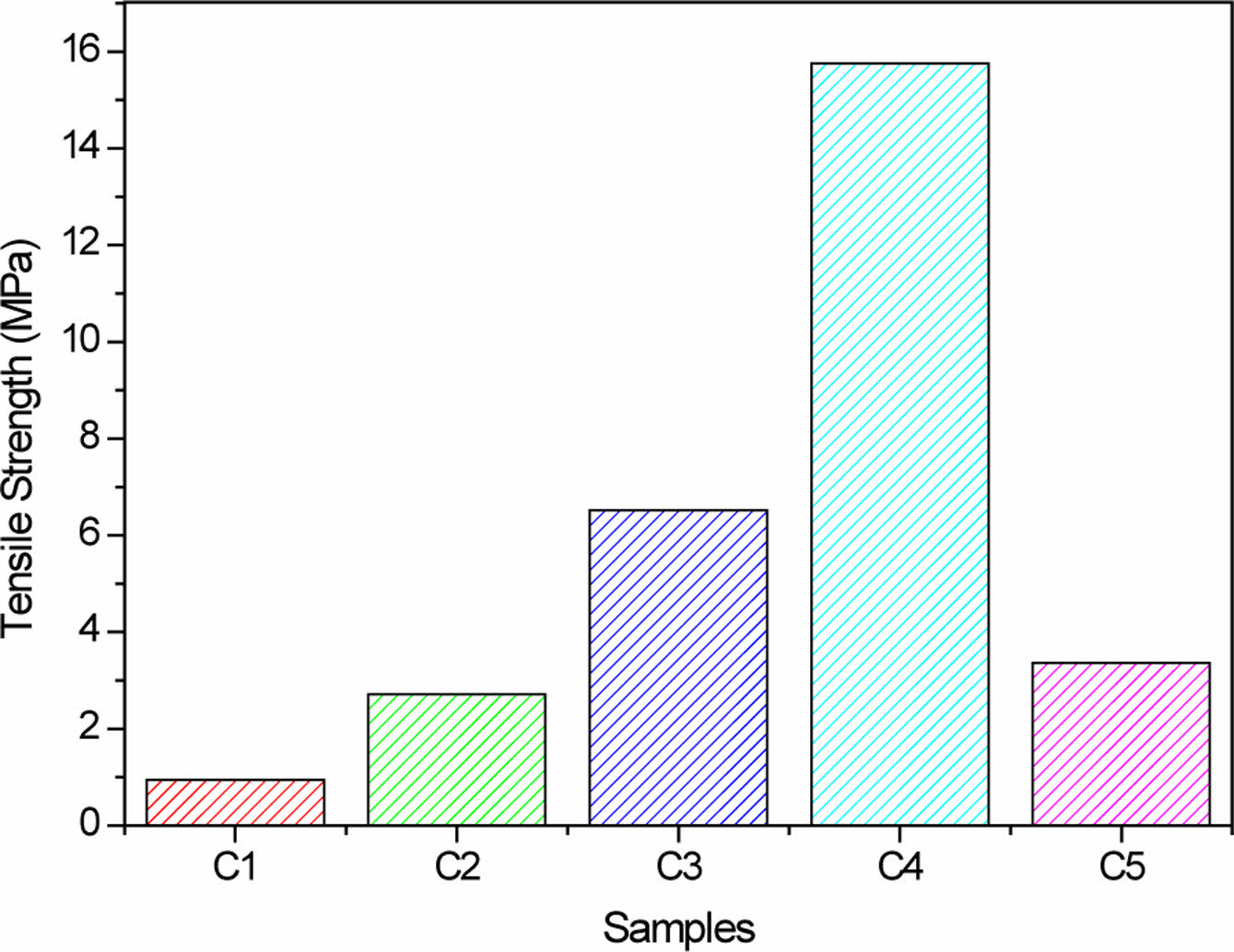
Tensile Strength: Tensile strength represents the maximum load the composite can withstand in tension before failure. Tensile modulus indicates the material's stiffness. Higher tensile strength suggests better resistance to stretching forces. A higher modulus signifies increased stiffness, relevant in applications where dimensional stability is critical.
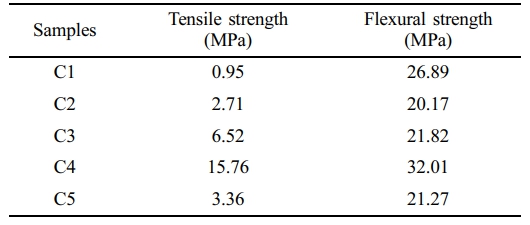
The tensile strength results of fiber composites are presented in Table 3, with each sample subjected to the ASTM D3039 test using a universal testing machine. Figure 4 illustrates that the C4 fiber composite exhibits the highest tensile strength at 15.76 MPa, likely attributed to an exceptional covalent bond within the epoxy matrices. The incorporation of 20% and 40% CQF in samples C3 and C5 results in tensile strengths of 6.52 MPa and 3.36 MPa, respectively. In contrast, samples C1 and C2 of the fiber composite display lower tensile strengths at 0.95 MPa and 2.71 MPa, respectively.
