





- Dynamic Mechanical Analysis of Multiwalled Carbon Nanotubes and Copper Nanoparticles Filled Polyamide 6 Hybrid Nanocomposites
Anand Thangavel†

Agni College of Technology, OMR, Thalambur, Chennai 600130, India
- 다중벽 탄소나노튜브와 구리 나노입자가 충전된 폴리아미드 6 하이브리드 나노복합체의 동적 기계적 분석
Reproduction, stored in a retrieval system, or transmitted in any form of any part of this publication is permitted only by written permission from the Polymer Society of Korea.
The use of lightweight materials in the automotive and aviation industries is essential for boosting performance. Weight loss results in a decrease in fuel usage, carbon dioxide emissions, and other harmful pollutants. For the metal components utilized in the aerospace and automotive industries, polymeric composites offer a superior alternative material. In this work, the dynamic mechanical characteristics of hybrid nanocomposites made of polyamide 6 (PA6) are examined. TGA, DSC and melt flow index (MFI) were also examined. The matrix was made of polyamide 6. As reinforcements, copper nanoparticles (Nano Cu) multiwalled carbon nanotubes (MWCNT) were used. Testing was done on virgin Polyamide 6, virgin Polyamide 6 with 0.25 wt% MWCNT, virgin Polyamide 6 containing 0.2, 0.4, and 0.6 wt% copper nanoparticles and 0.25 wt% MWCNT. Injection moulding was used to create the specimens after the materials were combined in an extruder with dual screw. The specimens were made in accordance with ASTM standard D5279. The dynamic mechanical analyzer from universal TA Instrument was used for the experiments. Dynamic mechanical parameters including tan δ, loss modulus, and storage modulus were measured at temperatures ranging between room temperature to 393 K. It was investigated and discussed how the weight of the fillers MWCNT and Nano Cu particles influenced the dynamic mechanical properties. DMA results showed that the polyamide 6 loaded with 0.25 wt% of MWCNT and 0.6 wt% of copper nanoparticles has improved the viscoelastic characteristics.
Prior to being combined in the twin screw extruder, the matrix and reinforcement material underwent preheating. To transform the blending into pellets, the ingredients were mixed in various ratios and blended in the twin screw extruder. The blends were in the form of wires, supplied into the pelletizer and made in the form of pellets. The feed hopper, a sizable open container connected to the injection moulding machine, was filled with the blended polyamide 6 nanocomposite pellets. The specimens were prepared as per ASTM standard. They were analysed for dynamic mechanical behaviours in the dynamic mechanical analyser.
Keywords: polyamide 6, MWCNT, loss modulus, dynamic mechanical analysis, storage modulus, thermogravimetric analysis, differential scanning calorimetry.
The authors did not receive any financial or non-financial interest from any organization or entity in the subject matter or materials discussed in the manuscript. Also the authors declare that there is no conflict of interest.
Polymer materials have been used for many years in cutting-edge applications. Due to the materials' adaptability, they may be moulded to fit any application. However, a single polymer may not meet all of the requirements of the intricate applications due to a few properties like strength to size ratio, low resistance to high temperature, structural rigidity, etc. Polymer composites were developed to overcome these restrictions and they drew the focus of the whole world.1
Due to their versatility, composites comprised of polymers and metals are widely valued. These materials' use has a significant economic impact on industries including chemical, energy, the environment, aviation, and the automotive industry, among others. The varied metal and polymer combinations create new useful properties. These materials increase their strength by being lightweight, resistant to corrosion, friction-reducing, and possessing other beneficial qualities. Future applications hold considerable promise for using polymers as a matrix and micro- and nanoscale metal particles as fillers. The polymer matrix takes care of the stabilization of the metal particles, the reduction of surface passivation, and it ensures the high activity of the nanoparticles.2
In automotive applications where chemical resistance and design flexibility are crucial, PA6 is frequently utilized as a substitute to metal. PA6 largely contributes to weight reduction, and its mechanical qualities improve the safety and comfort in automobiles. It also has good surface qualities and machinability. PA6 has a good fatigue and impact strength, which makes it a popular material in sporting applications.
One of the most significant nanomaterials at the moment is the carbon nanotube. A nanoscale hollow tube made of carbon atoms is known as a carbon nanotube. The cylindrical carbon molecules have lengths up to millimeters, widths ranging from a few nanometers to tens of nanometers, and aspect ratios that are frequently above 103. Carbon nanotubes are endowed with distinctive natures by virtue of their singular one-dimensional structure and associated features, which gives them limitless potential in nanotechnology-related applications. Also, it displays exceptional mechanical qualities. It is roughly 10 times stronger than steel and has a very low density. In numerous manufacturing businesses, it is crucial. It lessens the weight and strain on wind turbine blades, aerospace parts, etc. When employed as a filler in composite materials, it provides incredible strength and improves the other mechanical characteristics.3
In nature, copper nanoparticles are spherical and range in colour from brown to black. The properties of copper nanoparticles differ from those of the bulk material, just like those of other nanomaterials. Due to their excellent thermal conductivity and strength, copper nanoparticles are employed in a wide range of applications as fillers in composite materials. Furthermore, they serve as nanometal lubrication additive.
The prime challenge in the fabrication of polymer nano composites with CNTs and other metal nano particles as reinforcements is agglomeration. It reduces the potential of the strengthening mechanisms of nano composites. The agglomeration effect can be reduced with surface modified nano fillers.4,5
The approach known as dynamic mechanical analysis (DMA) is frequently utilized to describe the behaviours of a material as a consequence of stress, frequency, time, temperature, atmosphere, or a combination of these factors. The identification of phase transformations and relaxation processes of a variety of materials is made easier by the dynamic mechanical analysis. This method is helpful for examining polymeric products. The valuable perception about the viscoelastic behaviour, morphology and structure of polymeric composites materials is provided by the dynamic mechanical analysis carried out at a range of temperatures.6
Epoxy-copper powder composites' dynamic mechanical characteristics were investigated by Jianfu Ding et al., By adjusting the reinforcement's concentration, it is possible to quantify the impact of copper powder reinforcement on the dynamic mechanical characteristics of epoxy-based composites. In samples with a larger concentration of copper powder, the storage modulus rises. This is due to the chemical bond developed between the matrix and the filler particles.7
Sampath Singh Chauhan et al., carried out DMA to analyse the dynamic mechanical characteristic parameters of storage modulus (E′), damping factor and loss modulus (E′′), as well as the adhesion factor (A), efficiency factor (C), strength factor (B), and entanglement density, were fully investigated.8 As the MWCNT loading increased, the adhesion factor, which is inversely correlated to the level of matrix-nanotube contact, dropped. The direct indicator of the interaction between MWCNTs and Polyetherketone(PEK), the strength factor (B), rose as the MWCNT loading increased. Calculating the impact of nanotubes on composite moduli using the coefficient of reinforcement (C factor). The efficiency of reinforcements on composite moduli will increase as the coefficient (C) decreases.
Increase in storage modulus is observed with the increase of copper particle content with acrylonitrile butadiene styrene (ABS). The interlocking is weak in composites with less reinforcement and the distribution of reinforcement is poor in the matrix. The bonding improves when a coupling agent is used and the polymeric matrix material is blended with metallic fillers.9
Yanhong Yan investigated the mechanical behaviours of nanoparticles filled polytetrafluoroethylene / nanoscale expanded graphite (PTFE/nano-EG) composites. In this, hot-press sintering and cold briquetting techniques were used to create the nanocomposites made of polytetrafluoroethylene polymer that are filled with nanoscale expanded graphite (nano-EG) and reinforced with a variety of nanoparticles, such as nano-SiO2, nano-Al2O3, nano-copper, and nano-TiO2. Dynamic mechanical thermal analysis (DTMA) and quasi-static tensile studies were conducted. The findings demonstrated that the diversity of nanoparticles used has a bigger influence on these nanocomposites' mechanical properties. The materials in these composites are typically viscoelastic, as indicated by the curves for stress displacement and stress relaxation. However, several composites demonstrated some degree of relative brittleness as a result of adding nano-EG and more nanoparticles. These research findings are thought to be useful for offering real-world advice in challenging environments.10
The dynamic mechanical analysis was conducted on clay-polymer nanocomposites by Vinay Panwar et al., investigating the changes in molecular mobility at various temperatures requires an understanding of the thermomechanical stability of polymer nanocomposites. Considering this, dynamic mechanical analysis (DMA) investigates the viscous and elastic characteristics of polymer-based nanocomposites, including Loss modulus, storage modulus, and damping factor. The addition of nanofillers frequently causes the storage modulus to increase due to the higher stiffness of fillers, however the damping behaviour typically displays decreased performance brought on by the limitations while polymer chains are in motion. DMA in clay-polymer nanocomposites is primarily used to identify the interactions of its filler and matrix at different temperatures. For enhanced dispersion of carbon-based fillers/nanofillers in polymer matrices, clay functions as a suitable compatibilizer.11
Similarly, in the carbon nanotubes reinforced with epoxy resin, it is observed that the storage modulus is increased by 12% for 5% volume fraction addition of CNTs with epoxy. This shows that the effect of the addition of CNT as a filler, on the viscoelastic behaviour.12 The dispersion of a multiwalled carbon nanotube in a polypropylene matrix showed that these materials exhibited enhanced mechanical properties.13
Polyamide 6 composites are encouraged for usage in automotive and aerospace industries, especially in bearing applications due to their good mechanical, wear and vibration characteristics. MWCNTs are used to improve the mechanical, dynamic mechanical and vibration characteristics. Copper nano particles are used to improve wear resistance since copper particles on a nano scale act as solid lubricants.
It has been observed from the literatures, that the MWCNT exhibited a better property enhancement in the range 0.2 to 0.3 wt%. Therefore, the wt% of MWCNT is chosen as 0.25 wt%.14,15 Additionally, the inclusion of up to 1.5 wt% of copper nanoparticles improves the mechanical characteristics., beyond which the mechanical properties decrease and the electrical property increases.16
The mechanical behaviours of PA6 hybrid nano Composites were looked into and the impact, flexural and tensile strength of PA6 including 0.6 wt% copper nanoparticles and 0.25 wt% MWCNT revealed an increase of 26.6%, 39.47% and 139.46% compared to virgin PA6.17
Despite the fact that polyamide composites have been the subject of several studies, the dynamic mechanical behavior have not been fully explored. The dynamic mechanical behaviour of polyamide 6 composites loaded with copper nanoparticles and MWCNTs is therefore examined in this work. The maximum in loss tangent (tan), storage modulus, and loss modulus of PA6 hybrid nanocomposites throughout a temperature range of 0 K to 393 K with a different weight fraction of filler material have been studied and discussed. Additionally, differential scanning calorimetry and thermogravimetric analysis were carried out.
Materials. Along with MWCNTs, copper nanoparticles were added to PA6 to enhance their unique reinforcement mechanisms. While MWCNTs primarily promote stiffness, thermal stability, and char formation through their high aspect ratio andgraphitic structure, Cu nanoparticles add additional capabilities. Its metallic composition enhances thermal conductivity, promotes localised heat dissipation, and can catalyse char formation, reinforcing the protective barrier during degradation. Together, these different fillers give a synergistic enhancement in PA6’s thermal and structural performance.
Polyamide 6 used as the matrix material was obtained from Srinivasa Polymers, Chennai, India. The material has a density of 1.14 g/cm³, a melting temperature of 221 ℃, molecular weight of 25000 g/mol and a Young’s modulus of 2400 MPa. Thermoplastic PA6 matrix material was blended with the reinforcements MWCNT (Density 2.1 g/cm3) and Copper nanoparticles (Density 8.94 g/cm3) in an extruder with dual screw. An Injection moulding process was employed to prepare the specimens.
MWCNT with particle size 25 nm and copper nano particles of 20 nm were blended with polyamide 6. In order to avoid agglomeration, surface coating was carried out on MWCNT with carboxylic acid and copper nanoparticles with carbon coating. A silane coupling agent called aminopropyltriethoxysilane has been applied for better blending of the matrix material with reinforcements. The specifications of MWCNT used in this work are given in Table 1.
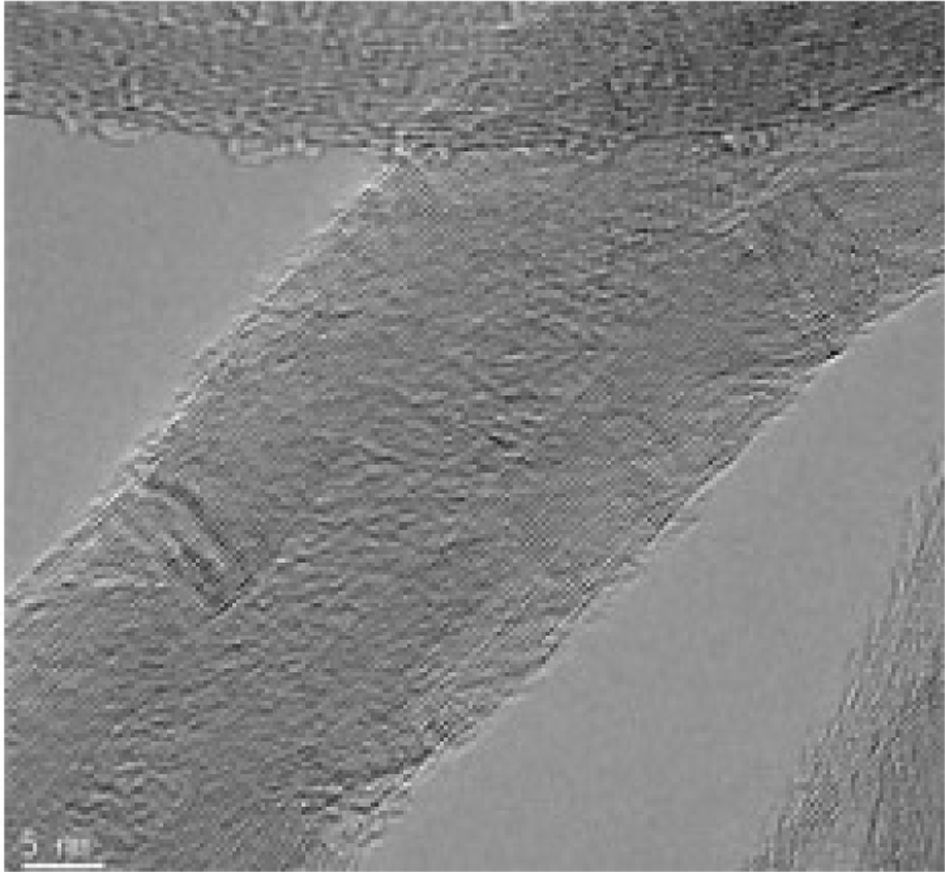
MWCNT was acquired from the Applied Science Innovation Pvt. Ltd., Pune and the Transmission Electron Microscope of Image of the MWCNT supplied is shown in Figure 1. Using the dielectric barrier discharge procedure, the MWCNT was already purified when it was purchased. Since the MWCNT was functionalized with COOH, the carboxylic acid was grafted onto its surface. Strong Van der wall contacts between the nanotubes caused the MWCNTs to form large bundles. With very little amorphous carbon deposited on the sidewalls of the MWCNT, the MWCNT is highly pure as it is purchased.
Testing Equipments. Specifiq(India) 2006 twin screw extruder was employed in this work for blending PA6 matrix material with the nano Cu particles and MWCNT in various proportions. The process variables used in this study are given in Table 2. The twin screw extruder employed in this work has a capacity of 75 kg per hour, a torque range of 75 to 3200 nm, and a specific torque range of 9 to 16 nm. 760 mm Hg of vacuum pressure was ultimately produced in the degassing / venting zone of the extruder. The specimens were fabricated using a MACIFOLD injection moulding machine. The injection pressure was 10 MPa and the barrel temperature was 290 ℃. During processing, the barrel temperature profile was set in increasing zones from 260 ℃ to 290 ℃ towards the nozzle. Before ejection, a cooling period of roughly 20–25 seconds was followed by the application of the holding pressure at 6–8 MPa for 8–10 seconds.
An atomic force microscope has been widely utilised for examining the surface topology of the polymer composites. It is also used to investigate how the nanoreinforcements disperse throughout the matrix. AFM pictures were collected using the NTMDT atomic force microscope, Ireland. The atomic force microscope has a resolution of 0.01 nm and a frequency range of 5 MHz.
Scanning electron micrographs were acquired using a Carl Zeiss MA15 / EVO 18 scanning electron microscope equipped with a graphical user interface, a 5-axis motorised stage, a SE detector, and an oil-free turbo-molecular pump with a fail-safe vacuum system. The instrument offers a resolution of 3.0 nm at 30 kV. To reduce charge during observation, the samples were cleaned, dried, and sputter-coated with a thin layer of conductive gold prior to imaging. Depending on the necessary surface clarity and feature depth, the SEM was run at an accelerating voltage between 10 and 30 kV.
The dynamic mechanical properties of polyamide 6 hybrid nanocomposites were analysed through the dynamic mechanical analyser Build 24 Universal TA instrument DMA Q800 V 20.6 and temperature ramp method was used. 65×5.5×3.2 mm sized specimens were used. The range of the temperature scan was 20 ℃ to 120 ℃. The Heating rate was 2 ℃ per minute. Employing TA equipment - DSC25 apparatus, differential scanning calorimetry was carried out. The temperature ranged from 0 ℃ to 300 ℃ with a ramp of 10 ℃ per minute. Thermogravimetric analysis was performed using the TGA55 instrument. The instrument offers a temperature precision of 0.1 ℃ and accuracy of 1 ℃. The analysis was done in a nitrogen-filled environment. At a heating rate of 10 ℃/min, the temperature can rise from room temperature to 600 ℃. A measure of a specific polymer’s flow characteristics, sometimes referred to as its rheological qualities in the molten state under a known applied pressure, is called a melt flow index (MFI) or melt flow rate (MFR). The PRESTO MFI equipment was used in this work. The temperature range employed was from room temperature to 400 ℃, with a least count of 0.1 ℃. The equipment used a PID temperature control.
Details of the specimens made with different concentrations of MWCNT and copper nanoparticles loaded with polyamid6 are shown in Table 3.