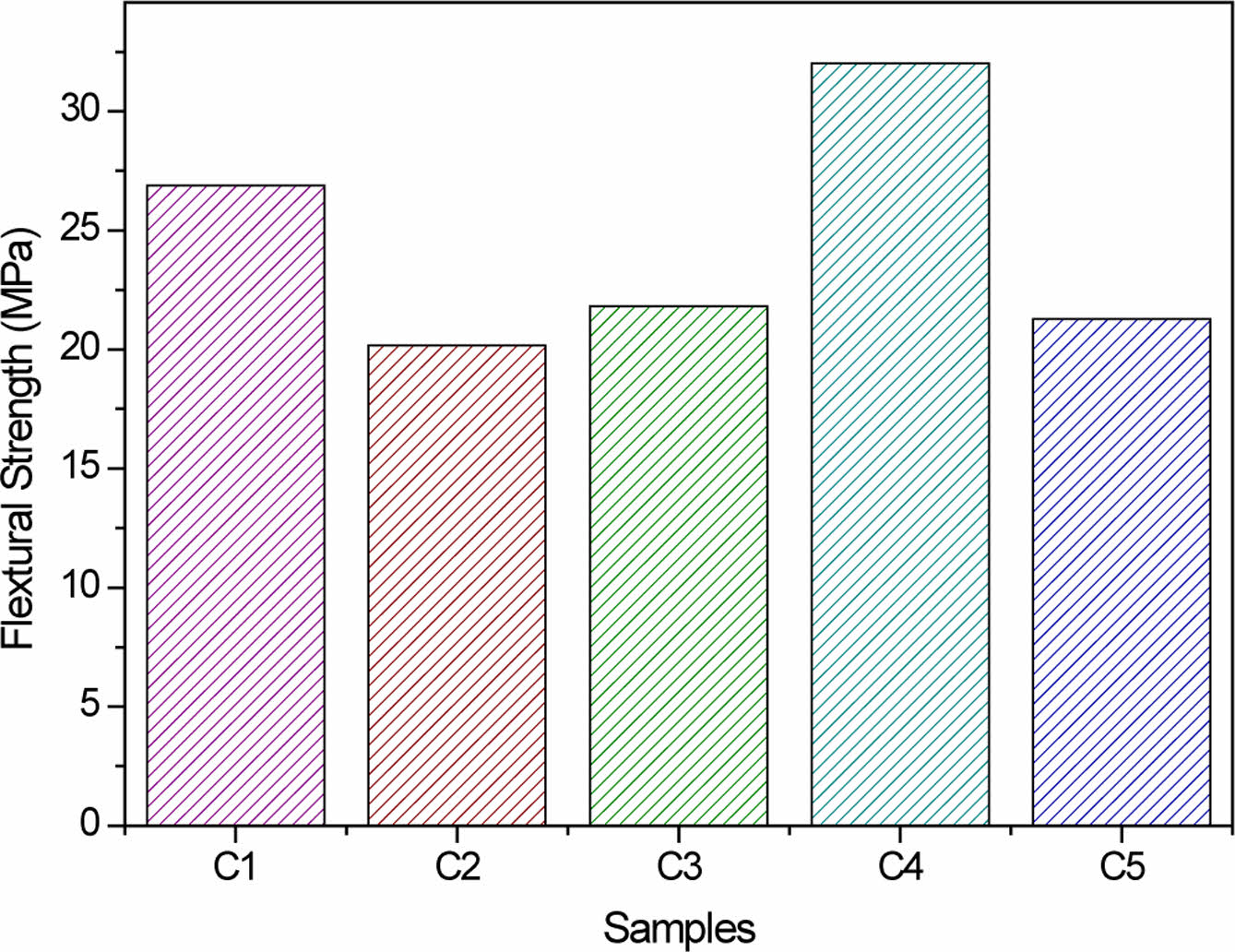
Flexural Strength: Flexural strength characterizes the maximum stress a material can endure when subjected to bending, while flexural modulus indicates the material's resistance to deformation during bending, reflecting increased stiffness and rigidity. A higher flexural strength suggests better resistance to bending loads. The bending strength of fiber composites (C1, C2, C3, C4, and C5) was evaluated through a three-point bending test following ASTM D790 standards.
The flexural test assesses a composite's bending strength and its maximum bending capacity before failure, achieved by incrementally applying load. For the C1 composite, the flexural strength recorded was 26.89 MPa, while C3 and C5 composites exhibited values of 21.82 MPa and 21.27 MPa, respectively. The C4 fiber composite demonstrated the highest flexural strength at 32.01 MPa, attributed to the elastic nature of fibers in resin, significantly enhancing bending strength. Conversely, the C2 sample displayed a minimal flexural strength of 20.17 MPa, as poor bonding between fibers and resin was observed, as depicted in Figure 5.
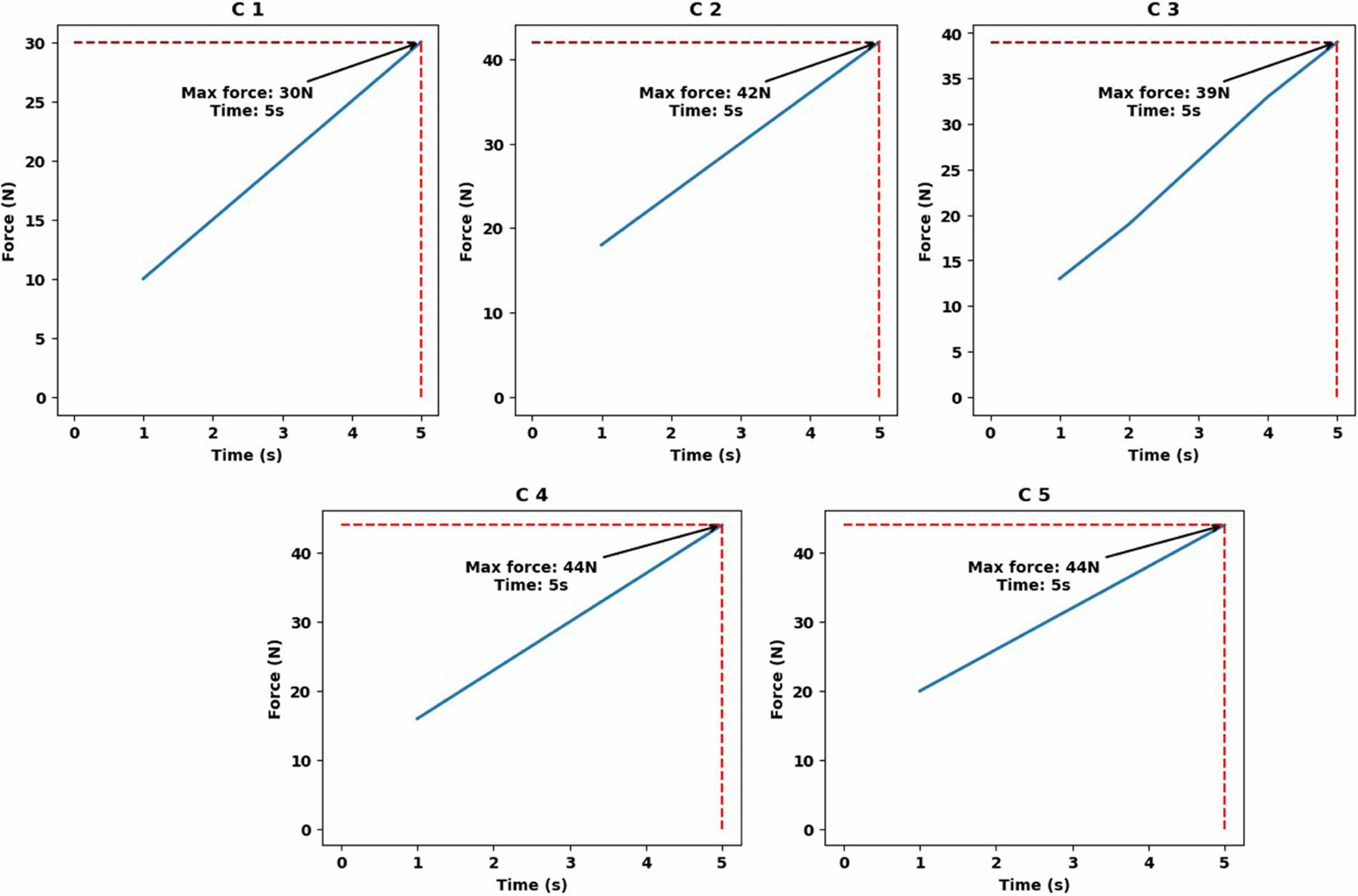
Impact Resistance: The ability of a material to absorb energy during sudden loading is reflected in its impact resistance. A higher impact resistance indicates better toughness, which is crucial for applications where the material may experience sudden forces or impacts. The impact test for various fiber composites illustrates the force over time, featuring a dotted line at the maximum force point in both the x and y directions. Additionally, it marks the value of the maximum force along with its corresponding time, offering a comprehensive overview of the impact test results for different fiber composites. The un-notched Izod impact test is a singular test that assesses the shear resistance of a material when subjected to a pendulum swing.
Izod impact refers to the amount of kinetic energy needed to start and maintain fracture until the specimen breaks. In the present context, impact strength refers to the capacity of a material to endure abrupt impact loads. The evaluation of the impact strength of composites is conducted in accordance with the ASTM D256 standard protocol, which offers valuable information regarding the toughness characteristics of the composites.
From Figure 6, C4 and C5 fiber composites require a maximum force of 44N and a time of five seconds to break. The impact absorbed by these composites is attributed to their flexibility and the interaction between fibers and resin. The resin's better adhesion plays a key role in holding the bond between fibers, providing enhanced strength to the fiber. C1 fiber composite necessitates a minimum force of 30N and a time of five seconds to break. As for C2 and C3 composites, they withstand maximum forces of 42N and 39N, respectively, with each fiber composite requiring five seconds for breakage.
Compression Strength: Compression strength refers to the maximum load a material can bear under compression before experiencing failure. A high compression strength is crucial for applications involving crushing or compression forces, particularly in load-bearing components.
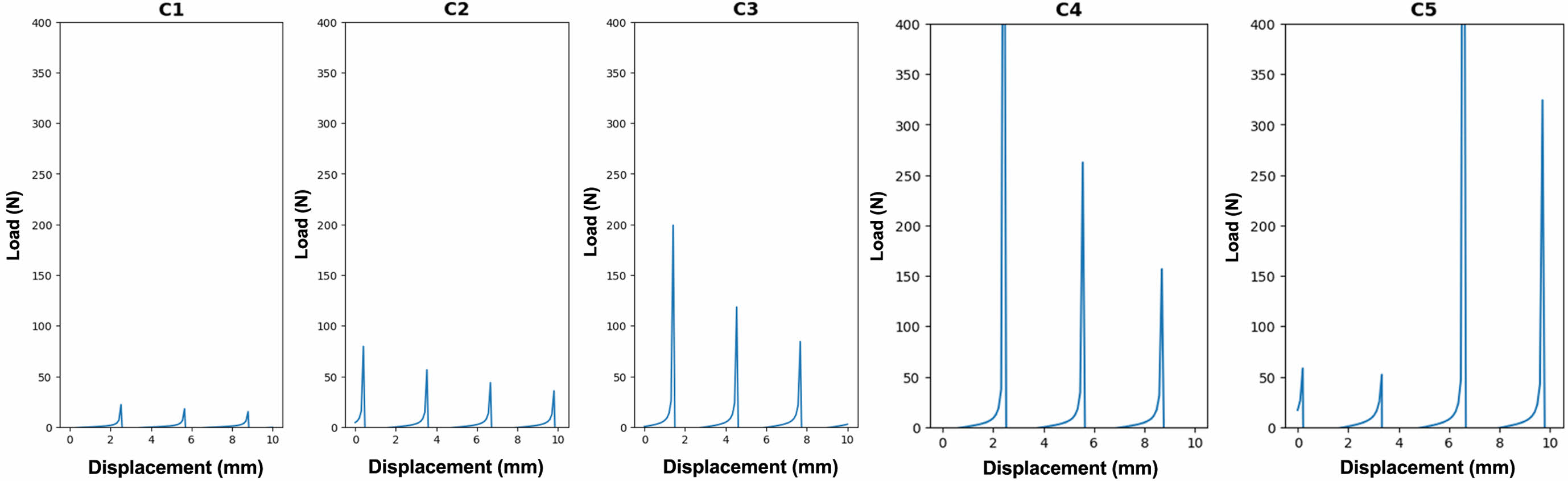
In Figure 7, the Flexural load and the corresponding crosshead displacement of the fiber composites are illustrated. The C4 and C5 fiber composites exhibit a maximum Flexural strength of 400 N, resulting in a 1.5 mm crosshead displacement. This indicates superior compressive strength compared to other composites. The C1 fiber composite can only withstand a load of less than 50 N due to a low interlinking bond between fibers and resin. The C2 fiber composite can handle a load ranging between 50 to 100 N, while the C3 fiber composite shows a load variation between 0 N to 200 N, highlighting a weakness in the strength and bond between the matrix and reinforcement.