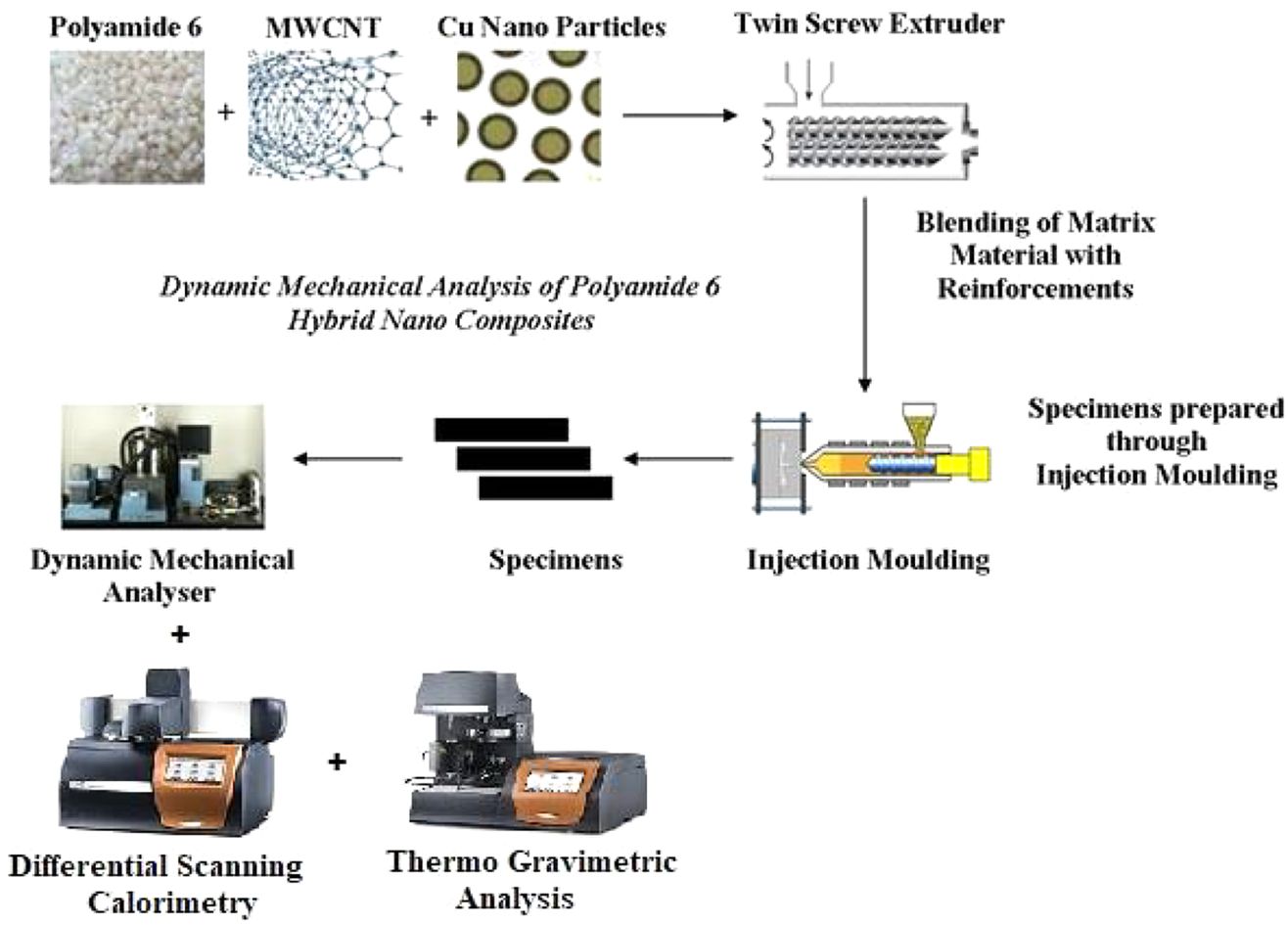
Dynamic Mechanical Analysis. The DMA approach offers the data regarding the viscoelastic conduct of the material via applying the sinusoidal pressure and measuring the response to the input of the utilized signal. The behaviour of the material relies upon the reverberation of the input signal. The output is the out of phase response to measure the viscoelastic conduct of the polymer composites.18,19 The schematic representation of the blending process, specimen preparation and DMA are displayed in Figure 2.
Prior to being combined in the twin screw extruder, the matrix and reinforcement material underwent preheating. The items are placed in an oven set at 80 ℃ for four hours to eliminate any moisture that may be present. The equipment received the process parameters listed in Table 2 through a PLC, and a temperature control module managed the barrel’s temperature. To transform the blending into pellets, the ingredients were mixed in various ratios and blended in the twin screw extruder. The blends were in the form of wires, supplied into the pelletizer and made in the form of pellets.
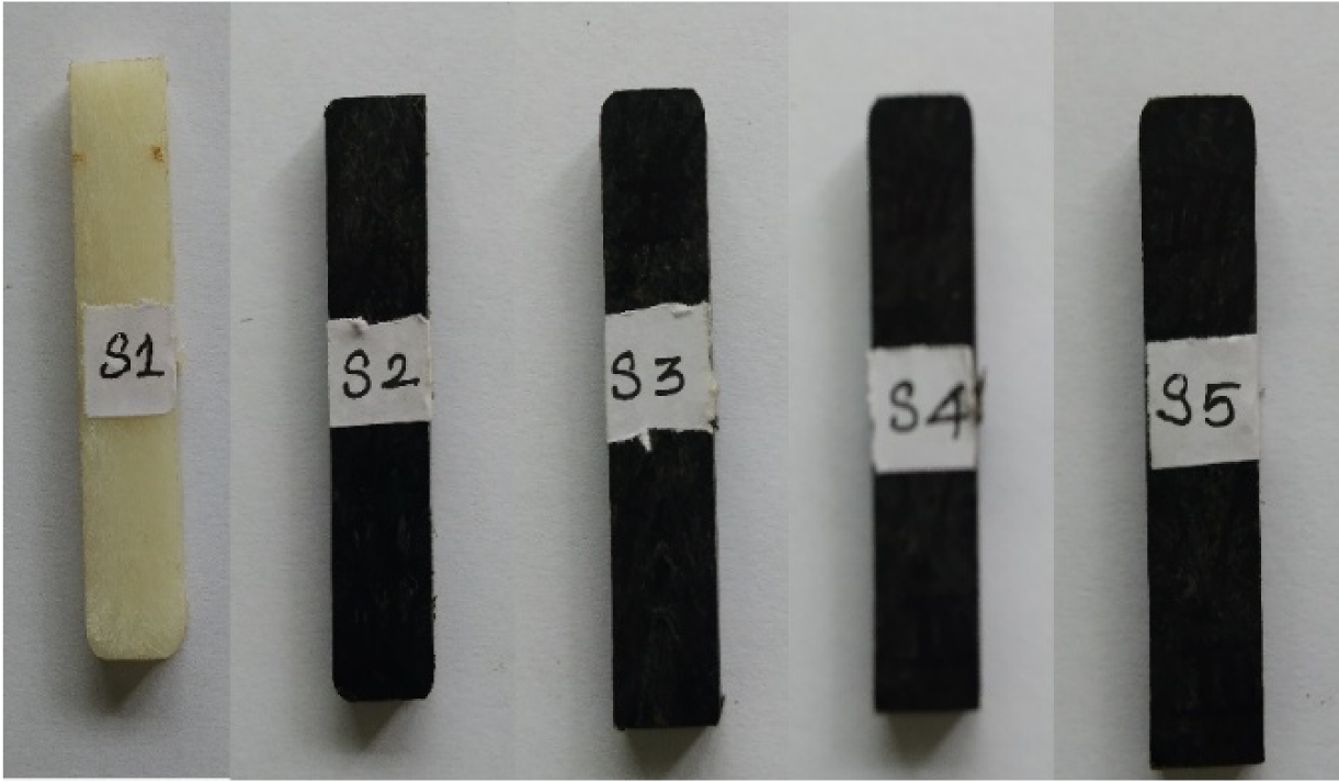
The feed hopper, a sizable open container connected to the injection moulding machine, was filled with the blended polyamide 6 nano composite pellets. By rotating the screw under the influence of a motor, the pellets were fed into its grooves. The rotation of the screw caused the composite pellets to advance in the screw, where they were subjected to high pressure and friction that produced the heat necessary for the melting of the composite pellets. The electric band heaters installed outside the barrel helped with the heating and temperature control of the melting operation. The specimens were prepared as per ASTM standard. They were analysed for dynamic mechanical behaviours in the dynamic mechanical analyser. Five samples were tested in each specimen, and the mean value is considered for the discussion. The Polyamide6 composite samples created in following ASTM standards are shown in Figure 3.
|
Figure 1 TEM image of MWCNT purchased from Applied Science Innovations Pvt. Ltd. |
|
Figure 2 Schematic diagram of composite preparation and dynamic mechanical analysis. |
|
Figure 3 PA6 composite specimens prepared as per ASTM standard. |
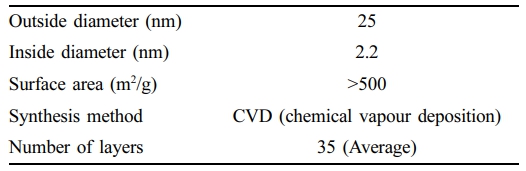
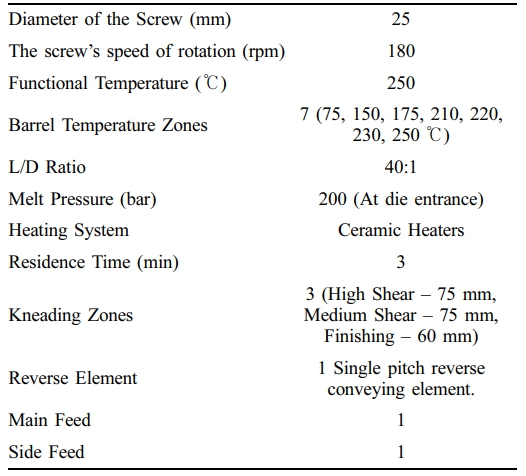
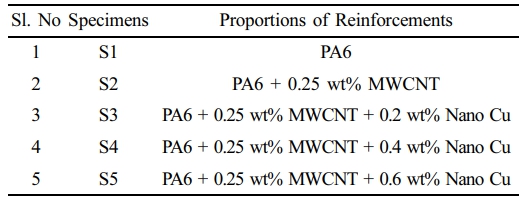
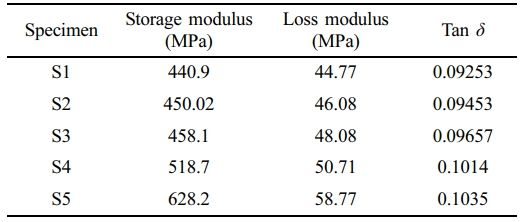
Table 4 displays the virgin PA6 and its hybrid nano composite materials' dynamic mechanical characteristics, including storage and loss modulus and tan δ.
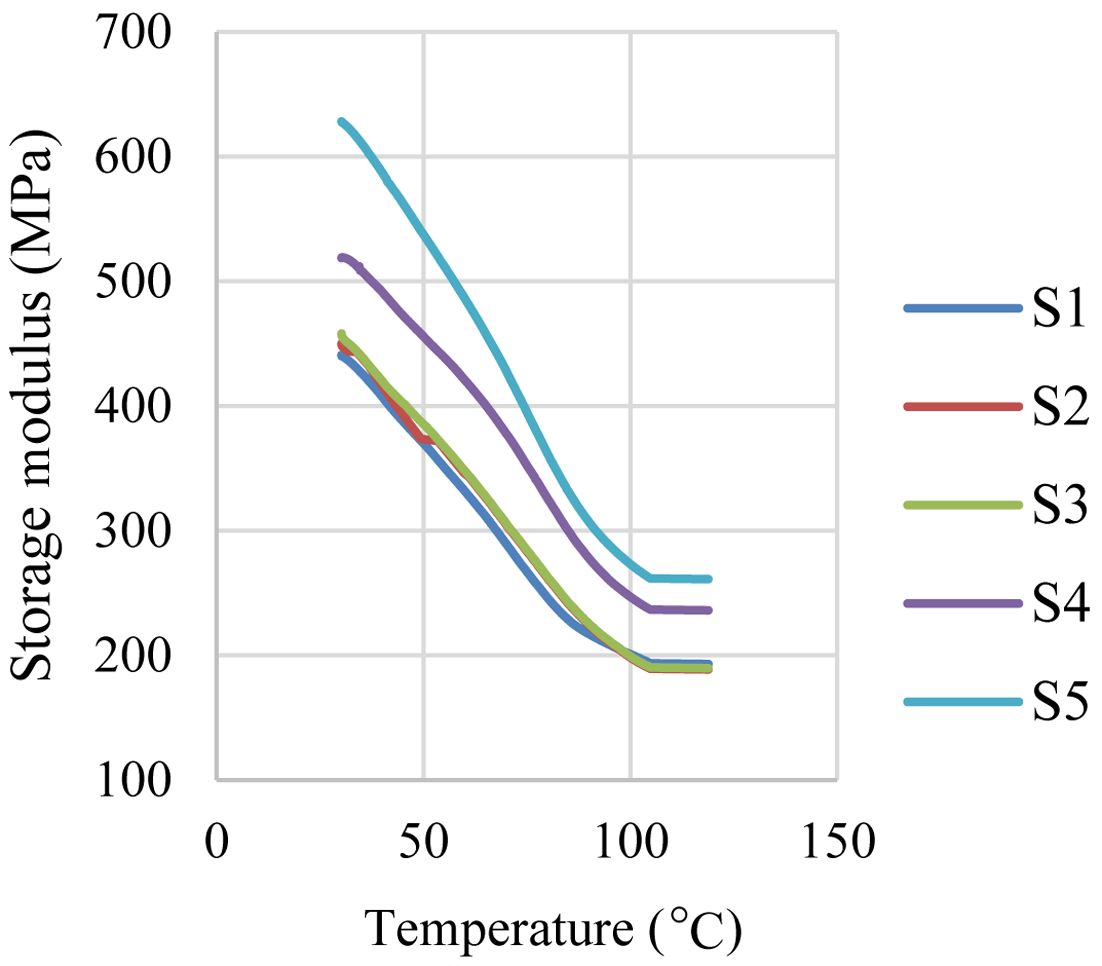
The polymer composite’s dynamic storage modulus constitutes the elastic contribution of the polymeric matrix to an outside excitation and defines its ability to keep the energy whilst being eliminated. The dimension, size and shape of the nano contents majorly determine the elastic behaviours of the nano composite materials.19
Figure 4 depicts the storage moduli of the virgin PA6, PA6 with MWCNT (0.25 wt%) and with different loadings of Cu nanoparticles (0.2, 0.4, and 0.6 wt%). The inclusion of MWCNT content in the PA6 matrix enhanced the potentiality of the reinforcement; attributable to the structure of MWCNT, which increases the storage modulus. Also, the storage moduli of the PA6 nanocomposites increased increase in loading of copper nanoparticles content. The adhesive force between the copper nanoparticles and MWCNT fillers and the polymer matrix PA6 was what caused the PA6 hybrid nanocomposite's storage modulus to increase.
The mechanical bonding of the matrix and fillers was greatly aided by the intermolecular interaction between the copper nanoparticles and the MWCNT. The interfacial molecule interactions generated a high adhesion force. The development of mechanical interlocking may possibly be due to the penetration of copper and MWCNT into the molten PA6 matrix. A number of hooks are formed by the fillers and are fastened to the matrix surface. Through the surface modification of the fillers, polar functional groups have been added to enhance the interfacial bonding. The mechanical interlocking between the filler and matrix material enhanced the stiffness of the PA6 Composites, which in turn increased the storage modulus. When the temperature increased the storage modulus of the PA6 nano composites were decreased because of the mobility of polymer chain.19,20
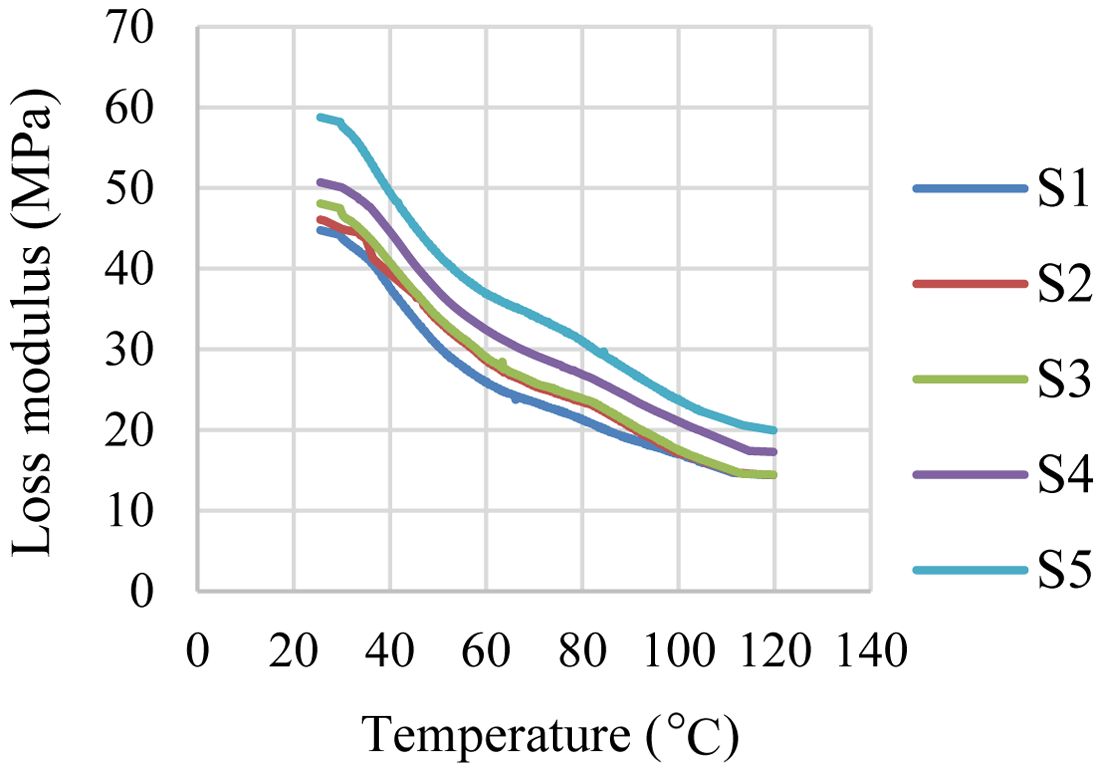
The loss modulus for a viscoelastic material is measured based on the released heat energy in a cycle. The loss modulus curves are shown in Figure 5 for virgin PA6, PA6 with MWCNT and various copper nanoparticle ratios. The PA6 matrix demonstrated improved loss modulus with the inclusion of MWCNT and nano Cu particles. The loss modulus drastically improved with an increase in the loading of the nano Cu particles. Low elastic recovery due to higher polymer rigidity is one of the reasons for the increase in the loss modulus. The heat dissipation that happens internally and the internal friction between the matrix (PA6) and reinforcements (MWCNT, nano Cu) because of different types of molecular movements may also be the reason behind the increased loss modulus.21 The relationship between reinforcements and the PA6 matrix is indicated by the peaks of the loss moduli curves. The value of the loss moduli was likewise correlated with the material's time of relaxation. In response to the imposed load, the PA6 hybrid nanocomposite material chains took lesser time to flow into new conformations.