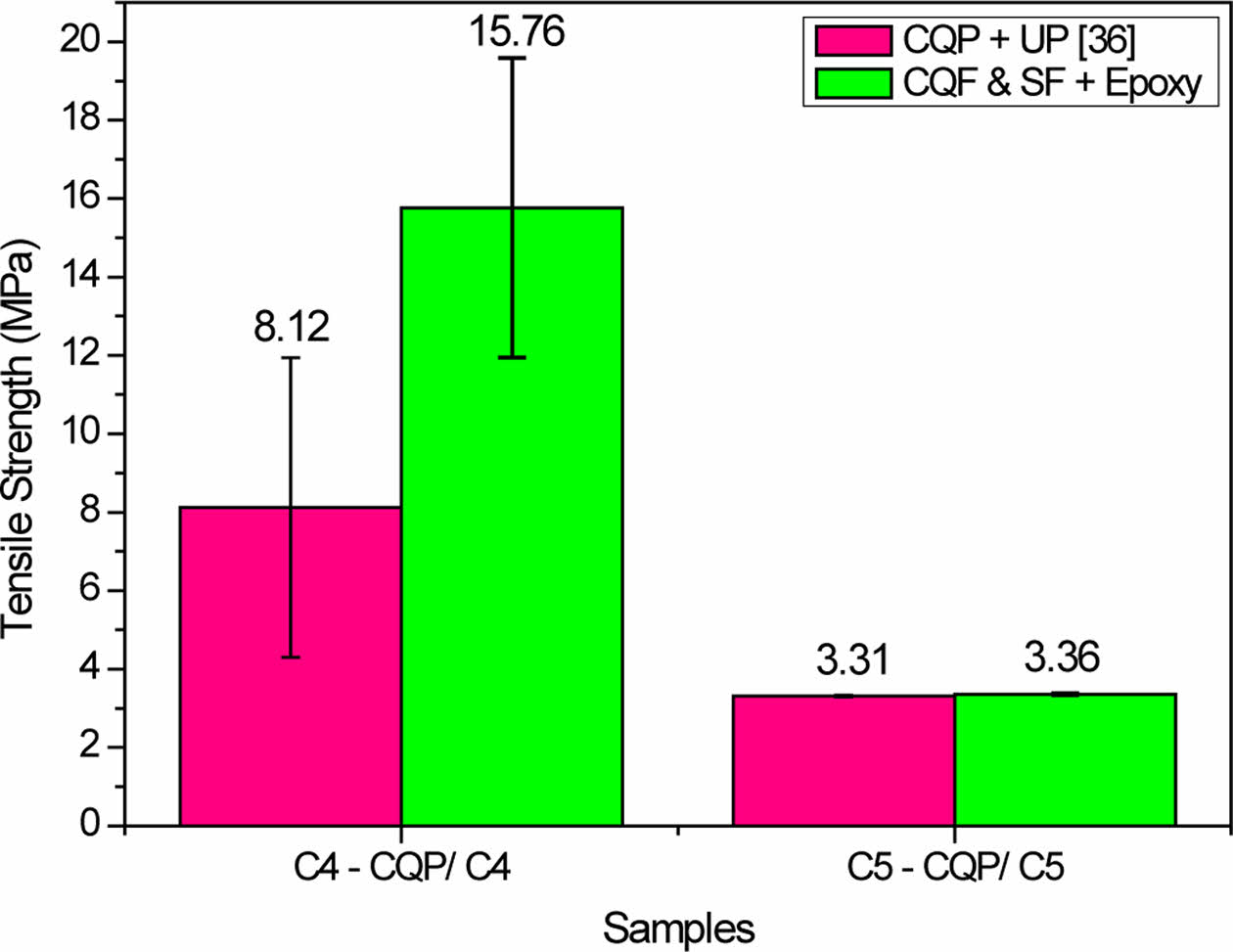
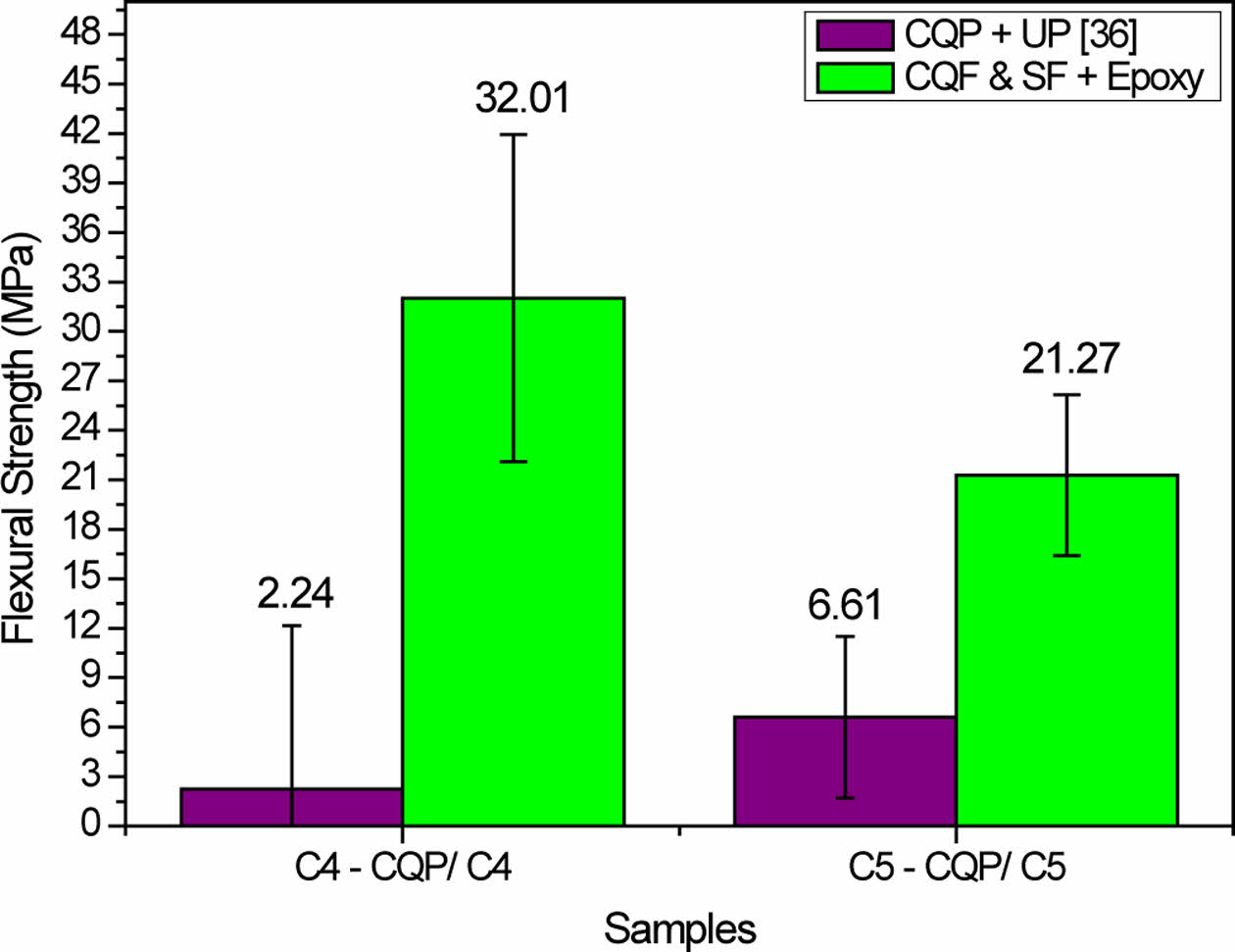
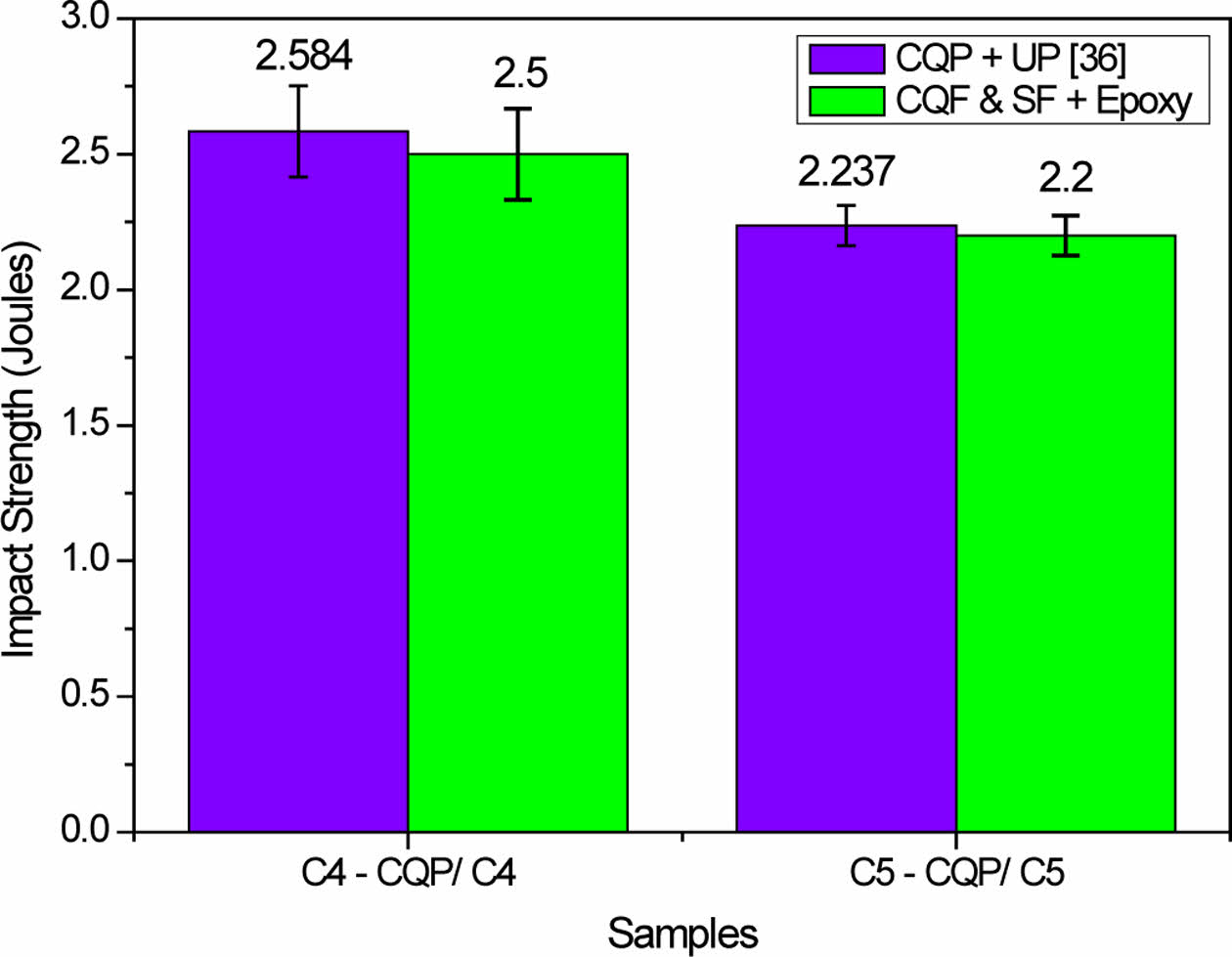
Comparison Study of CQF/SF and CQ Powder(CQP)/ Unsaturated Polyester(UP) Composite. The study has been extended to verify 40% CQ/SF (Specimen C4) and 20/% CQ/SF (Specimen C5) composition with epoxy and the mechanical properties of published results36 of CQ Powder (CQP) with unsaturated Polyester (UP) has been compared.
The various parameters such as tensile strength, flexural strength and impact strength are compared for only an optimum result that have been derived in the Table 4.
Figure 8, 9, and 10 shows the tensile, flexural and Impact strength of the CQ fiber and powder composites respectively. It is observed that the tensile and flexural strength of chopped CQ Fiber and sugar cane fiber composites with epoxy enhanced the mechanical properties comparatively with CQ powder with Unsaturated Polyester composites. In the aspect of impact strength more are less both CQ fiber and CQ Powder composites are exhibits same level of performance.41
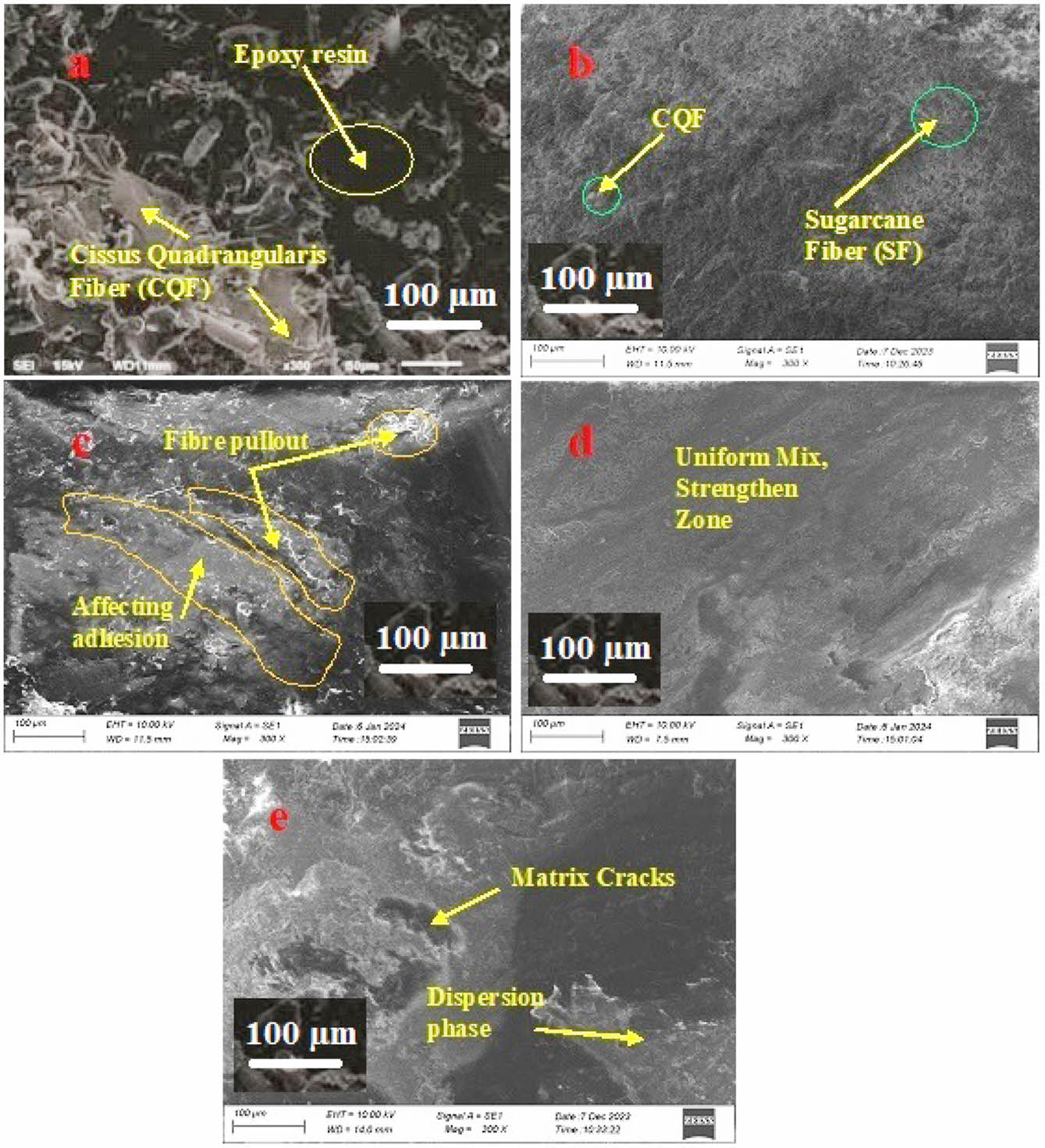
Morphological Studies Findings. Analysis at the microscopic level has unveiled crucial insights into the internal composition, distribution of fibers, and failure mechanisms within the composite. The examination of microstructures is instrumental in gauging the efficacy of the fiber-matrix interface. The scrutiny of the CQF/SF composite material has brought to light various imperfections, including voids, porosity, and delamination, all of which have compromised its overall strength. Surface examination has provided valuable information on diverse failure processes such as fiber pullouts, matrix cracking, and fiber dispersions.
The scanning electron microscope (SEM) results for the C1 sample distinctly reveal an adhesion gap between the CQF and the epoxy resin. Conversely, in the C2 sample, the CQF and SF fibers are intricately bound together, showcasing their appearances as reinforcements in composite materials. Sample C4 displays a homogeneous mixture of matrix and reinforcement, resulting in a well-strengthened