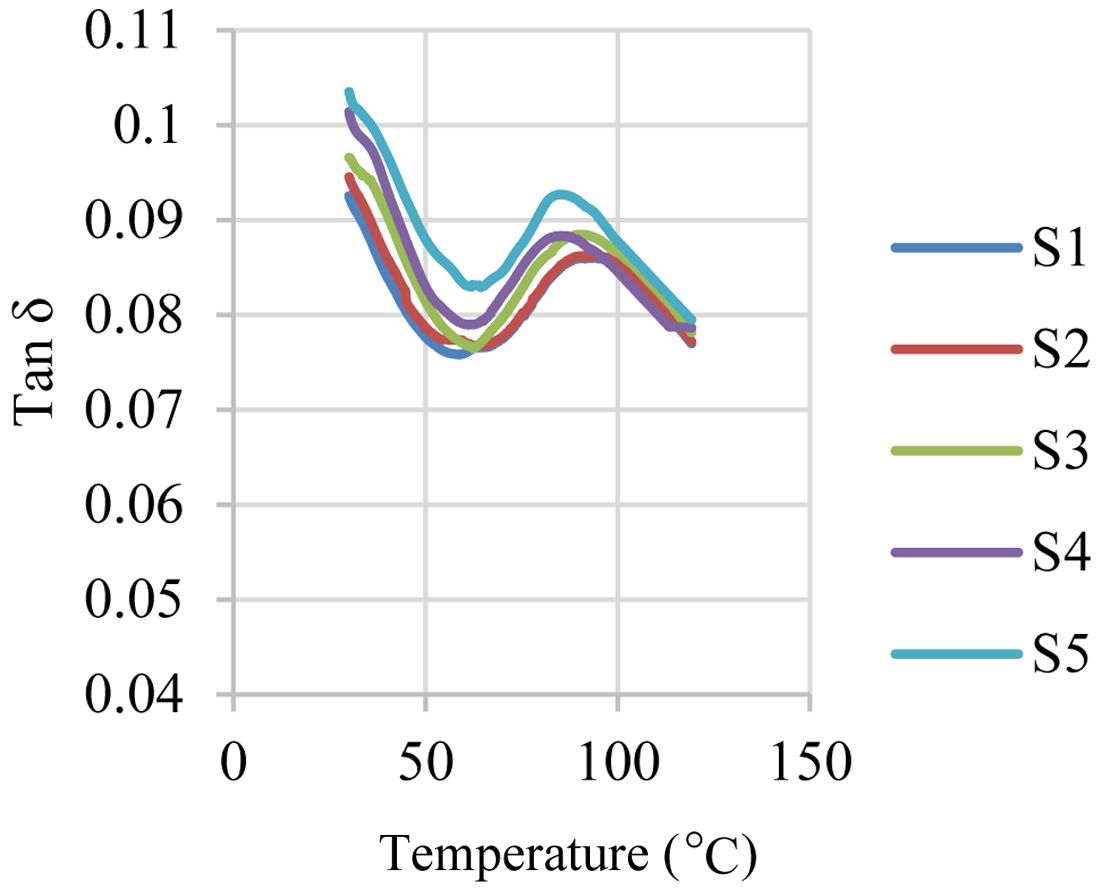
The loss moduli to storage moduli ratio is referred as tan δ. The proportionate contribution of the viscous and elastic constituents of viscoelastic materials is studied using tan δ. The tan δ curves against temperature for PA 6 and its composites are shown in Figure 5. The peak intensity of the tan δ of PA6 loaded With MWCNT and copper nano particles of 0.25 wt% and 0.6 wt% is observed to be higher than that of PA6 in other proportions.
The adhesion between the filler and matrix is the key to the cross-linking density.22,23 The adhesion of the matrix and filler bonds the polymer chain mobility, which leads to the low tan δ value. In other words, strong interfacial adhesion lowers the value of tan δ. Figure 6 clearly demonstrated how the tan δ value originally decreased as the temperature rose, then increased to a specific point before decreasing yet again. The PA6 composites became less rigid and more elastic when the chain could move freely. This occurrence caused the storage modulus to decrease and the tan δ value to rise. Tan δ decreased due of the loss modulus, which describes an energy loss. However, as the material has become softer, less energy is being absorbed into the PA6 composites, reducing the energy loss. The tan δ subsequently decreased once again.
Interfacial action and chemical bonding improved the polyamide 6 hybrid nanocomposites' dynamic mechanical characteristics. The achievement of considerable load transmission across the MWCNT - PA6 matrix - Copper nanoparticle interface is the result of good interfacial interaction. The interfacial shear stress between the PA6 matrix and the reinforcements MWCNT and nano Cu determines how much load may be transferred between them. A significant interfacial shear stress was created in order to transfer the imparted load to the filler over a short distance.
An ionic or covalent chemical link greatly enhances the interfacial interaction between the matrix and reinforcements, allowing for stress transmission. The Van der Wall bonding existed where a covalent bond was absent. Although MWCNTs are taken out of the PA6 matrix, it has been found that the outer wall stays in the matrix. This is conceivable because the MWCNT's concentric tubes only have weak van der wall forces acting on them, whereas the outer tube is covalently bound to the matrix. Strong covalent bonds between PA6, MWCNT, and nano-copper particles make it possible for such a pull-out operation to efficiently transfer the load from the matrix to the other tube.
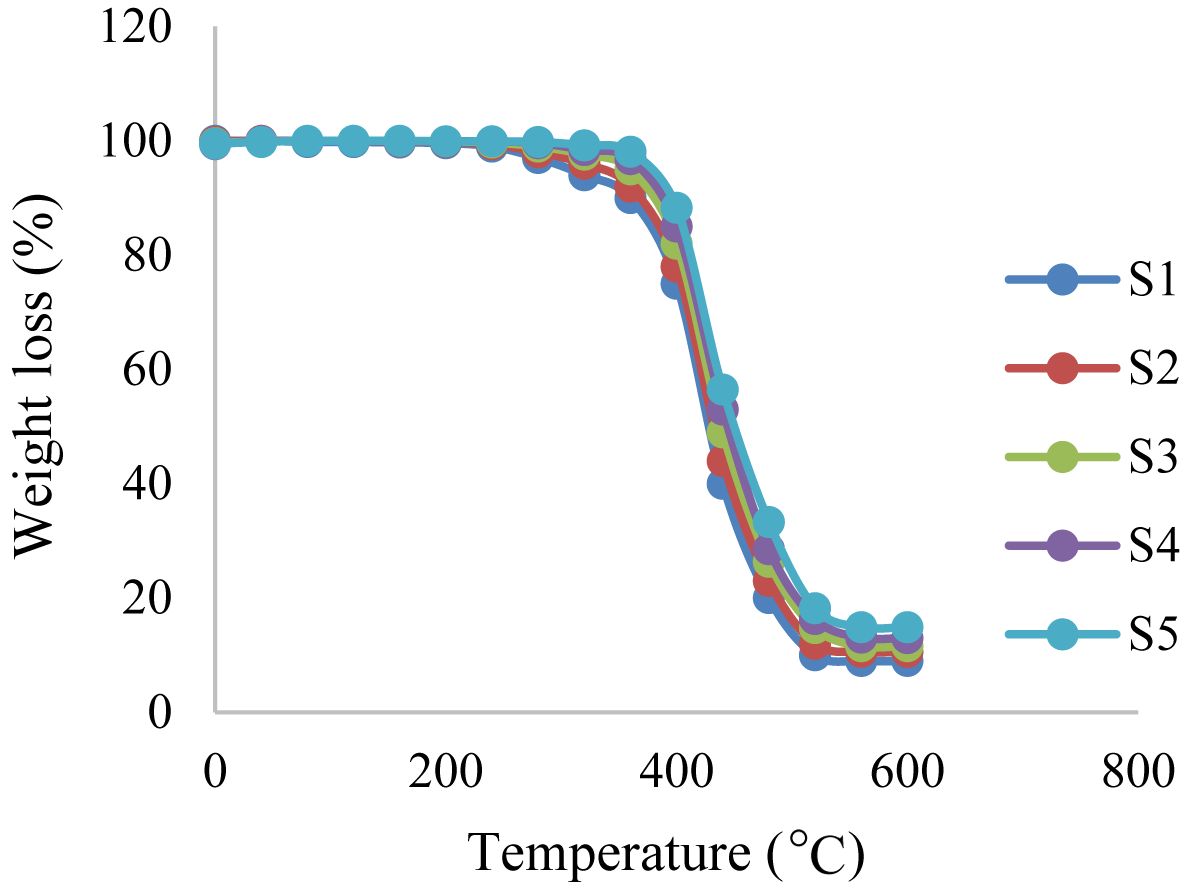
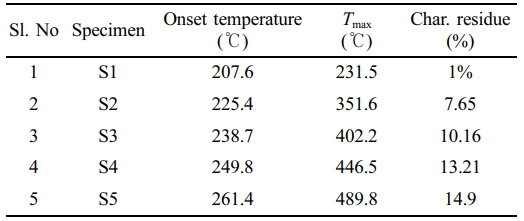
Through Thermo Gravimetric Analysis, the thermal stability of polyamide 6 hybrid nanocomposites was examined (TGA). The TGA curves showed that there are three temperature ranges where the composite specimens lose the majority of their weight. The first zone is roughly between 0o and 260o degrees Celsius. Due to the evaporation of existing moisture and the volatilization of stored water in the composites, a slight weight loss was noticed in the first zone. In this zone, there is seldom any mass change. The second zone is 260 ℃ to 500 ℃ in temperature. At a temperature range of 350 ℃ to 500 ℃, the second zone experienced significant degradation. The primary weight loss in this area was brought on by the breakdown of the polyamide backbone. Up to 600 ℃, the composite specimen continued to lose a small amount of weight. From the Figure 7, it is obvious that specimen S1 (pure polyamide) has the lowest onset degradation temperature of 207.6 ℃ and specimen S5 (polyamide 6 with 0.6 wt% copper nanoparticles and 0.2 wt% MWCNT) has the highest onset degradation temperature of 261.4 ℃, indicating that specimen S5 has higher thermal stability. The lowest temperature at which weight loss occurs for S1 is 219.5 ℃, and the highest temperature is 489.8 ℃ for S5. Higher charred residue of about 14.9% was formed by the thermal degradation of the S5 specimen.24 Table 5 displays the TGA experimental results.