material. On the other hand, the interaction between the epoxy resins binding the reinforcement in sample C3 is heterogeneous, leading to noticeable adhesion issues and fiber pullouts. The primary cause of failure in sample C5 can be attributed to higher matrix cracks and dispersion phase. Morphological analysis has shed light on critical aspects such as fiber-matrix interfacial bonding, fiber breaking, and potential
flaws within the composite.37 The SEM images depicting the CQF/SF composite are presented in Figure 11.
Novelty and Findings. a. First-time use of Cissus Quadrangularis and sugarcane fibers in hybrid composites.
b. Improved fiber-matrix bonding through alkali treatment.
c. Enhanced mechanical properties (tensile, impact, flexural) over single-fiber composites.
d. Lightweight, eco-friendly, and sustainable material development.
e. Suitable for automotive, construction, and packaging applications.
f. Cost-effective use of natural fibers for eco-friendly composites.
|
Figure 3 Failure analysis of sample composite. |
|
Figure 4 Tensile strength of the prepared composite samples. |
|
Figure 5 Flexural strength of the fiber composite samples. |
|
Figure 6 Impact on prepared composite samples. |
|
Figure 7 Effect on samples during flexural analysis |
|
Figure 8 Comparison of Tensile strength of prepared composites with CQP/UP. |
|
Figure 9 Comparison of flexural strength of CQ composite samples. |
|
Figure 10 Comparison of impact strength of CQ composites. |
|
Figure 11 SEM images of prepared samples. |

The composites were formed through a manual hand-lay moulding process, utilizing Cissus Quadrangularis Fiber (CQF) and Sugarcane fiber (SF) with Epoxy resin as the reinforcing material. These samples were designated as C1, C2, C3, C4, and C5.To assess the mechanical properties, the composites underwent testing for tensile, flexural, and impact strength, while morphological studies were conducted on the samples. Among the composites, C4 (CQF40:SF60) exhibited the highest tensile strength, flexural strength, impact strength attributed to reduced porosity and strong bounding between the composite elements. The addition of epoxy resin enhanced the flexural behaviour by introducing elastic properties to the composite. It is concluded that the CQF/SF with epoxy composites having good tensile and flexural strength than the CQ Powder with Unsaturated Polyester composites.
Morphological analysis of the CQF/SF composites exposed significant flaws, such as voids and delamination, negatively impacting their strength. Scanning electron microscopy (SEM) results indicated issues like adhesion gaps and matrix cracks in specific samples. Notably, C4 displayed a well-reinforced material with a uniform mix of matrix and reinforcement. Addressing these flaws, particularly in adhesion and delamination, is imperative for enhancing composite performance in future applications. In conclusion, the fiber-reinforced epoxy composite demonstrates suitability for structural applications in automobiles.
- 1. Yashas, Y. G.; Ballupete Nagaraju, S.; Puttegowda, M.; Verma, A.; Rangappa, S. M.; Siengchin, S. Biopolymer-Based Composites: An Eco-Friendly Alternative from Agricultural Waste Biomass. J. Compos. Sci. 2023, 7, 242.
-

- 2. Andrew, J. J.; Dhakal, H. N. Sustainable Biobased Composites for Advanced Applications: Recent Trends and Future Opportunities – A Critical Review. Composites Part C. 2022, 7, 100220.
-
- 3. Serrat, R.; Alcalà, M.; Delgado-Aguilar, M.; Tarrés, J.; Oliver, H.; Mutjé, P. Case Study: Development of Biodegradable Hybrid Materials as a Substitute for Glass Fiber Reinforced Composites. Edulearn18 Proceedings, 10th International Conference on Education and New Learning Technologies, Palma, Spain, July 2nd-4th, 2018; p7424.
-
- 4. Textiles and Clothing Sustainability. Sustainable Fashion and Consumption, Muthu, S. S., Ed.; Springer: Singapore, 2017.
- 5. Green Composites Natural and Waste-Based Composites for a Sustainable Future. Baillie, C., Jayasinghe, R., Eds.; Elsevier: Duxford, 2017.
- 6. Taufiq, M. J.; Mansor, M. R.; Mustafa, Z. A Review of Natural Fiber Reinforced Recycled Thermoplastic Polymer Composites. In Design for Sustainability: Green Mater. Proc. Sapuan, S. M., Mansor, M. R., Eds.; Elsevier: Amsterdam, 2021; pp 173-195.