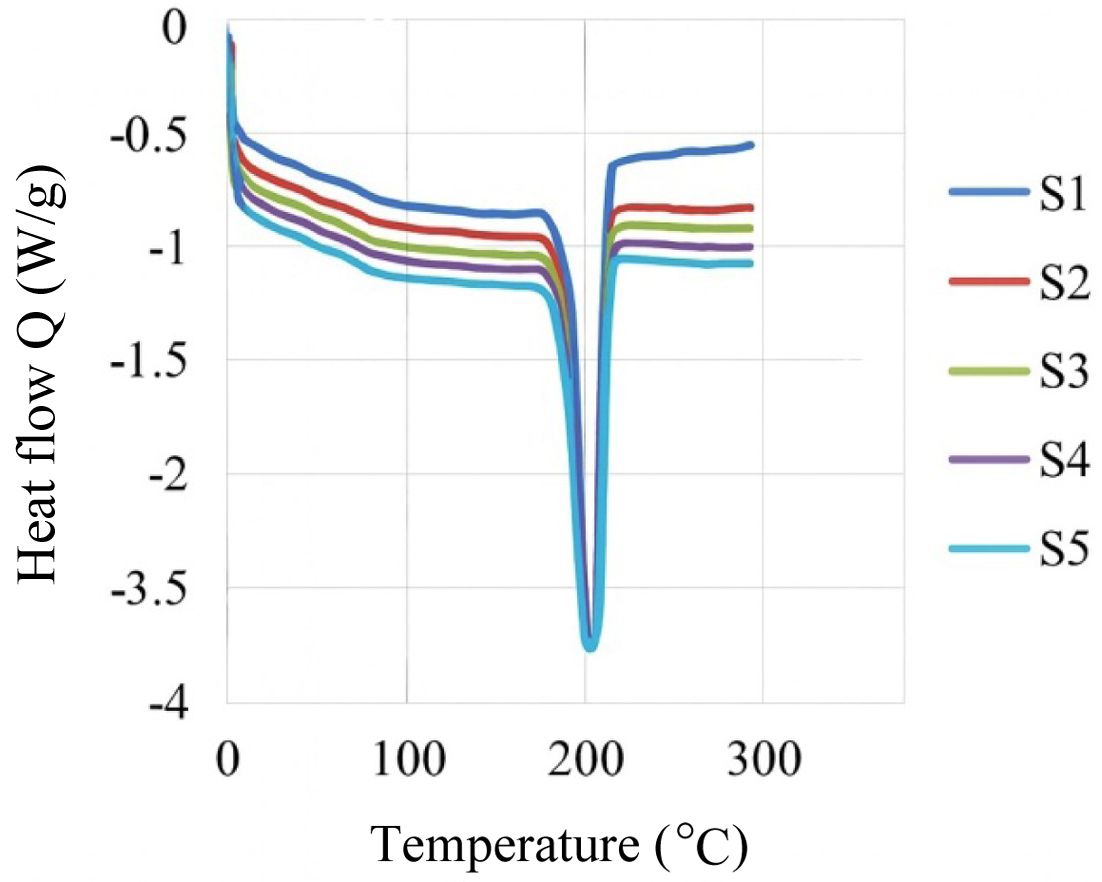
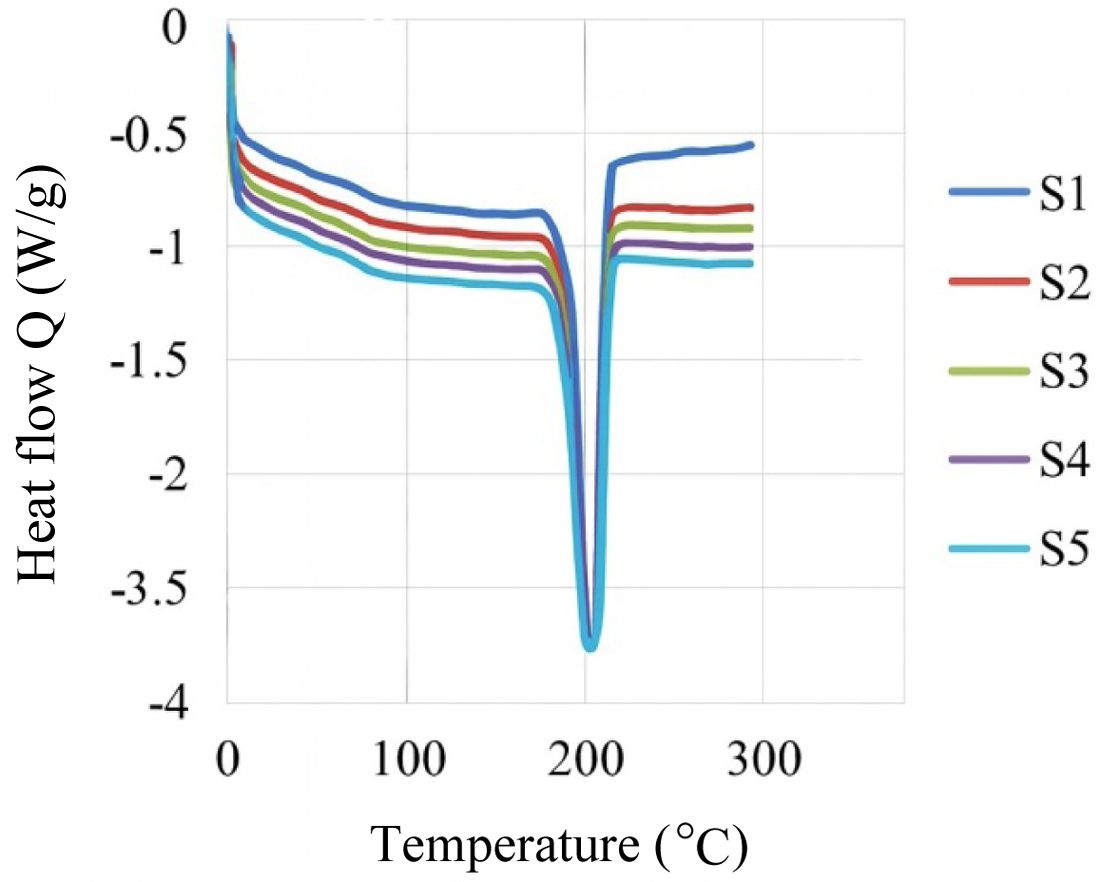
To evaluate the impact of the fillers copper nanoparticles and MWCNT on various proportions, a study utilising DSC was conducted on polyamide 6 composites as nitrogen (N2) was used as the purge atmosphere with a flow rate of 50 mL/min. Additionally, the melting point was discovered. Figure 8 shows the DSC plots of Polyamide 6 and its composites. The DSC data show that the endothermic peak in PA 6 had an average temperature of 220 ℃ and was associated with the melting of the polymer chains' crystalline domains. The DSC curves were used to calculate the melting point of PA6 composites. The melting point of pure polyamide 6 (S1) was found to be 221.50 ℃, which was the lowest, and the melting point of specimen S5 (PA 6 containing 0.6 weight percent of copper nanoparticles and 0.2 weight percent of MWCNT) was found to be around 272.80 ℃. The DSC curves showed that, in comparison to pure PA 6, the degradation temperature of the PA 6 composites reinforced with MWCNT and copper nanoparticles elevated as the loading of reinforcement increased.25 The glass transition temperatures (Tg) of PA6 and its composites were 45.3 ℃ (S1), 57.45 ℃ (S2), 61.2 ℃ (S3), 64.5 ℃ (S4), and 67.6 ℃ (S5) according to Differential Scanning Calorimetry (DSC) analysis. This showed a progressive increase in Tg with the addition of MWCNTs and Cu nanoparticles.
The melt flow index value for polyamide 6 and its composites is shown in the Figure 9. The desirable features of composites are largely governed by the melt flow index (MFI) of a polymer. MFI is a measurement of average molecular mass and a reverse measurement of melt viscosity. The mean MFI value for the samples S1, S2, S3, S4 and S5 were 35, 30.62, 26.15, 22.47, and 18.36. g/10 min. For every sample, the determined error bars (mean ± SD) fall within specific ranges, indicating low experimental variability and consistent data quality. This is explained by the fact that the reinforcement in the polyamide 6 matrix induces immobility, which reduces the fluidity of the polyamide 6 nanocomposites. The degree of fluidity was observed to decrease as viscosity increased, which may be a sign of a physical interaction between the polyamide 6 matrix and the copper nanoparticle and MWCNT reinforcements. The interaction developed as a result of well-distributed reinforcements throughout the matrix.26
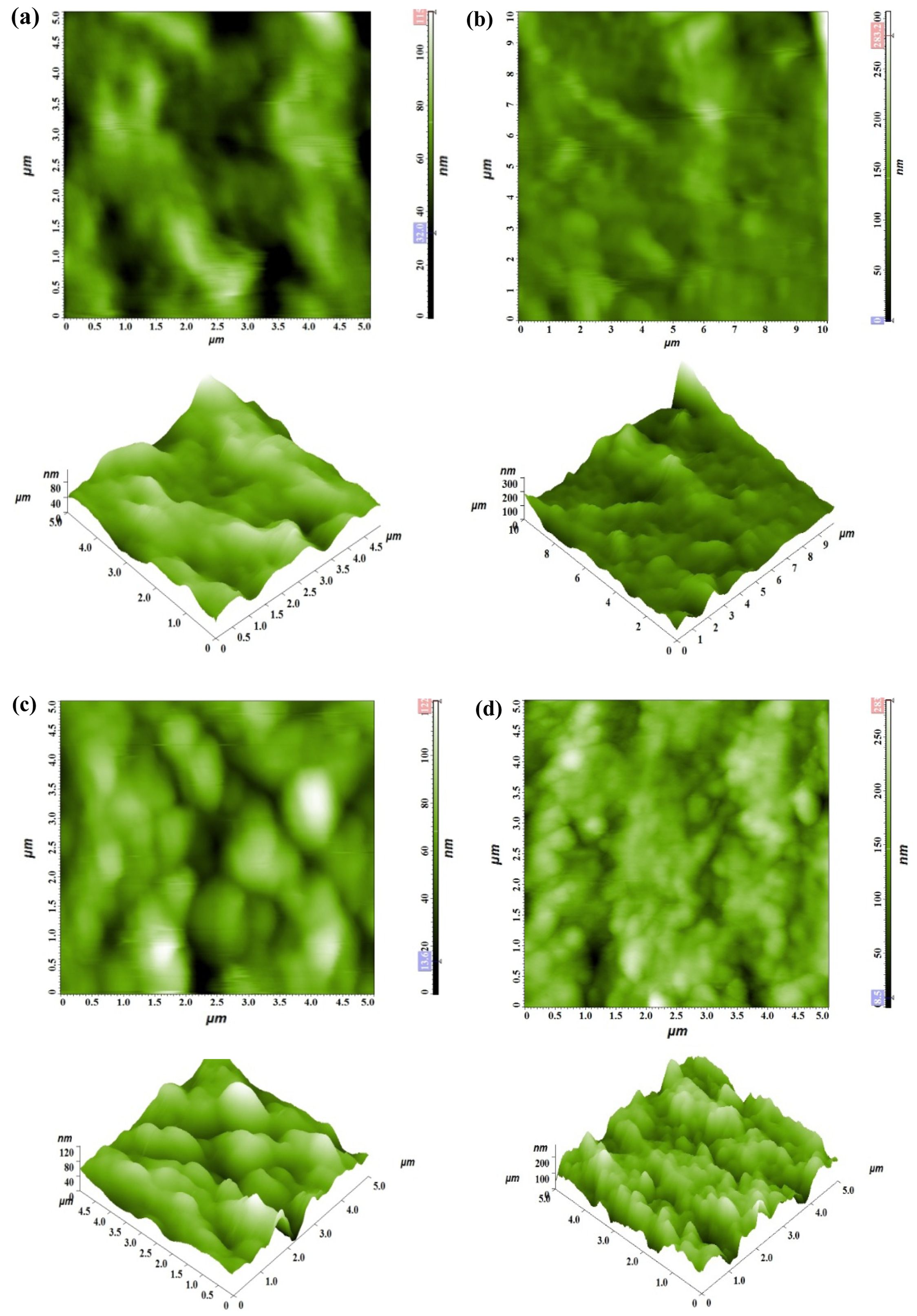
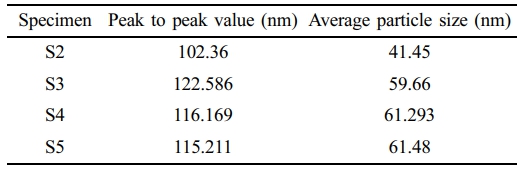
The surface topography of copper nano particles and MWCNT filled in alternative proportions with PA6 is examined by viewing the surface topology of PA6 nano hybrid composites using AFM. Figures 10(a), (b), (c), and (d) show height and phase images of PA6 nanocomposites with various reinforcement fractions. Waviness type of surface texture was obtained in PA 6 composites with 0.25 wt% MWCNT and 0.2 wt% copper nano particles. Hills and valleys type of surface is obtained when the loading of copper nano particles was increased. The atomic microscopy images Figures 10(b) shows, PA 6 composite has an average particle size of 59.66 nm, which contains 0.25 wt% MWCNT and 0.2 wt% nano Cu reinforcements and with a peak-to-peak value 122.586 nm, Figure 10(c) shows, PA 6 composite has an average particle size of 61.293 nm, which contains 0.25 wt% MWCNT and 0.4 wt% nano Cu, and with a peak-to-peak value 116.169 nm, Figures 10(d) shows, PA 6 composite has an average particle size of 61.48 nm which contains 0.25 wt% MWCNT and 0.6 wt% nano Cu and with a peak-to-peak value 115.211 nm. The peak to peak values and average particle size are shown in Table 6.
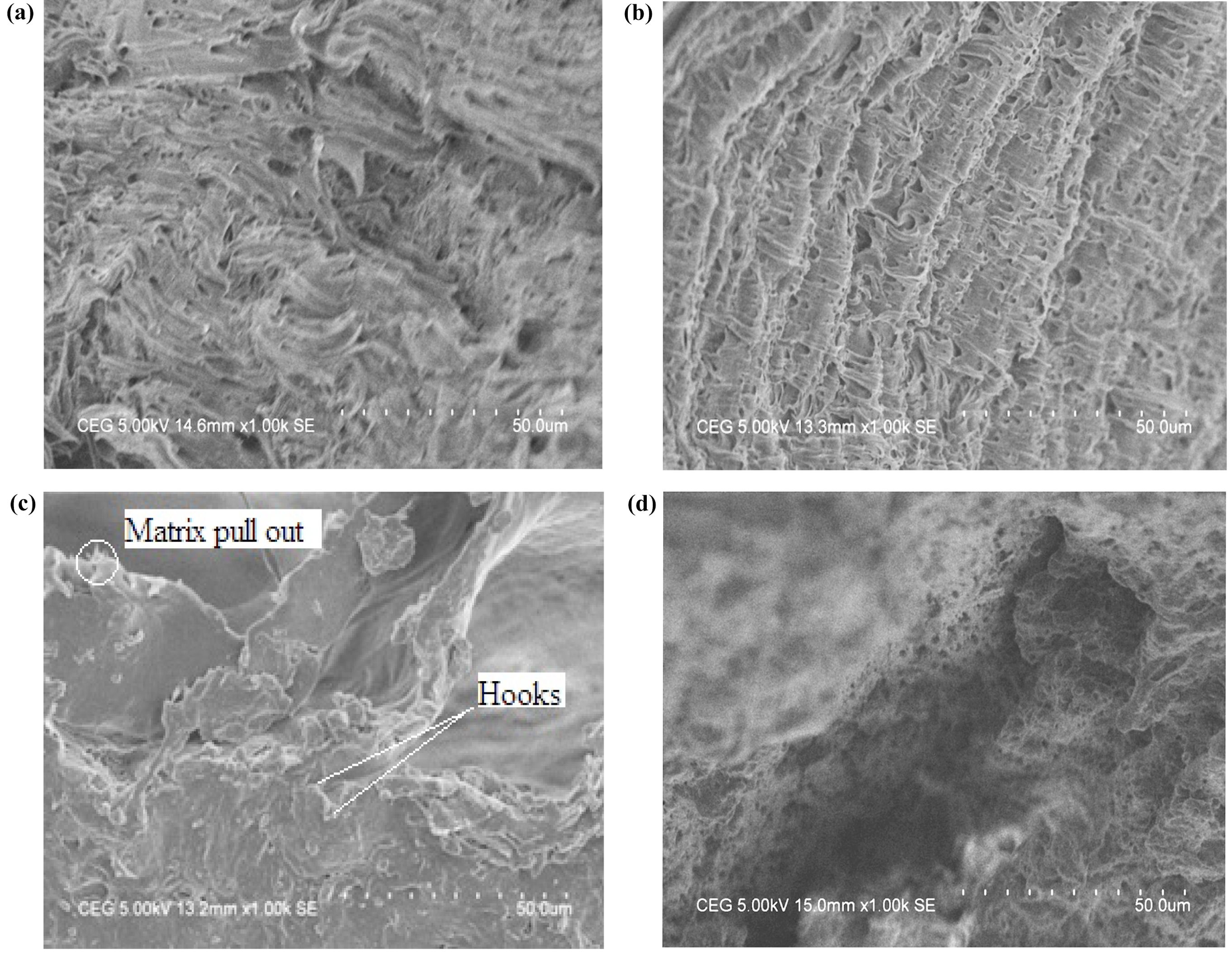
Figure 11 shows the SEM images of Polyamide 6 and its composites with fractured surfaces. The dynamic mechanical characteristics of the polymeric composite substances are very dependent with the bonding between atoms and the effect of breaking and stretching of atoms of reinforcements and matrix.24,25 An important factor in the enhancement of dynamic mechanical properties is the homogeneous dispersion of reinforcements of MWCNT and Cu nano particles in Polyamide 6.
The copper nanoparticles and MWCNT were distributed randomly in the matrix PA6 and exhibited an interconnected structure that also demonstrated partial aggregation. The SEM pictures amply demonstrated that the fillers and matrix material interacted strongly. Figures 11(a), (b), and (c) revealed tiny cracks. This demonstrated that the MWCNT and copper nanoparticles were split, resulting in the breakdown of the PA6 composites. The network of tiny cracks that developed in the composites served as proof that copper nanoparticles and nanotubes were properly dispersed in the Polyamide 6 matrix.
Figure 11(a) shows that the fractured surface had insufficient wettability because there were a few MWCNTs that could be drawn out of it. The hollow structures induced the holes to make an appearance in the PA6 matrix. Premature cracking is started by these perforations, which serve as stress concentrators.27,28
|
Figure 4 Storage modulus of PA6 and its composites. |
|
Figure 5 Loss modulus of PA6 and its composites |
|
Figure 6 Tan δ of PA6 and its composites. |
|
Figure 7 TGA curves of Polyamide 6 and its composites. |
|
Figure 8 DSC plots of Polyamide 6 and its composites. |
|
Figure 9 Melt Flow Index of PA 6 and its composites. |
|
Figure 10 (a) atomic force microscope - height images (2D & 3D) of PA6 with 0.25 wt% MWCNT; (b) atomic force microscope - height images (2D & 3D) of PA6 with 0.25 wt% MWCNT and 0.2 wt% nano Cu; (c) atomic force microscope - height images (2D & 3D) of PA6 with 0.25 wt% MWCNT and 0.4 wt% nano Cu; (d) atomic force microscope - height images (2D & 3D) of PA6 with 0.25 wt% MWCNT and 0.6 wt% nano Cu. |
|
Figure 11 SEM images of fractured surface of Polyamide 6 and its composites with various proportions: (a) PA6 with 0.25 wt% MWCNT; (b) PA6 including 0.25 wt% MWCNT and 0.2 wt% Cu nano particles; (c) PA6 including 0.25 wt% MWCNT and 0.4 wt% Cu nano particles; (d) PA6 including 0.25 wt% MWCNT and 0.6 wt% Cu nano particles. |
|
Table 6 Surface Topography through Atomic Force Microscope for PA6 and its composite Materials |
The effect of the various loadings of the fillers MWCNT and Copper nanoparticles on the dynamic mechanical parameters was examined in the present work. The specimens that were made included virgin PA6, PA6 with 0.25 weight percent MWCNT, Polyamide6 with 0.25 weight percent MWCNT and 0.2, 0.4, and 0.6 weight percent Cu nanoparticles. From the investigation, the following inferences might be made.