-
- 7. Banagar, A. R.; Raghu Patel, G. R.; Srinivasa, C. V. Areca Sheath Fibers, Their Composites and Applications. In Plant Fibers, Their Composites, and Applications. Rangappa, S. M., Ed.; Woodhead Publishing: Cambridge, MA, 2022; pp75-110.
-
- 8. Kumar, A.; Krithiga, T.; Venkatesan, D.; Joshua Amarnath, D.; Sathish, S. Green Composites from Renewable Sources. In Materials Horizons: From Nature to Nanomaterials. Thomas, S., Balakrishnan, P., Ed.; Springer: Singapore. 2021; pp 251-272.
-
- 9. Mubarak, A. A.; Ilyas, R. A.; Nordin, A. H.; Ngadi, N.; Alkbir, M. F. M. Recent Developments in Sugarcane Bagasse Fibre-based Adsorbent and Their Potential Industrial Applications: A Review. Int. J. Biol. Macromol. 2024, 227, 134-165.
-
- 10. Lazo, M.; Puga, I.; Macías, M. A.; Barragán, A.; Manzano, P.; Rivas, A.; Rigail-Cedeño, A. Mechanical and Thermal Properties of Polyisocyanurate Rigid Foams Reinforced with Agricultural Waste. Case Stud. Chem. Environ. Eng. 2023, 8, 100392.
-
- 11. Wang, C.; Li, M.; Wang, G.; Gu, S.; Cheng, H. Application Progress of Plant Fiber/Thermoplastic Polymer Prepreg in Automotive Lightweight Field. Linye Kexue/Scientia Silvae Sinicae 2021, 57, 168-180.
-
- 12. Jenish, I.; Sathish Gandhi, V. C.; Basavarajappa, S.; Indran, S.; Divya, D.; Liu, Y.; Sanjay, M. R.; Siengchin, S. Tribo-Mechanical Characterization of Carbonized Coconut Shell Micro Particle Reinforced with Cissus Quadrangularis Stem Fiber/Epoxy Novel Composite for Structural Application. J. Nat. Fibers 2022, 19, 2963-2979.
-
- 13. Jenish, I.; Sathish Gandhi, V. C.; Raj, R. E.; Basavarajappa, S.; Indran, S.; Divya, D.; Kumaravelan, R. A New Study on Tribological Performance of Cissus Quadrangularis Stem Fiber/Epoxy with Red Mud Filler Composite. J. Nat. Fibers 2022, 19, 3502-3516.
-
- 14. Sathish Gandhi, V. C.; Jenish, I.; Indran, S.; Rajan, D. Y. Mechanical and Thermal Analysis of Cissus Quadrangularis Stem Fiber/Epoxy Composite with Micro-Red Mud Filler Composite for Structural Application. Trans. Indian Inst. Met. 2022, 75, 737-747.
-
- 15. Jenish, I.; Sahayaraj, A. F.; Appadurai, M.; Irudaya Raj, E. F.; Suresh, P. Sea Sand Abrasive Wear of Red Mud Micro Particle Reinforced Cissus Quadrangularis Stem Fiber/Epoxy Composite. J. Nat. Fibers 2022, 19, 13216-13231.
-
- 16. Veeman, D.; Ram, P. B.; Ravichandran, M.; Katiyar, J. K. Tribological, Mechanical, and Metallurgical Performance of Natural Fiber-reinforced Composites: A Comprehensive Review. Proc. Inst. Mech. Eng., Part J 2024, 238, 243-259.
-
- 17. Kannan, G.; Thangaraju, R. Recent Progress on Natural Lignocellulosic Fiber Reinforced Polymer Composites: A Review. J. Nat. Fibers 2022, 19, 7100-7131.
-
- 18. Raja, T.; Al-Otibi, F. O.; Alharbi, R. I.; Mohanavel, V.; Velmurugan, P.; Karthikeyan, S.; Perumal, M.; Basavegowda, N. A Novel Study of Biological and Structural Analysis on Cissus Quadrangularis Fiber-Reinforced CaO Particulates Epoxy Composite for Biomedical Application. J. Mater. Res. Technol. 2023, 27, 692-702.
-
- 19. Velmurugan, G.; Roopesh, R.; Karthik, S.; Kumar, J. S.; Sopiya, K.; Goutham, T. Experimental Analysis of Sugarcane and Coconut Shell Fibre Impregnated with Glassfiber Composite for Aircraft Application. Mater. Today Proc., 2024; DOI:10.1016/j.matpr. 2024.04.074.
-
- 20. Iyyadurai, J.; Arockiasamy, F. S.; Manickam, T. S.; Suyambulingam, I.; Siengchin, S.; Appadurai, M.; Raj, E. F. I. Revolutionizing Polymer Composites: Boosting Mechanical Strength, Thermal Stability, Water Resistance, and Sound Absorption of Cissus Quadrangularis Stem Fibers with Nano Silica. Silicon 2023, 15, 6407-6419.
-
- 21. Sinthiya, P. A.; Johnson, I.; Prabu, H. J.; Sahayaraj, A. F.; Selvan, M. T. Extraction of Cellulose Nanocrystals from Cissus Quadrangularis for Sustainable Biocomposite Production. Biomass Convers Biorefin. 2024; DOI:10.1007/s13399-024-05820-x.
-
- 22. Malone, S.; Yegappan, R.; Kijas, A. W.; Gemmell, A.; Rowan, A. E.; Rajah, D.; Kim, M.; Lauko, J.; Amiralian, N. The Potential of Sugarcane Waste-Derived Cellulose Fibres as Haemostatic Agents. Polymers 2024, 16, 1654.
-
- 23. Mohanakannan, S.; Balaji, A.; Swaminathan, J. Investigation of Mechanical, Thermal, and Chemical Properties of Raw and NaOH-Treated Bagasse/Halfa Grass/Coir Fiber. Biomass Convers. Biorefin. 2024, 14, 18357-18366.
-
- 24. Kanimozhi, S.; Durga, R.; Sabithasree, M.; Kumar, A. V.; Sofiavizhimalar, A.; Kadam, A. A.; Rajagopal, R.; Sathya, R.; Azelee, N. I. W. Biogenic Synthesis of Silver Nanoparticle Using Cissus Quadrangularis Extract and Its Invitro Study. J. King Saud Univ. Sci. 2022, 34, 101930.
-
- 25. Mahendran, N.; Anand, B.; Rajarajan, M.; Muthuvel, A.; Mohana, V. Green Synthesis, Characterization and Antimicrobial Activities of Silver Nanoparticles Using Cissus Quadarangularis Leaf Extract. Mater Today Proc. 2022, 49, 2620-2623.
-
- 26. Agirgan, M.; Agirgan, A. O.; Taskin, V. Investigation of Thermal Conductivity and Sound Absorption Properties of Rice Straw Fiber/Polylactic Acid Biocomposite Material. J. Nat. Fibers 2022, 19, 15071-15084.
-
- 27. Radoor, S.; Karayil, J.; Rangappa, S. M.; Siengchin, S.; Parameswaranpillai, J. A Review on the Extraction of Pineapple, Sisal and Abaca Fibers and Their Use as Reinforcement in Polymer Matrix. Express Polym. Lett. 2020, 14, 309-335.
-
- 28. Sahu, S.; Sahu, S. B.; Nayak, S.; Mohapatra, J.; Khuntia, S. K.; Malla, C.; Samal, P.; Patra, S. K.; Swain, S. Characterization of Natural Fiber Extracted from Bauhinia Vahlii Bast Subjected to Different Surface Treatments: A Potential Reinforcement in Polymer Composite. J. Nat. Fibers 2023, 20, 2162185.
-
- 29. Mohan Prasad, M.; Sutharsan, S. M.; Ganesan, K.; Babu, N. R.; Maridurai, T. Role of Sugarcane Bagasse Biogenic Silica on Cellulosic Opuntia Dillenii Fibre-Reinforced Epoxy Resin Biocomposite: Mechanical, Thermal and Laminar Shear Strength Properties. Biomass Convers. Biorefin. 2023, 13, 17027-17037.
-
- 30. Mohammed, M.; Oleiwi, J. K.; Mohammed, A. M.; Jawad, A. J. M.; Osman, A. F.; Adam, T.; Betar, B. O.; Gopinath, S. C. B.; Dahham, O. S.; Jaafar, M. Comprehensive Insights on Mechanical Attributes of Natural-Synthetic Fibres in Polymer Composites. J. Mater. Res. Technol. 2023, 25, 4960-4988.
-
- 31. Raj, H.; Tripathi, S.; Bauri, S.; Choudhary, A.; Mandal, S.; Maiti, P. Green Composites Using Naturally Occurring Fibers: A Comprehensive Review. Sustainable Polym. Energy 2023, 1, 10010.
-
- 32. Kaur, P.; Kaur, H. Current Status of Utilization of Agricultural Waste and Prospects in Biocomposites. In Value-Added Biocomposites; Sriariyanun, M., Rangappa, S. M., Siengchin, S., Dhakal, H. N., Eds. CRC Press: Baca Raton, 2021, pp 341-400.
-
- 33. Karimah, A.; Ridho, M. R.; Munawar, S. S.; Ismadi; Amin, Y.; Damayanti, R.; Lubis, M. A. R.; Wulandari, A. P.; Nurindah; Iswanto, A. H. A Comprehensive Review on Natural Fibers: Technological and Socio-Economical Aspects. Polymers 2021, 13, 4280.
-
- 34. Akhil, U. V.; Radhika, N.; Saleh, B.; Aravind Krishna, S.; Noble, N.; Rajeshkumar, L. A Comprehensive Review on Plant-based Natural Fiber Reinforced Polymer Composites: Fabrication, Properties, and Applications. Polym. Compos. 2023, 44, 2598-2633.
-
- 35. Campilho, R. Recent Innovations in Biocomposite Products. In Biocomposites for High-performance Applications; Ray, D., Ed. Elsevier: Duxford, 2017; pp 275-306.
-
- 36. Khilji, I. A.; Chilakamarry, C. R.; Surendran, A. N.; Kate, K.; Satyavolu, J. Natural Fiber Composite Filaments for Additive Manufacturing: A Comprehensive Review. Sustainability 2023, 15, 16171.
-
- 37. Ashik, K. P.; Sharma, R. S. A Review on Mechanical Properties of Natural Fiber Reinforced Hybrid Polymer Composites. J. Minerals Mater. Character. Eng. 2015, 3, 420.
-
- 38. Jefferson A. J.; Sain, M.; Ramakrishna, S.; Jawaid, M.; Dhakal, H. N. Environmentally Friendly Fire Retardant Natural Fibre Composites: A Review. Int. Mater. Rev. 2024, 69, 267-308.
-
- 39. Khalid, M. Y.; Al Rashid, A.; Arif, Z. U.; Ahmed, W.; Arshad, H.; Zaidi, A. A. Natural Fiber Reinforced Composites: Sustainable Materials for Emerging Applications. Results in Engineering 2021, 11, 100263.
-
- 40. Khalid, M. Y.; Al Rashid, A.; Abbas, Z.; Akram, N.; Arif, Z. U.; Márquez, F. P. G. Evaluation of Tensile Properties of Glass/sisal and Glass/jute Fibers Reinforced Hybrid Composites at Different Stacking Sequences. Polym. Korea 2021, 45, 390-397.
-
- 41. Lee, C.; Woochul, J.; Hakjune, R.; Yongchul, L. Studies on Optimizing Properties of Self-Healing Polyurethane Resins for Automotive Plastic Parts. Polym. Korea 2024, 48, 60-67.
-
- 42. Lee, J. W.; Kim, Y. C. Effect of Maleic Anhydride Graft Ratio on Physical Properties of HDPE/Kenaf Fiber/Heat Expandable Microcapsule Composites. Polym. Korea 2024, 48, 35-40.
-
- Polymer(Korea) 폴리머
- Frequency : Bimonthly(odd)
ISSN 2234-8077(Online)
Abbr. Polym. Korea - 2025 Impact Factor : 1.0
- Indexed in SCIE
 This Article
This Article
-
2025; 49(2): 236-245
Published online Mar 25, 2025
- 10.7317/pk.2025.49.2.236
- Received on Oct 21, 2024
- Revised on Dec 9, 2024
- Accepted on Dec 10, 2024
Services
- Full Text PDF
- Abstract
- ToC
- Acknowledgements
- Conflict of Interest
Introduction
Experimental
Results and Discussion
Conclusion
- References
Shared
Correspondence to
- Veeramalai Chinnasamy Sathish Gandhi
-
Department of Mechanical Engineering, University College of Engineering, BIT Campus, Anna University, Tiruchirappalli - 620024, Tamilnadu, India
- E-mail: vcsgandhi@gmail.com
- ORCID:
0000-0001-9977-6324
Hyecheon Building(Room 601), #354, Gangnam-Daero, Gangnam-Gu, Seoul 06242, Korea
TEL : 82-2-568-3860, 561-5203, 569-3860 FAX : 82-2553-6938 E-mail: polymer@polymer.or.kr