· Containing 0.6 wt% of copper nanoparticles and 0.25 wt% MWCNT added to PA6, the tan δ, storage, and loss moduli were improved to 10.6%, 29.8%, and 23.8% respectively compared to virgin PA6.
· In virgin PA6, the storage and loss modulus values were low; however, after the inclusion of MWCNT and increased Cu nanoparticle loading, the values increased as a result of increased interaction of the matrix material, PA6, and the reinforcements. Due to mobility of the polymer chain, the storage moduli of PA6 nano composite materials reduced in the act of the temperature increased.
· Copper nanoparticles and MWCNT were added, which elevated the tan δ value. The fillers may have strengthened PA6's crystalline phase and decreased its free volume, resulting in improvement.
· When the filler concentration was raised, the composites' fluidity decreased, lowering the MFI value.
· The inclusion of copper nanoparticles and MWCNT enhanced the thermal stability, as shown by the TGA measurements.
· The DSC curves demonstrated that the degradation temperature of PA 6 composites reinforced with MWCNT and copper nanoparticles increased relative to pure PA 6 as the loading of reinforcement increased.
· The enhancement of the dynamic mechanical characteristics may also be due to the interlocking mechanism formed between the reinforcements MWCNT, copper nanoparticles, and the matrix PA6.
- 1. Composite Solutions for Ballistics. Nawab, Y.; Sapuan, S. M.; Shaker, K., Eds.; Woodhead: Duxford, 2021.
-

- 2. Lidia, G.; Kolzunova, E.; Shchitovskaya, V. Functional Metal-Polymer Composites: Formation, Properties and Applications. Polym. 2021, 13, 2382.
- 3. Norizon Mohd Nohd Nurazi; Fabrication, Functionalisation and Application of Carbon Nanotube-Reinforced Polymer Composites: An Overview. Polym. 2021, 13, 1047.
-
- 4. Kumaresan, K.; Chandramohan, G.; Senthilkumar, M. Dynamic Mechanical Analysis and Three Body Wear of Carbon-Epoxy Composite filled with SiC Particles. J. Reinf. Plast. Compos.2012, 31, 1435-1448.
-
- 5. Karchenko, S. B.; Douglas, A. P.; Obrzet, J. Flow Induced Properties of Nanotube – Filled Polymer Materials. Nat. Mater. 2004, 3, 564-8.
-
- 6. Singh, M. K.; Singh, A. Dynamic Mechanical Analysis. Characterization of Polymers and Fibers; Woodhead: Duxford, 2022; pp 241-271.
-
- 7. Ding, J.; Chen, C.; Xue, G. The Dynamic Mechanical Analysis of Epoxy-Copper Powder Composites using Azole Compounds as Coupling Agents. J. Appl. Polym. Sci. 1991, 42, 1459-1464.
-
- 8. Chauhan, S. S.; Singh, B. P.; Malik, R. S.; Verma, P.; Choudry, V. Detailed Dynamic Mechanical Analysis of Thermodynamically Stable Melt Processed PEK-MWCNT nanocomposites. Polym. Compos. 2016, 39, 2587-2596.
-
- 9. Jeevan Jyoti; Arun Singh Babal; Sushant Sharma; Dhakate, S. R. Significant Improvement in Static and Dynamic Mechanical Properties of Graphene Oxide. Carbon Nanotube Acrylonitrile Butadiene Styrene Hybrid Composites. J. Mater. Sci. 2018, 53, 2520-2536.
-
- 10. Yan, Y.; Jia, Z.; Yang, Y. Preparation and Mechanical Properties of PTFE/Nano-EG Composites with Nanoparticles. Procedia Environ. Sci. 2011, 10, 929-935.
-
- 11. Panwar, V.; Pal, L. Dynamic Mechanical Analysis of Clay-Polymer Nanocomposites. In Clay-Polymer Nanocomposites; Jlassi, K., Chehimi, M. M., Thomas, S, Eds.; Elsevier: Amsterdam, 2017, pp 413-441.
- 12. Nair, T. M.; Kumaran, M. G.; Unnikrishnan, G. Dynamic Mechanical Analysis of Ethylene-Propylene-Diene Monomer Rubber and Styrene – Butadiene Rubber Blends. J. Appl. Polym. Sci. 2009, 112, 72-81.
-
- 13. Goyanes, S. N.; Konig, P. G.; Marconi, J. D. Dynamic Mechanical Analysis of Particulate filled Epoxy Resin. J. Appl. Polym. 2003, 88, 883-892.
-
- 14. Chiu, F. C.; Kao, G. F. Polyamide 46/multi Walled Carbon Nanotube Nano Composites with Enhanced Thermal, Electrical and Mechanical Properties. Compos. Part A 2012, 43, 208-218.
-
- 15. Shen, Z.; Bateman, S.; Wu, D. Y.; McMohan, P. The Effects of Carbon Nanotube on Mechanical and Thermal Properties of Woven Glass Fibre Reinforced Polyamide 6 Nano Composites. Compos. Sci. Technol. 2009, 69, 239-244.
-
- 16. Lamiaa, Z.; Mohammed, Alaa I. Eid, Omayma A El kady. Studying Physico-Mechanical and Electrical Properties of Polypropylene / Nano-Copper Composites for Industrial Applications. Egypt. J. Chem. 2019, 62, 913-920.
-
- 17. Anand, T.; Senthilvelan, T. Investigation of the Mechanical Properties of Polyamide 6 Hybrid Nanocomposites with MWCNT and Copper Nanoparticles. In Trends in Manufacturing and Engineering Management. Lecture Notes in Mechanical Engineering; Vijayan, S., Subramanian, N., Sankaranarayanasamy, K., Eds.: Springer: Singapore, 2021; DOI: 10.1007/978-981-15-4745-4_24.
-
- 18. Akay, M. Aspects of Dynamic Mechanical Analysis in Polymer Composites. Compos. Sci. Technol. 1993, 47, 419-423.
-
- 19. Goertzen, W. K.; Kessier, M. R. Dynamic Mechanical Analysis of Carbon/epoxy Composites for structural Pipeline Repair. Compos.Part B: 2007, 38, 1-9.
-
- 20. Molefi, J. A.; Lyut, A. S.; Krupa, I. Comparison of the Influence of Copper Micro and Nano Particles on the Mechanical Properties of Polyethylene / Copper Composites. J. Mater. Sci. 2010, 45, 82-88.
-
- 21. Nikzad, M.; Masood, S. H.; Sbarski, I. Thermo – Mechanical Properties of Highly Filled Polymeric Composites for Fused Deposition Modeling. Mater. Des. 2011, 32, 3448-3456.
-
- 22. Tang, H.; Chen, X.; Luo, Y. Electrical and Dynamic Mechanical Behaviour of Carbon Black Filled Polymer Composites. Europ. Polym. J. 1996, 32, 963-966.
-
- 23. Urk, D.; Demir, E.; Bulut, O. Understanding the Polymer Type and CNT Orientation Effect on the Dynamic Mechanical Properties of High-Volume Fraction CNT Polymer Nanocomposites. Compos. Struct. 2016, 155, 255-262.
-
- 24. Hammache, Y.; Serier, A.; Chaoui, S. The Effect of Thermoplastic Starch on the Properties of Polypropylene/high Density Polyethylene Blend Reinforced by Nano-clay. Mater. Res. Express 2020, 7, 025308.
-
- 25. Raju, G. U.; Gaitonde, V. N.; Kumarappa, S. Experimental Study on Optimization of Thermal Properties of Groundnut Shell Particle Reinforced Polymer Composites. Nt. J. Emerg. Sci. 2012,2, 433-454.
- 26. Ragavendra, T.; Panneerselvam, K. Mechanical and Thermal Characterization of Camphor Soot Embedded Coir Fiber Reinforced Nylon Composites. Fibers Polym. 2020, 21, 2569-2578.
-
- 27. Yang, J.; Lin, Y.; Wang, J.; Lai, M. Morphology, Thermal Stability and Dynamic Mechanical Properties of Atactic Polypropylene/Carbon Nanotube Composites. J. Appl. Polym. Sci. 2005, 98, 1087-1091.
-
- 28. Teng, C.-C.; Ma, C.-C. M.; Huang, Y.-W.; Yuen, S.-M. Effect of MWCNT Content on Rheological and Dynamic Mechanical Properties of Multiwalled Carbon Nanotube / Polypropylene Composites. Compos. Part A 2008, 39, 1869-1875
-
- Polymer(Korea) 폴리머
- Frequency : Bimonthly(odd)
ISSN 2234-8077(Online)
Abbr. Polym. Korea - 2025 Impact Factor : 1.0
- Indexed in SCIE
 This Article
This Article
-
2026; 50(2): 198-209
Published online Mar 25, 2026
- 10.7317/pk.2026.50.2.198
- Received on May 22, 2025
- Revised on Dec 3, 2025
- Accepted on Dec 16, 2025
Services
- Full Text PDF
- Abstract
- ToC
- Conflict of Interest
Introduction
Experimental
Results and Discussion
Conclusion
- References
Shared
Correspondence to
- Anand Thangavel
-
Agni College of Technology, OMR, Thalambur, Chennai 600130, India
- E-mail: anand.tvel@gmail.com
- ORCID:
0000-0002-7764-1856
Hyecheon Building(Room 601), #354, Gangnam-Daero, Gangnam-Gu, Seoul 06242, Korea
TEL : 82-2-568-3860, 561-5203, 569-3860 FAX : 82-2553-6938 E-mail: polymer@polymer.or.kr